


Ring Spinning Process
The commonly used, time-tested spinning technique, ring spinning is one of oldest machine oriented spinning techniques used for staple fiber spinning. The staple fiber such as cotton and wool has to go through a series of processes until reaching the finished product or the yarn package.
The commonly used, time-tested spinning technique, ring spinning is one of oldest machine oriented spinning techniques used for staple fiber spinning. The staple fiber such as cotton and wool has to go through a series of processes until reaching the finished product or the yarn package.
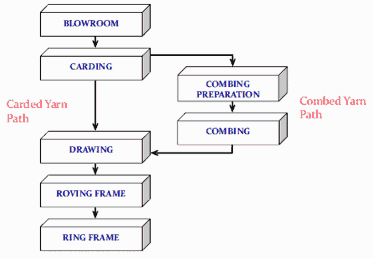
Process line of Ring Spinning
Ring Spinning Process
- Roving bobbins are creeled in appropriate holders
- Guide rods leave the roving into the drafting arrangements
- Drafting arrangements attenuate the roving to the final count
- The drafting arrangements are inclined at an angle of 45 degrees to 60 degrees.
- Upon leaving the front rollers the fiber strand is twisted to impart strength
- Each rotation of the spindle imparts one twist to the strand
- The twist is generated by the spindle which is rotating at high speed
- The directions of the twist are either “S” or “Z”
- This completes the spinning of the yarn
- The amount of twist inserted in the yarn is controlled by the front roll or the delivery speed and traveler rational speed

- In practice, spindle speed(n spindle) is used instead of traveler speed in the above equation, the spindle speed is slightly higher than traveler speed
- Yarn Winding is performed simultaneously with Twisting
- The difference in the speed between traveler and spindle causes the yarn to wind on the package
- The size of the yarn package is limited by the ring diameter, which has to be small to increase the spindle rotation at the same traveler speed
Drafts, Twists and Winding Speed
- The draft is the ration between the delivery speed and the feeding speed.
- The twist is the ratio between spindle speed and the delivery speed
- Winding speed is directly proportional to the delivery speed
- Contraction occurs in yarn by increasing twists
Traveler speed/Linear Relationship
- The twist is given by
- The traveler speed can be approximated to spindle speed in the above equation
- Increase in productivity will be through an increase in traveler speed

(1) A weighting arm
(2) presses three top rollers
(3) up to three bottom cylinders
(4) which rotate at different speeds. The first bottom cylinder and top roller rotate very slowly, the middle ones move 10 to 20% faster and the front bottom cylinder and top roller about 12 to 30 times faster, depending on the fiber material. Because of these different speeds and the loads on the top rollers, the raw material,
(5) which is fed into the drafting system, is drawn, and in case the thread becomes about 12 to 30 times thinner.The top rollers are coated with rubber cots to improve the clamping effect. Between the middle and the front roller, the fiber mass is guided between two small rubber belts
(6) the top and bottom aprons. The top apron is tensioned and guided by a top apron cradle
(7). Smooth and constant running of the aprons is very important to yarn quality.While leaving the last top roller and bottom cylinder of the drafting system, the fiber mass is given a twist by a metal ring
(8) with a rotating traveler
(9) and a rotating spindle
(10), which are located underneath the drafting system. The metal ring is the origin of the name of the ring spinning machine. The twist creates friction between the fibers by which the strength of the fiber mass increases. In this state, the fiber mass is now called yarn. The yarn is wound on to a bobbin attached to the spindle. The speed of the spindles amounts to 10,000 to 14,000 r/min for wool and about 18,000 to 25,000 r/min for cotton. Thus one meter of yarn contains between 300 and 2,000 twists. The weighting arm is required to allow different loads to be set on the top rollers. Normally this is achieved by helical springs which can be adjusted mechanically in steps.
Also, the distances between the rollers have to be adjustable. The distance has to be larger than the length of the longest fibers to avoid the situation where single fibers are torn between the clamping points of top rollers and bottom cylinders.
Ring spinning is a remarkable process that revolutionized textile production. Its efficiency and versatility have paved the way for high-quality yarns. Kudos to the ingenuity behind this method and for perfectly summarizing the process in this article!