


Denim Fabric Weaving – Manufacturing Process, Methods, and technologies
Manufacturing process of Denim Fabrics
Denim is made from a tightly woven twill in which the weft passes under two or more warp threads. Denim is an indigo-dyed cotton twill fabric in which the weft passes under two or more warp yarns.
Weaving
The process of weaving the warp and weft threads into the actual selvedge denim fabric takes place on a shuttle loom. Back in the days, the shuttle loom was widely used, but nowadays it has often been replaced by modern weaving machines. However, selvedge denim is still woven on shuttle looms to create an authentic and high-quality fabric.
Weaving Characteristics
As we mentioned before, shuttle looms have often been replaced by much quicker, and thus cost-saving, weaving machines. However, despite the developments over the years, modern weaving machines cannot create the authentic selvedge denim that is woven on a vintage shuttle loom.
Selvedge denim woven on a shuttle loom contains imperfections and inconsistencies, and these imperfections give the fabric a unique texture and character. Also, the fabric will have a tighter and denser weave compared to denim woven on a modern weaving machine and is therefore much sturdier.
Structure of denim fabrics– The available traditional weave formula of denim fabrics is 2/1, 3/1 etc. The warp and filling yarns of denim fabrics range from 7s to 16s and 8s to 23s respectively. The most studied structure is a plain-knit structure full of knit stitches.
Denim is made from a tightly woven twill in which the weft passes under two or more warp threads. Denim is an indigo-dyed cotton twill fabric in which the weft passes under two or more warp yarns.
The performance of a garment during its usage is very important for consumers. Performance as such is a very wide term and may range from satisfying the requirements during its use to durability. Comfort is also considered by many consumers today as one of the performance requirements.
For stretchable denim fabric, the fit related comfort lies in the ability of the material to be stretched when a load is applied according to body movements and retain to its original length. While designing the stretch denim, fabric weight and weave play an important role in comfort, performance and fashion. The effect of fabric parameters such as areal density, Lycra content and weave on characteristics of stretchable denim fabrics have an impact on Various properties such as thickness, tensile strength, flexural rigidity, stretch and recovery properties and air permeability of the fabrics.
Increasing the fabric weight increases fabric warp tensile strength, compressibility, stretch and recovery, whereas the flexural rigidity, weft tensile strength and air permeability decrease. As Lycra contents in fabric increased, fabric thickness increases which result in the higher flexural rigidity of fabric. Fabric construction and weave also influence the fabric flexural rigidity and air permeability related to the performance and comfort of stretchable denim fabric.
| Properties | Sample code | |||
|---|---|---|---|---|
| D1 | D2 | D3 | D4 | |
| Lycra % | 0 | 1 | 3 | 5 |
| Yarn count (Ne) Warp | 9 | 9 | 9 | 9 |
| Weft | 10.4 | 10.4 | 10.4 | 10.4 |
| Thread density EPI | 70 | 69 | 71 | 70 |
| Crimp (%) Warp | 11.8 | 12.4 | 11.9 | 12.5 |
| Crimp (%) Weft | 6.1 | 5.7 | 6.4 | 6.0 |
| Fabric (oz/yd2) | 11.67 | 9.82 | 10.35 | 10.81 |
The classical denim fabrics are made with open-end rotor yarn in both warp and weft direction. However, ring yarn, ply yarn, filament yarn, lycra core yarn, slub yarn are extensively used in denim to achieve some special effect, lustre, smoothness and comfort in denim products. The properties of denim finished fabric largely depends upon the fabric construction.
The warp and weft count influence several fabric properties such as weight, fabric tightness, cover, drape, hand, tensile strength, tear strength, and other fabric properties. All these parameters influence the durability and comfort of denim garments.
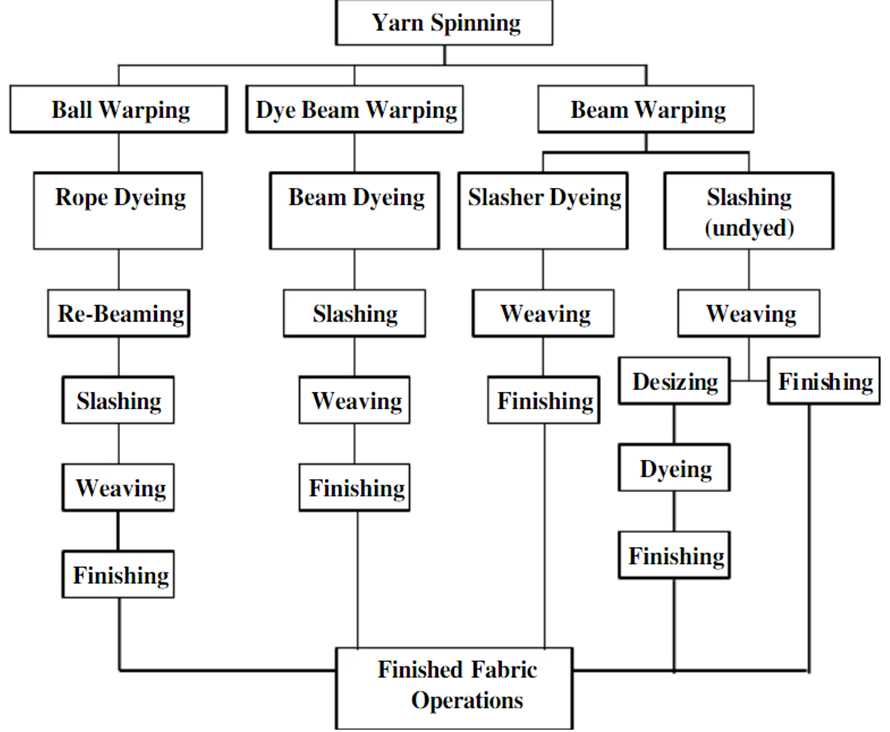
Weaving Manufacturing methods of Denim Fabrics
Cone winding machine
 Winding is one of the most important operations which is mainly occurred in the spinning section. The creation of the large yarn packages that can be easily unwound called winding. The winding makes the subsequent machine operations more economical and easier.
Winding is one of the most important operations which is mainly occurred in the spinning section. The creation of the large yarn packages that can be easily unwound called winding. The winding makes the subsequent machine operations more economical and easier.
Three zones of windings are:
- Unwinding zone
- Tension and clearing zone
- Winding Zone
Natural Indigo Blue Dye Origin Dying Procedures Technology and Dye Recipes for Denim Fabrics
Natural INDIGO Dye – THE KING OF NATURAL DYES

Features of Cone Winding Machine Used in Textile Weaving Sector
There are different key features of cone winding m/c which are pointed out in the following:
- In cone winding m/c, reciprocating cams are attached with the traversing guide and attached with a shaft.
- Also, the cam controls the yarn with the yarn guide.
- Here, the cone is placed on the cone holder and kept in contact with the drum.
- A drum is in opposition to each cone.
Objectives of cone winding machines
- To prepare the bigger packages from smaller ring bobbins
- To remove spinning faults.
- To wax the material
- To improve the quality of yarn

Requirements
The winding process should be accurate for accelerating the next process in fabric manufacturing. The winding process should fulfil the following requirements:
The winding process should be:
- Easy
- Maintain the characteristics of the yarn
- Economical
- Minimum winding faults
- Package size and shape should be suitable to optimally used on the next machine
Auto-cone and Autoconing
Autoconing is the process of automatically making the end yarn packages without the need of feeding the small yarn packaged produced by the ring-spinning machines. The auto-coning machines in turn intelligently connected to transport the produced yarn-cones from the ring-spinning machines into the winding machines without any manual interventions of feeding the cones. Autoconer is the synonym for automatic package winding.
The aim of the modern automatic winder is to make the wound package as uniform as possible along with achieving higher production, better quality, and lower power consumption per kilo of product and flexibility.
The auto-coning department maintains the humidity and temperature according to the requirements throughout the year.
- Ideal humidity: 55~88%
- Temperature: 22~39.5 degree C
If winding tension is selected properly, the following tensile properties are not affected
- Tenacity
- Elongation
- Work to break
Excessive tension in the winding may deteriorate the above said tensile properties
Good