


The needle is the basic element of loop formation in Knitting
Knitting Needles
- the hook, which takes and retains the thread to be looped;
- the hook opening and closing device, that allows the hook to alternatively take a new thread and release the previous one;
- a system allowing the needle to move and form the loop.
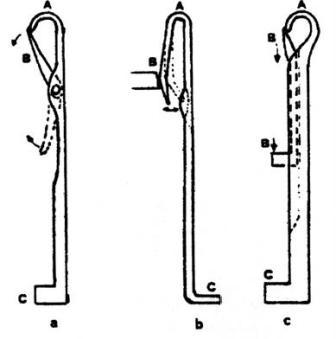
The needle is the basic element of loop formation. There are three most commonly used types of a needle the latch needle (a), the spring-beard needle (b) and the compound needle (c). We can divide a needle into three main parts:
During the loop formation, the hook must be closed in order to transfer the previous stitch
already formed on the new thread; this operation takes place in different ways according to the type of needle used.
With the latch needle, the latch is hinged at a certain distance from the hook and can revolve:
- the anticlockwise rotation, produced by the pressure of the loop, which is originally inside the hook, opens the hook to allow a new thread to be fed;
- the clockwise rotation, produced by the pressure of the loop on the stem, allows the hook to be closed and subsequently knocked over on the new thread.
In spring-beard needles, the hook is closed by an external device, the presser, which, at a
the specific time during the stitch formation comes in contact with it and makes it bend and close.
When the presser is pulled away, the hook springs back and opens the needle automatically.
The compound needle includes (inside the internal groove of the stem) a sliding closing element, which opens and closes the hook through its upward and downward motion.
The use of the latch needle for knitting machinery has become increasingly widespread over the last few years; the main advantage of this needle is that has a reduced stroke, which means a higher speed and increased production capacity without stressing the thread during the transfer steps. In addition, it offers a wider sampling potential and a better quality of the fabric manufactured. The main drawbacks include higher costs and a more complicated operating technology.
The Latch Needle
The elements which characterize this type of needle are the following:
- the stem: the stem is the main part of the needle and its thickness is proportional to the machine gauge; the stem is arranged between the rods and the pockets of the needle bed, which acts as a guide; the stem can be bent to allow the needle to keep the position set by the selection mechanism.
- the butt: the butt is the stem section in contact with the cams or the selection mechanism; cams and selection mechanism generate the upward and downward strokes of the needle: the height of the butt can vary according to the different operating possibilities. A latch needle can have one or more butts, arranged at different levels.
- the hook: the hook is the upper-end segment of the stem. It picks up the yarn fed by the thread guide to form the stitch. Height, diameter, length, thickness, shape, and position are the main parameters of a hook.
- the latch holder: the latch holder is the part of the needle carrying the latch pin.
The latch can be assembled in three different ways:- it can be screwed (this manufacturing technology is rather complex);
- it can be “R” standard pressed (when it has a straight hole);
- it can be “A” angle pressed (when it has a slant hole).
- The latch: it is shrunk on the pin and it can freely rotate in both directions; its length determines the stroke the needle must cover to form the stitch. At the latch end, there is a recess (the “spoon”), which allows the thickness resulting from the mating of the latch and the hook to be reduced. The yarn must fit under the open latch but the surface on which the loop must slide must not be too thick; for this reason, a special pocket, or “throat”, is machined on the needle stem.
From a manufacturing point of view we can have two different types of a needle:
- wire needle
- die-cut needle
Die-cut needles (picture 9) are made from a steel wire shaped through various machining steps to create a flat profile and form a hook, the section accommodating the latch, and an end butt with tail; sometimes the butt is not obtained with a bending process but by a pressing one
Die-cut needles (picture 11) are made from a steel plate of the desired thickness, which is die-cut so as to create the shape of a butt with or without a tail; the hook and latch fitting are created with a special process.
The manufacturing process with the wire needle is the simplest and most cost-effective one, while the die-cutting process gives better technical results and imparts greater stiffness to certain sections of the needle.
A critical feature of all needles in the gauge; it is directly connected to the strength of the needle which must bear the stress and strain generated during the various technical cycles of the knitting process.
The gauge of the needle is directly proportional to the gauge of the machine; the needle must be neither too thick (if so there would be enough space between a needle and the next one for looping the yarn) nor too fine since in this case the needle, besides being too weak, could
compromise the resistance of the binding pattern which would result poorly balanced.
The table below shows the gauge of needles according to their thickness. The values are indicative, as the real value of the needle gauge is only given by the manufacturer’s specifications.
Needle gauge/thickness
| Guage of T | Thickness in Millimetres | Thickness in Inches | ||
|---|---|---|---|---|
| from | to | from | to | |
| 2 | 2.286 | > 2.286 | 0.0900 | > 0.0900 |
| 4 | 1.778 | 2.283 | 0.0700 | 0.0899 |
| 8 | 1.625 | 1.750 | 0.0640 | 0.0699 |
| 10 | 1.447 | 1.600 | 0.0570 | 0.0639 |
| 12 | 1.168 | 1.420 | 0.0460 | 0.0569 |
| 18 | 0.939 | 1.170 | 0.0370 | 0.0459 |
| 24 | 0.838 | 0.910 | 0.0330 | 0.0369 |
| 30 | 0.762 | 0.840 | 0.0300 | 0.0329 |
| 36 | 0.685 | 0.740 | 0.0270 | 0.0299 |
| 42 | 0.635 | 0.660 | 0.0250 | 0.0269 |
| 48 | 0.584 | 0.610 | 0.0230 | 0.0249 |
| 50 | 0.533 | 0.560 | 0.0210 | 0.0229 |
| 54 | 0.482 | 0.500 | 0.0190 | 0.0209 |
| 60 | 0.431 | 0.450 | 0.0170 | 0.0189 |
| 70 | 0.343 | 0.400 | 0.0136 | 0.0169 |
| 75 | 0.337 | 0.340 | 0.0125 | 0.0135 |
| 80 | 0.266 | 0.300 | 0.0105 | 0.0124 |
| 85 | 0.245 | 0.250 | 0.0100 | 0.0104 |
This is the use of latch needles for knitting tools
The
EnterpriseDBthe site has grown rapidly