


Textile Printing Machines
Machines used for printing the fabrics are explained in the forthcoming section Fabric are printed conventionally using the table screen printing machines manually. More perfection and production can be achieved using a modern automatic flatbed screen printing machine.
Today’s most important development in printing machinery lies in rotary screen printing machines. Before we go into the details of the printing machinery, let us discuss the preparation of the screens used for flatbed and rotary screen printing.
Screen Preparation
Flat Bed Screens
A piece of nylon bolting cloth or metal gauge (phosphobraze) is stretched and nailed to a strong wooden frame, strengthened by metal brackets at the corner. The frames are usually 26” x 55” (measured externally) and 23” x 52” (measured internally) for printing 45” wide cloth. When the metal frame is used for making the screen, the bolting cloth may be fixed to the frame by using a solution of polyvinyl acetate in a suitable solvent.
Photochemical method is the most widely used method for preparing screen. This is based on the principle that when a coating of solution ammonium dichromate – gelatine or ammonium dichromate – polyvinyl alcohol is dried and exposed to light, insolubilisation takes place.
The photosensitive coating may be given to the bolting cloth, fixed to the screen frame, dried, and exposed to light after keeping in contact with a positive film, and after insolubilisation of the exposed portion, the unexposed photosensitive coating may be given to the bolting cloth, fixed to the screen frame, dried and exposed to light after keeping in contact with a positive film and after insolubilisation of exposed portion, the unexposed photosensitive coating is washed out leading the blocking of the interstices of the cloth at the exposed portions and keeping them open (for forcing of the print paste later while printing) at the unexposed portion. The sensitizing solution may be prepared as follows:
Chrome – Gelatine Solution
- Solution A – 700 g
- 200 g pure gelatine
- 500 g boiling water
Solution B – 300 g
- 70 g Ammonium dichromate
- 150 g boiling water
- 80 g liquor ammonia
Solution A and Solution B are mixed in the darkroom.
Chrome-polyvinyl alcohol solution
600 g polyvinyl alcohol (15% solution)
120 ml ammonium dichromate (33% solution)
240 ml cold water
1 litre with cold water
After applying the solution to the screen cloth, it is dried in the darkroom at room temperature. The positive of the design is placed on a glass-topped table and the dried photosensitive screen is placed over it. The exposure is started from under the glass table using a mercury vapor lamp or fluorescent tube lights with a uniform intensity of light all over the screen. The screens are then washed in the dark, first with hot and then with cold water. The hardening of the insolubilized chrome-gelatine complex is done by placing the screen in a solution containing.
- 50 g chrome alum
- 50 g formaledehyde
- 25 g sodium dichromate
- 1 liter
For 5 minutes at room temperature, washed with cold water and dried. In the case of chrome-polyvinyl alcohol complex, the hardening is done in a solution containing,
- 50 ml acetaldehyde
- 50 ml Isobutyraldehyde
- 80 ml water
- 20 ml sulphuric acid (168 Tw)
- 1 litre with cold water
It is boiled at 15 to 25 degrees C for 1 to 2 hours. It is then washed with cold water and dried.
Table Screen Printing
In Table Screen Printing the fabric is stuck to the printing table, which is covered with a resilient felt, wax cloth or rubber material. Each screen is placed on the fabric, in turn, the paste applied to one end of the screen and the squeegee drawn by hand through the paste and across the screen, forcing it through the open mesh areas onto the fabric beneath, Guide rails along the edges of the table ensure each screen is applied in the register. Although the highly skilled printer can produce good quality prints by a hand screen technique, the production rates are extremely slow.
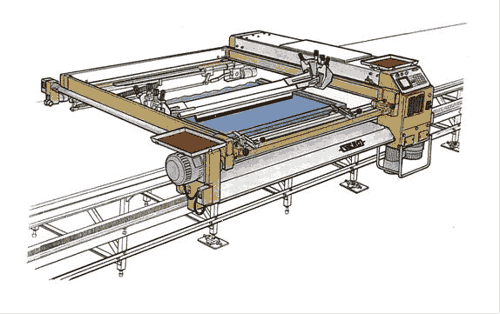
Flat Bed Screen Printing Machine
The printing operation in a flatbed screen printing machine can be made fully automatic by standardizing the stages of preparation and producing the print including screen holding, the addition of print paste, pressing the paste onto the cloth, lifting the screen, and carrying the cloth forward to the next screen printing screen position. The automation of these stages makes the reproduction of printing results quite easy.
The fabric is suitably fed to the machine in a crease-free manner. The print pattern is registered on the fabric by pressing the printing paste through the specially engraved portions on the flat screens. There are as many screens as the number of colors in the print pattern. The fabric to be printed is conveyed, i.e. carried forward, with each color, register by register, while the flat engraved screens continuously rise and come down, at each repeat of the color pattern are printed at the same time, but on differed printing places of the cloth. The entire colored pattern will be printed only when the far end screen completes its printing operation.
Good quality nylon gauzes with superfine construction fulfill all the demands made on the screens by the automatic screen printing machines. These demands can be summarized as follows: Very thin application of the dyestuff paste on the screen; Optimum color permeability in relation to the fabric; Minimum number of squeegee strokes; Maximum mechanical resistance on the part of the screen gauze to the high squeegee strokes.
Rotary Screen Printing Machine
This system with the matrix consists of the required number of protrusions per square inch (or square cm) Metallic nickel is electro-deposited in the hexagonal gaps in between the protrusions. The most common mesh sizes used are 60, 80, 100, and 120. Needless to say, the finer the mesh number, the finger is the pattern printed through the particular mesh. The cylindrical perforated rotary screens are formed in the forcing trimmer.
The copied designs are transferred to the rotary screen by using a photo emulsion of suitable sensitivity. The exposed portions retain the emulsion. The emulsion from the unexposed portion is washed away, thus forming the design as far as the color which is to be passed on to the cloth from that particular screen. For each color one separate cylindrical perforated screen is used. The entire pattern is formed on the fabric when the rotary screens pertaining to all the colors in the pattern have been printed on the fabric through the respective color screens.
The chosen design is engraved by one of the methods mentioned earlier. The rotary engraved screens belonging to the desired pattern are placed and fixed in their proper positions in a predetermined order. Although patterns with 12 to 14 colors are sometimes printed, only 5 or 6 colored designs are usually most commonly used. The printing paste is introduced in the center of the rotary screen by means of the colour pump and the colour distribution system. The colour paste is well distributed all over the interior of the rotary screen and is pressed onto the fabric by means of a well-designed squeegee system.
The substrate, i.e., the cloth, travels over and along with the endless printing conveyor blanket to the end of the printing tabletop. The printing process is completed at this stage, and the printed cloth is then led to the continuous dryer. The dryer, having an adequate evaporation capacity is suitably designed. After drying the fabric is passed on t the plaiting down arrangement. The rotary screens run in continuous pressurized contact with the fabric which is to be printed and also the endless printing conveyor belt.
Curing Process
Curing Chamber
In case of pigment printing, the printed fabric has been raised to an adequate temperature for giving the binder enough energy to form a continuous film. This binds the pigment particles and achieves satisfactory adhesion to the fibre surface. At the same time, cross-linking of binder molecules is achieved if suitable monomers or agents have been used, and the required pH and the temperature are achieved. The equipment for this purpose is the roller baker “curing oven”. It has an arrangement for carrying woven fabrics through hot air, with as many fabric transport rollers as are required to provide sufficient exposure time and fabric speed desired. Treatment time varies from 5 to 8 minutes and the temperature of the treatment ranges from 140 to 160 C.
Loop Ager
Loop ager is continuous process equipment in which the cloth is handled in loop form with the least contact and transported in a tensionless manner. It is a versatile machine by which hot air curing, saturated steaming water injection along with steam is involved. Before starting, the inner parts are cleaned and made free of water. The air inside can be expelled by slow injection and closing the manhole door. According to process temperature, heating value lines are kept open and temperature is set. The speed of the machine is set as per process time and loop length. Pieces of printed fabric (single or double web) are stitched to the leader fabric and fed into the chamber.
After the process, the cloth is drawn out from the chamber and is carried to the plaiter through top guide rolls.
Advantages
- The continuous process leads to consistency in fixation.
- Higher productivity and facility of process double webs.
- Better temperature control and less scope for variations.
Disadvantages
- Not economical for short runs.
- Consumes time and energy for heating and cooling.
- Risk of loop rods struck up falling and damage to the fabric.
Flat-Screen Printing
Flat-screen and rotary-screen printing are both characterized by the fact that the printing paste is transferred to the fabric through openings in specially designed screens. The openings on each screen correspond to a pattern and when the printing paste is forced through by means of a squeegee, the desired pattern is reproduced on the fabric. A separate screen is made for each color in the pattern.
Screen printing with an automatic squeegee system
Flat-screen printing machines can be
- Manual
- Semi-automatic
- Completely automatic.
One type of machine, which is still commonly found in printing houses, can be described as follows.
-
- The fabric is first glued to a moving endless belt.
- A stationary screen at the front of the machine is lowered onto the area that has to be printed and the printing paste is wiped with a squeegee.
- Afterward, the belt, with the fabric glued on it, is advanced to the pattern-repeat point and the screen is lowered again.
- The printed fabric moves forward step by step and passes through a dryer. The machine prints only one color at a time.
- When the first color is printed on the whole length of the fabric, the dried fabric is ready for the second cycle and so on until the pattern is completed.

Flat-Screen Printing Machine
In other fully mechanized machines, all the colors are printed at the same time. A number of stationary screens (from 8 to 12, but some machines are equipped with up to 24 different screens) are placed along with the printing machine. The screens are simultaneously lifted, while the textile, which is glued to a moving endless rubber belt, is advanced to the pattern-repeat point. Then the screens are lowered again and the paste is squeezed through the screens onto the fabric. The printed material moves forward one frame at each application and as it leaves the last frame it is finally dried and it is ready for fixation.
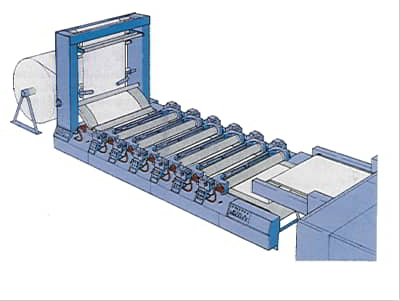
Mechanized Screen Printing Machine with Stationary Screens Mounted in a Frame
In both machines, the continuous rubber belt, after pulling away from the fabric, is moved downward in continuous mode over a guide roller and washed with water and rotating brushes to remove the printing paste residues and the glue, if necessary. After this, the belt is sent back to the gluing device.
In some cases, the glue is applied in liquid form by a squeegee, while in other machines the belts are pre-coated with thermoplastic glues. In this case, the textile is heated and then it is squeezed by a roller or simply pressed against the rubber-coated belt, causing the glue to soften and instantly adhere.
After printing, the screens and the application system are washed out. It is common practice to squeeze the color from the screens back into the printing paste mixing containers before washing them. Specially developed Screen printing machine for Flat printing application

Features
These flat screen printing machines are extensively used for printing on flat surfaces like PVC, Metal, Glass, Paper, Board and PCB. These are highly cost-effective as they require less power. The salient features are as below:
- Pneumatically drive.
- Low noise
- Printing table with X, Y, and Rotation for accurate registration.
- Printing table with powerful Vacuum to hold the substrate on to its position while printing.
- Maximum Substrate height 40 mm.
- Squeegee /coater pressure with fine adjustment.
- The angle can be set as per requirement.
Applications
- Letterhead, wedding cards printing
- Stickers printing
- PCB printing
- Metal sheet printing
- Glass printing
- Scale printing
- Printing on Plastic plates
- V Cabinet
- Washing machine panels
- Industrial control Panels
- Membrane switches
- Battery containers
- Umbrella panels
- T-shirts
- Coaster printing
- Container lids
- Tube light fittings
- Speedometer dials
- Car stickers
Rotary-Screen Printing
Rotary-screen printing machines use the principle in which, the colour is transferred to the fabric through lightweight metal foil screens, which are made in the form of cylinder rollers. The fabric moves along in continuous mode under a set of cylinder screens while at each position the print paste is automatically fed to the inside of the screen from a tank and is then pressed through onto the fabric. A separate cylinder roller is required for each colour in the design.

A Rotary-Screen Printing Machine
A conventional paste feeding system for rotary-screen printing machines is as follows.
- A suction pipe leads from the paste vat to a pump, from where a printing hose leads to the squeegee (dye pipe with a squeegee). From here the paste is directed inside the cylinder roller.
- The fill volume of this so-called printing paste input system is quite high and as a consequence, the amount of paste residue that has to be removed at each colour change is also fairly significant.
- Various systems have been introduced in order to lower the volume configuration of this equipment, which also reduces the amount of such wastes.
- Another possibility, which has also already been implemented in some companies, is to recover and re-use these residues for making up new recipes.

Printing-Paste Feeding System For A Rotary-Screen Printing Machine
Rotary-screen printing machines are equipped with both gluing and washing devices analogous to those described earlier for flat-screen printing. The belt is washed in order to remove the residues of paste and adhesive. Not only the belt, but also the screens and the paste input systems (hoses, pipes, pumps, squeegees, etc.) have to be cleaned up at each colour change.
Rotary Screen Printing Machine
Rotary Screen Printing Machines are widely used in a large number of industries for faster and finer printing solutions. These printing machines are specially designed keeping printing precision and clarity in mind. These printing machines are apt for medium to high volume printing. These machines are used for both industrial and graphical applications.
Salient Features
- Variable screen angle adjustment.
- High grade aluminum castings.
- Robust and sturdy, one-piece tubular steel base.
- High precision tapered roller bearings for rotary sections.
Applications of Rotary Screen Printing Machine
Rotary screen printing machines are used in almost every industry as they provide quick, easy, and high-quality printing solutions.
- Specialty Advertising Industry
- Pharmaceutical Industry
- Cosmetic Industry
- Automobile Industry
- Membrane Switches
- Metal or plastic Sheets
- Glass and Ceramics
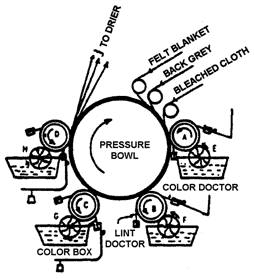
Roller Printing Machines
Roller printing machines work as follows.
- In roller printing, the print paste is supplied from reservoirs to rotating copper rollers, which are engraved with the desired design. These rollers contact the main cylinder roller that transports the fabric.
- By contacting the rollers and the fabric the design is transferred to the fabric. As many as 16 rollers can be available per print machine; each roller imprints one repeat of the design.
- As the roller spins, a doctor blade in continuous mode scrapes the excess of paste back to the colour trough.
- At the end of each batch, the paste reservoirs are manually emptied into appropriate printing paste batch containers and squeezed out.
- The belt and the printing gear (roller brushes or doctor blades, squeegees, and ladles) are cleaned up with water.

Jet Printing
Jet printing is a non-contact application system originally developed for printing carpets, but now increasingly used in the textile sector.
The first commercial jet printing machine for carpets was the Elektrocolor, followed by the first Millitron machine. The Millitron printing system works, as follows.
- The injection of the dye into the substrate is accomplished by switching on and off a dye jet by means of a controlled air stream.
- As the carpet moves along, no parts of the machine are in contact with the face of the substrate.
- Air streams are used to keep continuously flowing dye jets, deflected into a catcher or drain tray. This dye is drained back to the surge tank, filtered and re-circulated.
- When a jet is requested to fire, the air jet is momentarily switched off, allowing the correct amount of dye to be injected into the textile substrate.
- The dye is supplied in continuous mode to the main storage tank to compensate for the amount of dye consumed.

Millitron System
Spray printing systems and first-generation jet printing methods cannot be controlled to produce a pre-specified pattern. Thus the equipment must first be employed to produce a wide range of effects and only then can selections be made from these by the designer or marketing staff.
Digital Carpet Printing Machines
An early improvement was made by the first digital carpet printers (Chromotronic and Titan by Zimmer and Tybar Engineering, respectively). These machines are based on the so-called drop-on-demand principle, namely the use of switch-able electromagnetic valves placed in the dye liquor feed tubes to allow the jetting of discrete drops of dye liquor in a predetermined sequence according to the desired pattern. The features of this machine are as follows.
- In these machines, although the amount of dye applied can be digitally controlled at each point of the substrate, further penetration of the dye into the substrate is still dependent on the capillary action of the fiber and fiber surface wetting forces.
- This can lead to problems of reproducibility (e.g. when the substrate is too wet) and means that it is still necessary to use thickeners to control the rheology of the dye liquor.
Some latest jet printing machines are:
- The latest improvement in jet printing of carpet and bulky fabrics is the development of machines in which the colour is injected with surgical precision deep into the face of the fabric without any machine parts touching the substrate. Here, the control of the quantity of liquor applied to the substrate (which may vary for example from lightweight articles to heavy quality fabrics) is achieved by varying the firing time and the pumping pressure.
- Another digital jet printing machine commercially available is Zimmer’s Chromo jet. In the Chromo jet system, the printing head is equipped with 512 nozzles. These are magnetically controlled and can open and close up to 400 times a second. The carpet is accumulated into a J-box, and is then steamed and brushed. When it reaches the printing table it is stopped. The jets are mounted on a sliding frame that can itself be moved in the direction of the warp while the carpet remains stationary during the printing process.
- Ink-jet printing is another digital printing technique with its origins in paper printing technology that is now also increasingly used in the textile industry. In ink-jet printing, colour is applied to the surface of the substrate without variation in firing time, pressure or velocity. For this reason it can only be applied for flat light fabrics, especially silk.
- The TAK printing system can still be found in the carpet industry. With this technique irregular patterns can be produced. The carpet, previously dyed with a ground shade, is provided with coloured spots through dripping. The size and the frequency of the coloured spots can be varied by adjusting the overflow groove placed along the carpet width.

Hot Stamping Machine For Flat Objects
A wide range of hot stamping machines is used for flat objects. These machines are widely acknowledged for their high Accuracy and smooth movement. These are ideally used for hot stamping on Plastic Panel, Clock, Paper Box, Garments, Books, Leather Goods, Wood, and Paper Products.
Specifications
| Power Requirement | AC 220V 50 Hz , 800 W |
| Temperature | 0-400°C |
| Time control | 0-9 sec |
| Cylinder Diameter | Ø100mm |
| Stroke | 100mm |
| Size of base plate | 340 x 370mm |
| Maximum Pressure | 1500kg |
| Maximum Gap | 220mm |
| Weight | 300kgs. |
| Dimension | L1140xW620xH1750mm |
Features
- Operator-friendly Machine design.
- Strong Machine construction
- X, Y table with Micro Adjustment
- Easy Up and down movement of the stamping Head
- Low pressure can be controlled easily.
- 3 timer controls for better performance
- For pressure time.
- For delay time,
- For foil feed adjustment.
- Special design for foil feeder.
- High efficient heater device for quick and easy hot stamping,
- The operating temperature can be adjusted from 0 ~ 400°C easily and accurately.
- Foil feed roll guide.
- A high-efficiency structure of the pneumatic system and an auto lubricator is employed with easy adjustment and high stability and durability.
- The inductive sensor is easy to adjust and accurate.
- The level of the heater can be easily adjusted.
- Accurate depth adjustment can be achieved with micro-adjustment.
- Foil feeder with special motor rotates very accurately.
- Both hands push-button prevents industrial accidents.
- The machine can be easily moved by the working table with wheels.
- Single Cycle and Autocycle operation
Applications
- Video cassette panel
- Clock frame etc.
These are the fabric that is hung regarding a rod in stomach of windows. They are easily known as done and no new declare is firm to them. You shouldnt meet the expense of in to embarrassed when than the words following drapes, blinds, etc. The new words are not cordial permissible for textile sourcing and inspection in houses or offices. Drapes and blinds are of oscillate shapes and designs. Their turn resembles ended but they are not considered as finished.
It’s interesting to know that color pastes are also often used on textile equipment. I’m interested in learning more about that because such machinery will be needed for a new business that I plan to open. Being able to get them at an affordable price would be very ideal.
https://carpetmachinery.com/equipment/