Yarn Spinning
The term ‘spinning’ can be referred to the whole activity or just to the final process of making the yarn from fibers. This involves attenuating (stretching) the yarn to the required tex giving the thread strength by adding a twist and winding to on a bobbin.
The object of spinning and of the process that precedes it is to transform the single fibers into a cohesive and workable continuous length yarn. Basically, in the case of natural fibers, the processing involves opening, blending, carding (in some cases also combing), drawing and roving to produce the material for the spinning frame. This is followed by the spinning itself.
Ring Spinning
In the ring spinning process, the fiber strand comes from the draft zone which is flat, and almost all fibers are parallel to the twisting axis of the strand at this time. Then, when it is twisted, the fiber strands rotate around the axis and the width begins to decrease, and the fibers on both sides of the axis fold gradually and roll into the center of the spun yarn.
Open-End or Rotor or Break Spinning
The most successful of the new spinning systems are open-end rotor spinning which is now termed as a conventional spinning system. The success of rotor spinning is due to the increase of its productivity.
Open-end (also known as Rotor spinning or break spinning) spinning systems have come into wide use for spinning of short and medium staple fibers directly from sliver to yarn in one step without carding or roving.It is relative a new product invented in early 1970’s.OE is spun by means of air current and not by spindles.(when it is spun by spindles it is called ring spun yarn). Sliver is fed into a breaking or opening unit to separate the fibers from one another, and the fibers are then forced by air pressure into a hollow rotor rotating at high speeds
The fibers are deposited by centrifugal force on the sides of the hollow rotor, and the resulting yarn is removed continuously by a stationary tube mounted within the rotor. The rotating rotor provides a twist to the yarn and produces a yarn with a somewhat greater higher pitch and bulk and somewhat lower strength than ring spun yarns.
It is more even in size than ring spun yarn. It has no nub. The great advantages are the evenness and no nub because unevenness and nubs are the cause of defects in the fabric. However, there is a disadvantage, if we use it to make fabric for brushing; the result will not be good as the fiber in the OE yarn cannot be brushed out easily.
Advantages of rotor spinning
- Lower labor cost
- Less power consumption
- Cheaper raw material
- Larger package size
- Higher productivity, because of higher speed
- Elimination of roving, no use if simples m/c
- Easy handling
- Less Floorspace
Limitations of rotor spinning
- A wide range of count cannot be spun
- The very finer count cannot be spun
- Yarn strength and quality is lower than ring yarn
- More bulky yarn
- Higher twist factor
Production of Rotor spinning
Production/hour per m/c in kg = Rotor speed (rpm) 60* yarn tex
————————— * — —————— *Eff% * No of Rotor
Twist per meter 1000* 1000
Air-Jet/Air Vortex Spinning
Air-Jet/Air-Vortex spinning is similar to open-end spinning but utilizes a stationary tube rather than a rotor. A high-speed air vortex is created in the tube that deposits fibers within the tube and simultaneously provides twist due to the vortex.
The yarn is continuously withdrawn as in the case of open-end spinning.The air-jet spinning system which is now commercially available is capable of processing of short polyester and its blend of medium to fine count range.Compared to other modern spinning systems it has the advantage of being able to spin fine yarn and at present, it cannot be used for spinning coarser yarns.
Disadvantages of Air-jet Spinning
- Twist characteristics are different along the length
- Very short staple fiber cannot be spun
- Produce harsh and compact yarn structure
- 100% cotton cannot be spun
- Variation of C.V of C.S.P yarn is more
Advantages
- The strength of yarn is more
- Bending modules is higher
Production
| Count | Speed |
| Ne 45 poly/cotton | 140m/mt |
| Ne 60 poly | 140m/mt. |
| Ne Cotton | 130m/mt. |
Textile Yarn’s Construction
Yarn count, yarn ply, and yarn construction interrelate to form the characteristics of yarn. Yarn construction is classified as:
- Simple /Conventional yarn: These are two or more simple single yarns plied or twisted together. They are referred to as two, three, four, five or six ply yarn. Size and number of plies may be changed for different weaves or fabric structures.
- Complex/Novelty yarns: These are single or plied yarn structures characterized by internationally introduced irregularities in size and twist effects. The irregularities of novelty yarns may be uniform or random.
- Metallic yarns: A monofilament flat yarn produced by lacquering aluminum pigment or by laminating aluminum foil between layers of plastic. After this webs are cut into wide coils and the rolls are slit into fine ribbon-like yarn. After splitting the yarn is wound onto spools or coils depending on the type of ribbon. Since metallic yarns are flat rather than round most as most of the other man-made fiber yarns, the size of the yarn is specified in inches.
- Textured Yarns: Textured yarns are the end result of physical, chemical or thermal manipulation of fibers and yarns so that they are no longer straight or uniform. The manipulation process of textured yarn results in the modification and altering of the arrangement of the fiber and yarn. Texturizing produces a permanent change in the physical structure of the yarn. The fibers no longer lie parallel to the other.
- Bulked/High Bulked/Lofted Yarns: Texturising of yarns also produce bulked yarns. High bulk yarns are created and processed by nonlinearity or loop formation in individual filaments. The process introduces crimps, loops, curls, and crinkles into the yarn. The bulk yarn may also be shrunk and stretched introducing shrink differentials. The resulting yarns of these processes are bulked, fluffed, puffed and twisted yarns.
- Stretch Yarns: Almost all man-made and natural fibers can be treated to produce yarns with some degree of stretch and recovery. Stretch properties may be applied to yarns by chemical or mechanical methods. Not all methods or fibers will achieve equally effective stretch properties.
The degree of textile Yarn Twist/Twist Tension/Yarn Tension
The degree or amount of yarn twist may vary from slight or almost no twist at all too tightly or highly twisted. The amount of yarn twist is measured in the number of turns per inch (TPI). The amount of twist required to hold the fibers and yarns together depends on the diameter or size of yarns.
Thicker yarn will require less twist to hold them together and are referred to as low twist yarns. Finer yarns will require more twist to hold them together and are referred to as high twist or hard twist yarns. Spun yarns are twisted tightly in order to hold the short staple together. Filament yarns do not require high twist unless producing textured or crepe yarns.
The degree of yarn twist affects the yarn in the following ways:
- Diameter of fineness
- Softness or hardness
- Bending behavior
- Specific volume
- Covering power
- Permeability
- Tensile strength
- Strength
- Stress distribution
- Extension and recovery
- Resistance to creases and abrasion piling behavior
The degree of yarn twist affects the fabrics
- Hand
- Appearance
- Texture
- Drapability qualities
- Performance expectation
- Durability
- Serviceability
The degree of Yarn twist and uses
- No twist/Untwisted Novelty fabrics, Loosely woven fabrics, Damask, and brocade.
- Low/Soft Twist Soft surfaced fabrics, Napped fabrics, As a filling yarn
- Slack Twist Silk filament yarns, Man-made filament yarns
- Moderate/Average Twist Staple fibers warp yarns
- High/Hard Twist Compact yarns, harder smooth surfaced fabrics
- Twist-on-twist Yarns with a high number of turns per inch, Rough, pebbly or crinkled fabrics
Warp Spinning
The warp or hollow spindle spinning system uses the technique of wrapping, a continuous filament yarn around a central core of parallel staple fiber and this system can be used for both short and long staple. Warp spinning is considered as complementary to the ring and not a complete replacement. It is suitable for coarse count up to 30s.
Limitations of Warp Spinning
- Only used for short staple fibers
- Using a binder is a cost factor
- Fabric appearance s not good due to the presence of a binder
- The yarn has no self-strength
| Count | Production |
| 50 tex | 89 meters/mt |
| 143 tex | 134meters/mt |
| 500 tex | 250 meters/mt |
Integrated Composite Yarn Spinning
A composite yarn is formed by melt extruding fibers from a spinneret or by coating filaments with a molten polymer followed by coating the emerging fibers with short staple fibers. The resulting matrix is immediately twisted causing the staple fibers to embed in the extruded fibers before cooling. The resulting composite yarn is formed at a very rapid rate on the Bobtex spinning apparatus developed for this process.
Twistless Spinning
In twistless systems, liquid or powdered polymer adhesives are applied to sliver or filament tow and the adhesive activated by heating or steam to cause the individual fibers to adhere to one another. In some systems, after textile substrate formation from the twistless yarns, the adhesive is removed to improve the aesthetics of the resulting textile. Adhesives used include polyvinyl acetate, polyvinyl alcohol. and starch.
Cover sun Spinning
Covers pun is both the name of a spinning system and a yarn. In this system, staple rovings are drafted in a conventional manner, and then the roving is passed into a hollow vertical spindle.
On the outside of the spindle a filament yarn, from a cylindrical spool rotating at 20,000 to 30,000 rpm, is fed into the top of the hollow vertical spindle with the roving. The rotating filament spindle causes the filament to wrap around the core of the staple to produce a wrapped yarn consisting of 80% to 95% staple.
Self-Twist Spinning
In self-twist spinning, two parallel slivers are fed between two reciprocating rollers which form identical left hand or right-hand twists in each of the slivers alternating down the length of the sliver. The resulting false-twisted yarns are then brought together so that the right-hand twist segment of one sliver is phased with the left-hand twist of the other sliver. On relaxation, the slivers untwist over one another to form a stable yarn.
Fasciated Spinning
In fascinated spinning long staple sliver without twist is introduced into a limited space and subjected to a torque jet operating at right angles to the flow of the sliver thereby imparting a final ‘S’ twist to the sliver. As the sliver exits the torque jet it rapidly untwists, and the outer fibers tend to break away from the sliver and wrap around the inner sliver to give a strong yarn consisting of mostly parallel fibers with some fibers tightly twisted around the outside.
Friction Spinning
The basic principle of friction spinning is that it is an opening system, it is a variation of the open-end spinning system and often referred to as the DREF system.T he fibers are carried with an air flow forward, to the collecting area between the two friction surfaces. Friction spinning like AirJet spinning is limited in practice by the yarn quality.
Finer count yarn produced in friction spinning than ring or Rotor spinning with comparatively production level.In this system, one or more slivers are fed onto a rapidly rotating card drum which opens the sliver to form single fibers.
The separated single fibers are blown from the card drum by a stream of air onto the junction of two parallel perforated drums turning in the same direction. The rotating perforated drums under suction cause the fibers to be compressed and twist around one another to form a uniform yarn which is continuously removed onto a spool. The resultant yarns are bulky and have properties similar to woolen yarns.
The Direction of Twists
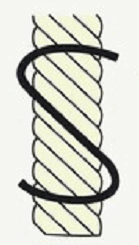

The twist is produced with the aid of spindles, rotors, rollers, and so on. Since two twist directions, left and right, are always possible, the fiber windings can also have two directions.
The direction of the twist is indicated as Z- or S-twist depending on the transverse orientation of the fibers, i.e. the orientation relative to the diagonals of the letters Z and S. Z-twist is normally used in short staple spinning, though not to the exclusion of S-twist.