


Yarn to Fabric Manufacturing
A case study on spun yarn production to fabrics and finishing processes in a real-time production environment
DYEING
INTRODUCTION
Dyeing is the process of adding color to textile products like fibers, yarns, and fabrics. Dyeing is normally done in a special solution containing dyes and particular chemical material. After dyeing, dye molecules have an uncut Chemical bond with fiber molecules. Temperature and time control are two key factors in dyeing. There are mainly two classes of dye, natural and man-made.
The dye house unit is a major operational unit in the company. The product is given its proper and required shade in the dyeing house. The raw wool received as raw material is of white or natural color and the dye house dyes the wool into the required shade according to the market demand and the customer’s order. The product is dyed in dye housekeeping in mind its composition and quality.
For natural fibers such as wool, linen, metal complex and reactive dyes are used at a temperature of about 98℃ whereas for synthetic or man-made fibers such as polyester, disperse dyes are used at 135℃ and for a combination of both wool and polyester fibers in order to make poly-wool fibers blend, both disperse and meta-complex dyes are used at 120℃.
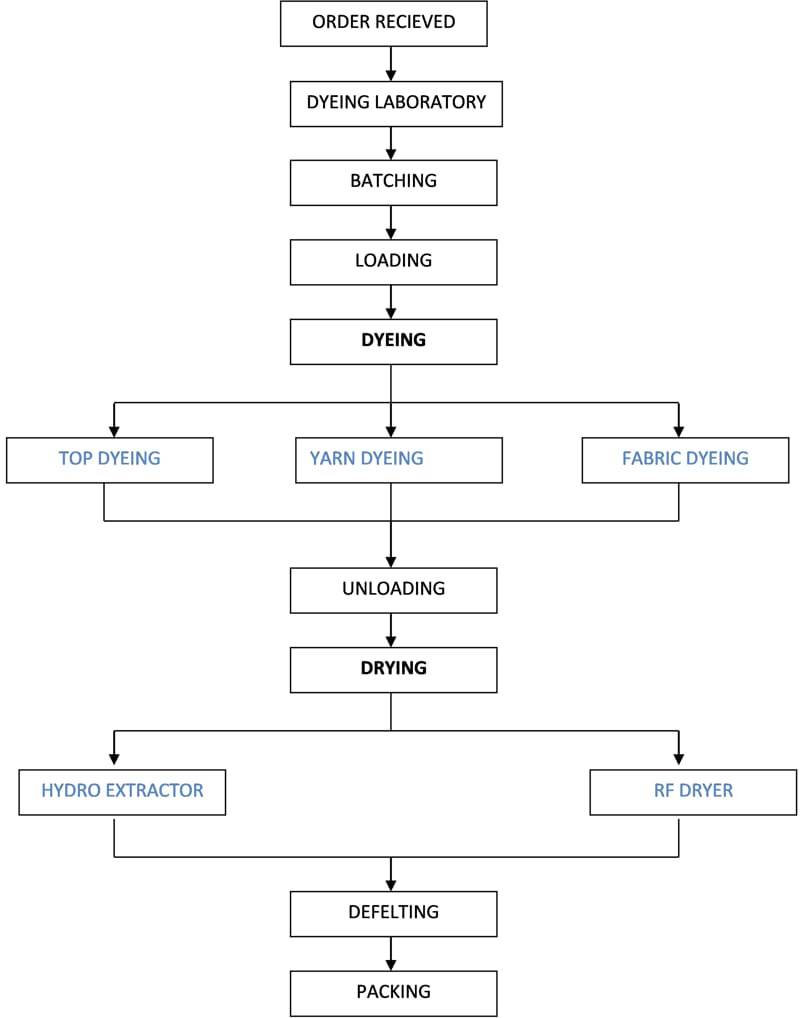
TYPES OF DYEING- In OCM, the following types of dyeing processes are used and dyeing is more concentrated on top dyeing. Approximately 85% of dyeing is top dyeing, 10% is yarn dyeing, and 5% is fabric dyeing.

DYEING PROCESS FLOW CHART
DYEING LABORATORY
FUNCTIONS
The dyeing lab is the heart of any dye house since the process begins from the dye lab only.
- Standardization of incoming materials.
- Recipe selection for lab dips(Small samples of colors which are dyed prior to bulk production)
- Color matching.
- Procedures and different standard operations are initialized through the dyeing lab and in case of problems or failures troubleshooting, analysis is the key job that is controlled through the dye lab.
PROCEDURE
- After receiving an order, the sample sent by the company is sent to the dyeing laboratory.
- The sample is then tested to find out the composition of fabric and dyes used to prepare the sample.
- Testing is done using various machines such as IR machine (infra-red), glycerin bath machine to check the color fastness over washing, rubbing, sublimation, perspiration, and light.

INFRARED MACHINE
The infrared heating machine has no disturbing fumes, gases, and noise in the laboratory. In this, seamless stainless-steel beakers are used for dyeing samples. Beakers are rotated in 360℃ to ensure even dyeing. Temperature is controlled using wireless thermal sensors. The color which is used in dyes can be reused again after using in the infra-red machine.


Total three machines are used in the laboratory.
GLYCERINE BATH MACHINE
Glycerin Bath Beaker Dyeing Machine, which is suitable for developing Dyeing Recipe for Polyester, Wool, Viscose. The Machine is equipped with a Temperature Controller Microprocessor TPR-14 which controls up to 8 programs with battery backup, Electric Gear Motor, Electric Heater, Heating / Cooling Coil, Operator Call & Memory Retention in case of Power Failure.
| S.No. | Technical specification | |
|---|---|---|
| 1 | No. of beakers | 6, 8 and 10 |
| 2 | Capacity | 150 ml. and 250ml |
| 3 | Maximum Design Temperature | 140°C |
Table 1.3: Specification of glycerin bath dyeing machine

BATCHING
The batch section is a preparatory stage of dyeing. It is the receiving section of grey fabric and sending section of grey fabric to the dyeing section which will dye. Batching is the process to get ready the fabrics that should be dyed and processed for a particular lot of a particular order.
TOP AND YARN DYEING
TOP DYEING
The top is the combed wool sliver. In this method, the fiber is dyed on the stage just before the appearance of the finished yarn. It is wound on perforated spools and the dye solution is circulated through it. This method results in very even dyeing.
It is done by putting loosen-spun fibbers into large vats containing the dye bath. The Top delivered from the combs in a rope-like form of about 1.25” the Top is wound on perforated spools and the dye liquor is circulated through it. Very even dyeing is possible with these methods.
YARN DYEING
When dyeing is done after the fiber has been spun into yarn, it is called yarn dyeing. In this method, the dyestuff penetrates the fibers to the core of the yarn.
Yarn dyeing, as its name implies is the dyeing of yarns before they have been woven or knitted into fabrics. The main reason for the dyeing of yarn is for the ultimate production of multi-colored designs such as plaids, stripes, and checks. Some typical yarn-dyed fabrics are multi-colored gingham, madras, brocade, and multi-colored weft knits. Yarn dyeing is also used in special cases for solid-color fabrics. Yarns may be dyed in different forms such as Skeins, Packages, and Beams.
HTHP YARN DYEING
MACHINE PARTS
- The machine comprises of tank, beaker, and gearbox.
- A microprocessor-based programmer is provided which ensures temperature control.
- The HTHP yarn dyeing machines typically have 3 tanks. The main tank is made to take in the carrier while the other two are subsidiary tanks.
- One of them is used to prepare the dye liquor that is dosed gradually as required. The other tank is used to add the remaining auxiliary chemical ingredients required for pre-dyeing and after-dyeing.
- The machine has a pump that forces the liquor movement inside the main tank. This main pump ensures the in-to-out and out-to-in movements of the liquor that happens during the dyeing cycle.
- For the subsidiary tanks, there are the auxiliary pumps working.
- HTHP dyeing machine is used for both yarns as well as top dyeing.
PROCEDURE
- Among the various yarn dyeing methods, the most common one is the high-temperature high pressure (HTHP) dyeing method.
- In this process, yarns are wound from paper cones to perforated plastic cones through which liquor can pass through.
- The process of winding from paper to perforated cones is an added prerequisite.
- The perforated cones are mounted on stainless steel carriers that are built according to the capacity of the machines.
MACHINE CAPACITY
- The machine capacity varies from 1 kg to 1000 kg or even more, with denominations of 3 kg, 10 kg, 20 kg, 50 kg, 100 kg, 220 kg, 350 kg, 400 kg, and 500 kg.
- Talking about OCM, here machines are available from 6kg to 250kg.

HYDRO EXTRACTOR
Hydro-Extractors are also called Centrifuges. Centrifuges are used for water extraction (dewatering, pre-drying) of textile materials. Values of approx. 15% for residual moisture content can be achieved depending on the type of textile fiber.
Centrifuges with perforated drums or baskets which oscillate vertically in ball-and-socket joints suspended on three points are produced in various designs as pendulating, suspension, cage, and vertical centrifuges, also with so-called gliding support bearings as gliding support centrifuges or in horizontal respectively.
Most centrifuges have electric drives for speeds of approx. 750–1200 rpm and are generally provided with automatic control over various ranges. For safety reasons, an interlocking lid is essential on a centrifuge so that the motor cannot be started until the lid is locked, nor does the lid rise until the basket is stationary again after the machine has been stopped.

RF DRYER
The conventional mode of Drying Textiles after they have been dyed is a slow process. Textile industries can increase throughput and fill orders more prominently using Radio Frequency (RF) Dryers. RF system has the capability to accelerate the drying process and shorten production time.
RF drying offers high volume, high speed, and high-quality drying which is what is exactly needed in textile industries. As wet garments of acrylic, cotton, nylon, and polyester blends pass through the drying chamber, the radio waves vibrate the contained water molecules million times per second, vaporizing them. Ventilator fans are used to remove damp air from the drying chamber.
Because the RF waves concentrate in the wettest, densest portion of the garments, RF drying has a leveling effect that practically eliminates any problems of uneven shrinkage and over-drying. The RF drying times depend on the type of fabric; the percentage of moisture in the fabric going into the dryer, and the degree of dryness desired.
ADVANTAGES
- Faster Drying
- Faster production.
- Increased labor production
- Energy saving
- Less downtime
- Lower maintenance
- Space savings


FABRIC DYEING
The dyeing of cloth after it is being woven or knitted is known as fabric dyeing. It is the most common method of dyeing used. The most dyed fabric is piece-dyed since this method gives the manufacturer maximum inventory flexibility to meet color demands as fashion changes. The various methods used for this type of dyeing include jet dyeing. Jig dyeing, pad dyeing, and beam dyeing.
PROCESS FLOW OF FABRIC DYEING
- Fabric received- Fabric comes from the weaving section to the dyeing section.
- Sewing-Before dyeing the ends of fabric rolls are stitched together to make it one and obtain the required length of fabric.
- Loading- Now fabric is loaded in the machine for the dyeing process.
- Take water in the machine bath at the required level. (1800 liter)
- Then add Detergent, Sequestering agent, Anti-creasing agent, dispersing agent. –Circulate the fabric for 10 minutes at 50oC.
- Add acetic acid and circulate for 5 mints at 50oC.
- Add Glauber’s salt and circulate for 5 mints at 50oC.
- Check the PH of the dye bath. (4-5)
- Add Polyester dye solution by linear dosing and circulate the fabrics for 10 mints at 50oC.
- Add Cotton dye solution by linear dosing and circulate the fabrics for 10 mints at 50oC.
- Circulate the fabric and raise the temperature at 130oC.
- Continuing Circulate the fabric for 30 – 40 mints at a constant temperature at 130oC.
- Circulate the fabric and decrease the temperature to 70oC.
- Then Check the shade of the Polyester Part with the approved shade.
- Circulate the fabric and raise the temperature at 82oC.
- Continuing Circulate the fabric for 30 – 40 mints at a constant temperature at 82oC.
- Add Soda ash by Curve dosing and continue circulating the fabric for 30 – 40 mints at 82oC.
- Circulate the fabric and decrease the temperature to 70oC.
- Then Check the shade of cotton with the approved part.
- Rinse and Drain.
- Add acetic acid and circulate for 10 minutes at 60oC.
- Add Soaping Chemical and circulate for 10 mints at 95oC.
- Circulate the fabric for 10 mints at 70oC.
- Drain
JET DYEING
Jet dyeing is a process that can be used for batch dyeing operations such as dyeing, bleaching, washing, and rinsing. In this process, dyeing is accomplished in a closed tubular system, basically composed of an impeller pump and the shadow bath.
The fabric to be dyed is loosely collapsed, in a form of a rope and tied into a loop. Jet dyeing machines can be operated even at high temperatures and pressure. The dyeing process depends on dye concentration; the lower liquor ratio increases the dyeing rate and dye fixation. The frequent movement of fabric around the jet through the machine reduces the tendency of crease formation. The jet dyeing system is fitted with a cooling system with the potential for reuse of the warm water on the next dyeing cycle.
The solution is filled up in the dyed tank and it reaches the heat exchanger where the solution will be heated which is then passed on to the centrifugal pump and then to the filter chamber. The operation is repeated for 20 to 30 minutes at 135℃. Then the dye bath is cooled down after the material is taken out.
| S.No. | Technical specification | |
|---|---|---|
| 1 | No. of beakers | 6, 8 and 10 |
| 2 | Capacity | 150 ml. and 250ml |
| 3 | Maximum Design Temperature | 140°C |

SOFT FLOW DYEING MACHINE
- In the soft flow dyeing, machine water is used for keeping the fabric in
- The conceptional difference of this equipment from a conventional jet that operates with a hydraulic system is that the fabric rope is kept circulating during the whole processing cycle (right from loading to unloading).
- There is no stopping of liquor or fabric circulation for the usual drain and fill steps.
- The principle working behind the technique is
- There is a system for freshwater to enter the vessel via a heat exchanger to a special interchange zone.
- At the same time, the contaminated liquor is allowed to channel out through had to rain without any sort of contact with the fabric or for that matter the new bath in the machine. The capacity of the machine is


JIGDYEING
The Jig Dyeing process involved treating fabric in open width. Fabric is not immersed in a dye bath but rather is passed through a stationery dye bath. Upon completion of the first pass, the fabric reverses and is passed again through the dye bath. To produce darker colors, the fabric must pass through the dye bath more times than when a lighter shade is desired. Indirect steam is given to maintain the temperature of the bath.
Workers required to handle a machine
| S.No. | Technical specification | |
|---|---|---|
| 2 | Fabric used | cotton-viscose |
| 3 | Workers are involved in fabric dyeing | 5 – 6 |
| 4 | Time required by the machine in the dyeing process | 3 – 4 hrs |
| 5 | Revolutions according to shade | 4 – 6 |
| 6 | Temperature required. | 60 – 80 ℃ |
| 7 | The temperature required for Sulphur dye | 85 ℃ |

Specification of jig dyeing machine
DESIGN STUDIO
Designing plays a major role in the whole process of fabric making. This department first receives feedback from the market and after analyzing various factors, the designs are developed and then further processed. The designs are developed keeping in mind the two seasons, i.e. Spring/Summer & Autumn/Winter. They produce about 300 designs per season. New designs are developed according to the market trends along with improving some of the designs of the old designs.
Therearetwotypesofdesigning,oneiscustomerorientedinwhichCADsoftwareisusedand the other is forecasted. Mostly designing is done for three types of clients:-
- Domestic–Designersmaketheirownsamplesandclientsselectwhattheywantfromthosesamples and give the quantity they need. In domestic, design trends are forecasted using the WGSM website.
- Export–Samples are made according to the client’s requirement and then clients finalize what they want. In export, a one-year prior booking is done before shipment.
- Quota/Monopoly–Clients give their own design to the designers and they have to just replicate it to their desired quantity.
The design studio has two main components:
- Master card – A card that has all the information of a specific design like design number, weave pattern, peg plan, draft number NOW software is used for feeding in MasterCard.
- Blanket card – It consists of samples of different weave designs.
CASE STUDY COMPANY PROFILE
Oriental carpet manufacturers abbreviated as OCM, situated at Chheharta, Amritsar is a world-class mill with a growing international presence. OCM has become a synonym for quality suiting. It is the first worsted mill in India to get the prestigious ISO-9001 certifications. It was established in Amritsar in 1924 by a British company for manufacturing of hand-knotted carpets for the supply to its subsidiary company, the East India carpet ltd. OCM carpets have enjoyed the highest goodwill for their fine quality and vibrant designs both in the home and foreign market and that is from where it got its name OCM.
All departments of OCM, ranging from designing to finishing, work congenial for producing the right kind of fabric which has the right feel, fall, and drape and maintains its ironed look throughout the day. OCM has the facility to execute all stages of spinning, weaving, processing, dyeing, and finishing except changing raw wool into workable for spinning, so they buy tops of fibers.
Since its inception in 1924 as a manufacturer of hand-knotted carpets, OCM has come a long way to become one of the largest worsted suiting producers, the first one to implement a customized textile ERP solution. A completely vertically integrated plant, OCM has in-house production facilities to convert tops to finished fabrics through dyeing, spinning, weaving, and finishing using state-of-the-art machinery. All the materials and processes pass through stringent checks at every stage and help in delivering outstanding quality.