
Nonwovens are defined by ISO standard 9092 and CEN EN 29092. “A nonwoven is a sheet of fibres, continuous filaments, or chopped yarns of any nature or origin, that have been formed into a web by any means, and bonded together by any means, with the exception of weaving or knitting.
Felts obtained by wet milling is not nonwoven. Wet laid webs are nonwovens provided they contain a minimum of 50% of man-made fibres or other fibres of non-vegetable origin with a length to diameter ratio equals or superior to 300, or a minimum of 30% of man-made fibres with a length to diameter ratio equals or superior to 600, and a maximum apparent density of 0.40 g/cm³.
Composite structures are considered nonwovens provided their mass is constituted of at least 50% of nonwoven as per the above definitions, or if the nonwoven component plays a prevalent role.”
History of Nonwovens
The origins of nonwovens are not glamorous. In fact, they resulted from recycling fibrous waste or second quality fibres left over from industrial processes like weaving or leather processing. They also resulted from raw materials restrictions e.g. during and after the Second World War or later in the communist-dominated countries in Central Europe. This humble and cost dominated origin of course lead to some technical and marketing mistakes; it is also largely responsible for two still lingering misconceptions about nonwovens: they are assumed to be (cheap) substitutes; many also associate them with disposable products and for that reason did consider nonwovens as cheap, low quality, items.
Not all nonwovens end in disposable applications. A large part of the production is for durable end-uses, like in interlinings, roofing, geotextile, automotive or floor covering applications, etc. However, many nonwovens especially light-weight ones are indeed used as disposable products or incorporated into disposable items. In our view, this is the ultimate sign of efficiency. Disposability is only possible for cost-efficient products that concentrate on the essential required characteristics and performances and provide them without unnecessary frills.
Most nonwovens, disposables or not, are high-tech, functional items, e.g. with ultra-high absorbency or retention for wipes, or with softness, strike-through and no wetback properties for those used into hygiene articles, with outstanding barrier characteristics for medical applications in the operation room, or better filtration possibilities because of their pores dimension and distribution, etc. They weren’t manufactured with the aim of disposability but in order to fulfil other requirements. They mainly became disposable because of the sectors they are used in (hygiene, healthcare) and of their cost-efficiency. And disposability very often creates an additional benefit to the users. As disposable items have never been used before, there is then a guarantee that they do possess all the properties required as opposed to reused laundered fabrics.
In the 19th century, (when England was the leading textile-producing country), realizing that large amounts of fibre were wasted as trim, a textile engineer named Garnett developed a special carding device to shred this waste material back to fibrous form. This fibre was used as a filling material for pillows.
The Garnett Machine, though greatly modified, today still retains its name and is a major component in the non-woven industry. Later on, manufacturers in Northern England began binding these fibers mechanically (using needles) and chemically (using glue) into batts. These were the precursors of today’s non-wovens. This art remained the same into the middle of the 20th century and patents as late as the 1930s depict such batts specially made to insulate railroad boxcars in the U.S.Now in the 21st century, though some fillings and paddings are still made as they were in England almost 2 centuries ago, non-wovens have progressed beyond Garnett’s dreams.
Non-woven fabric was used between the Space Shuttle Discovery’s heat-resistant tiles and the spaceship’s skin and non-wovens were part of the spacesuits worn to the moon. The limits to the use of non-wovens remain only in the imagination of man, and new innovations are developed on a steady basis.
- 1936 Dr Carl Nottebohm starts the development of Nonwovens in Weinheim
- 1948 Start of dry-laid staple fibre Nonwovens production, the introduction of Vliesline garment interlinings and Video window cloth.
- 1950 Joint Venture to produce dry-laid Nonwovens in USA (Pellon)
- 1960 Joint Venture to produce dry-laid Nonwovens in Japan (Japan Vilene Company)
- 1965 Introduction of spun-bonded polyamide Nonwovens technology developed by Dr Ludwig Hartmann.
- 1973 Production start of wet-laid Nonwovens. Production start of polyester spun bond at new Kaiserslautern plant.
- 1982 Production start of lightweight Polypropylene Nonwovens.
- 1984 Start-up of the first non-European facility to produce polyester spun-bonded Nonwovens in North Carolina (USA)
- 1985 Acquisition of a leading producer of staple fibre Nonwovens in Brazil
- 1988 Opening of a new research and development centre for staple fibre Nonwovens incorporation hydro entanglement technology in Weinheim
- 1994 Joint Venture with our Japanese partner Japan Vilene Company to produce interlinings in Suzhou/China.
- 1997 Merging of the Staple-Fibre and Spun bonded Nonwovens Business Groups. Formation of 6 divisions with global responsibilities.
- 1998 The Italian company Marelli & Berta, a manufacturer of woven interlinings joins the Freudenberg Group.
- 1999 Evolon, a new technological breakthrough. The first continuous microfibre spunlaced fabric with a large number of applications.
- 2002 New Plant Concept: a 50 million investment to modernize and restructure the facilities in Europe and North America
- 2006 Freudenberg Nonwovens acquires Scimat Ltd, Swindon/UK – the leading finisher of battery separators
- 2007 Restructuring of the North American industrial business to simplify product ranges and improve supply chain efficiency. Commissioning of a new spunbond line at Fiberweb’s site atNorrköping, Sweden
- 2008 Creation of two global hygiene business units – Consumer Fabrics and Airlaid, and three regional industrial businesses – Americas Industrial, Europe Industrial and Terram. Acquisition of a Chinese polyester nonwoven fabric producer – Hengguan
- 2009 Commissioning of a new, leading spunbond line at Fiberweb’s site at Trezzano Rosa, Italy. Formation of a 50/50 JV between Petropar (Brazil) and Fiberweb, comprising Fitesa Brazil and Fiberweb spunbond sites at Washougal, USA and Queretaro, Mexico to form FitesaFiberweb, the second-largest spun-bond producer in the Americas
Applications of Non-Woven Fabrics
-
Personal care and hygiene
baby diapers, feminine hygiene products, adult incontinence items, dry and wet pads, but also nursing pads or nasal strips, bandages and wound dressings
-
Healthcare
like operation drapes, gowns, and packs, face masks, dressings and swabs, osteomy bag liners, isolation gowns, surgical gowns, surgical drapes and covers, surgical scrub suits, caps
-
Clothing
interlinings, insulation and protection clothing, industrial workwear, chemical defence suits, shoe components, etc.
-
Home
wipes and dusters, tea and coffee bags, fabric softeners, food wraps, filters, bed and table linen, etc.
-
Automotive
boot liners, shelf trim, oil and cabin air filters, moulded bonnet liners, heat shields, airbags, tapes, decorative fabrics, etc.
-
Construction
roofing and tile underlay, thermal and noise insulation, house wrap, understanding, drainage, etc.
-
Geotextiles
asphalt overlay, soil stabilization, drainage, sedimentation and erosion control, etc.
-
Filtration
Hevac, Hepa, Ulpa filters, gasoline, oil, and air – including HEPA filtration, water, coffee, tea bags, liquid cartridge and bag filters, vacuum bags, allergen membranes or laminates with non-woven layers
-
Industrial
cable insulation, abrasives, reinforced plastics, battery separators, satellite dishes, artificial leather, air conditioning, coating.
-
Agriculture, home furnishing, leisure and travel, school and office
soil stabilizers and roadway underlayment, foundation stabilizers, erosion control, canals construction, drainage systems, geomembranes protection, frost protection, agriculture mulch, pond and canal water barriers, sand infiltration barrier for drainage tile
Felted Fabrics
Wool felt is the most common non-woven fabric and is produced by using short-staple fibres from wool or other animal hairs (such as camel). Wool is an ideal fibre because its surface has natural hooks like scales, which when moisture, heat and vigorous movement are applied, interlock with each other. The heat and damp conditions cause the fibres to curl up, and the scales locking together prevents the fibres from straightening out again. When you wash a natural wool jumper and it shrinks in size the jumper is actually felting and you can’t make it bigger again no matter how hard you try to stretch it back.
Bonded Fabrics
There are three main methods of making bonded fabrics:
- Dry laid: a web of fibres is laid in a drum and hot air is injected to bond the fibres together.
- Wet-laid: a web of fibres is mixed with a solvent that softens the fibres and releases a glue-like substance that bonds the fibres together and then the web is laid out to dry.
- Direct spun: the fibres are spun onto a conveyer belt and glues are sprayed onto the fibres, which are then pressed to bond; if the fibres are thermoplastic (will change shape with heat) then the glue is not needed in this process.
Felted and bonded fabrics applications
Hats, jackets, toys, and snooker table covers are some commonly used for wool felts.
Bonded fabrics are used for disposable products such as clothes, medical masks, and table linen. They are also used for interfacings for stiffening and strengthening clothing and dressmaking (e.g. Vilene).
Laminated Fabrics
Laminated fabrics are made by bonding two or more fabrics together. Many fabrics require extra insulation or protection, and the foam is bonded to provide this. Sometimes comfort can be an issue with PVC fabrics, so a softer fabric may be bonded instead of using a lining. Making a fabric breathable and waterproof may require lamination of a membrane, as in Gortex and Sympatex.
Nonwoven fabrics are products made of parallel laid, cross-laid or randomly laid webs bonded with the application of adhesive or thermoplastic fibers under application of heat and pressure.
Features of Nonwovens
The versatility of nonwovens means that they can provide innovative, cost-effective, and sometimes unexpected answers to innumerable business challenges. Innovative products and solutions can be created; problems can be solved and needs to be met by incorporating appropriate properties. These properties are often combined to create fabrics suited for specific jobs while achieving a good balance between product use-life and cost. Specific properties can be achieved by selecting raw materials and methods or by applying finishing treatments to nonwovens, such as printing, embossing, molding, laminating, etc.
Properties of Nonwovens include
- Abrasion resistant
- Absorbent
- Antistatic
- Biodegradable
- Breathable
- Colour fast
- Conductive
- Crease resistant
- Dense
- Drapeable
- Dry cleanable
- Durable
- Dust free
- Dyeable
- Elastic
- Filtration
- Flame resistant
- Foldable
- Glueable
- Heat sealable
- Impermeable
- Ironable
- Kind to skin
- Light
- Lint free
- Liquid repellent
- Long-lasting
- Mouldable
- Non-conductive
- Non-fading
- Permeable
- Porous
- Printable
- Protective (bacterial barrier)
- Resilient
- Rot and mildew resistant
- Sewable
- Smooth
- Soft
- Stable
- Sterilisable
- Stiff
- Stretchable
- Strong
- Tear resistant
- Washable
- Weatherproof
- Weldable
Manufacturing Process of Non-Wovens
Nonwoven emerged from the textile, paper and plastic industries and has, for over 40 years, evolved into a distinct industry. As the demand for nonwovens has steadily increased, it has been met by the technology and ingenuity of raw materials and equipment suppliers, and nonwoven producers and converters. The production of nonwovens can be described as taking place in three stages, although modern technology allows overlapping of some stages, and in some cases, all three stages can take place at the same time.
Stages of Non-woven Processing
- Web Formation
- Dry laid
- Carded
- Air laid
- Spun melt
- Spun laid (or spun-bonded)
- Melt blown
- Wet laid
- Other technologies
- Electrostatic spinning
- Flash spun
- Dry laid
- Web Bonding
- Chemical
- Thermal
- Mechanical
- Needle punching
- Hydro-entanglement
- Stitch bonding
- Finishing Treatments
The opportunity to combine different raw materials and different techniques accounts for the diversity of the industry and its products. This diversity is enhanced by the ability to engineer nonwovens to have specific properties and to perform specific tasks.
Manufacturing processes
Nonwovens are typically manufactured by putting small fibers together in the form of a sheet or web (similar to paper on a paper machine), and then binding them either mechanically (as in the case of felt, by interlocking them with serrated needles such that the inter-fiber friction results in a stronger fabric), with an adhesive, or thermally (by applying binder (in the form of powder, paste, or polymer melt) and melting the binder onto the web by increasing temperature).
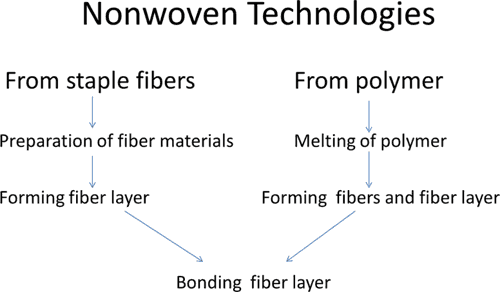
Staple nonwovens
Staple nonwovens are made in 2 steps. Fibers are first spun, cut to a few centimeters in length, and put into bales. These bales are then dispersed on a conveyor belt, and the fibers are spread in a uniform web by a wet-laid process or by carding. Wet laid operations typically use 1/4″ to 3/4″ long fibers, but sometimes longer if the fiber is stiff or thick. Carding operations typically use ~1.5″ long fibers. Rayon used to be a common fiber in nonwovens, now greatly replaced by PET and PP.
Fiberglass is wet-laid into mats for use in roofing and shingles. Synthetic fiber blends are wet-laid along with cellulose for single-use fabrics. Staple nonwovens are bonded by using either resin or thermally. Bonding can be throughout the web by resin saturation or overall thermal bonding or in a distinct pattern via resin printing or thermal spot bonding. Conforming with staple fibers usually refers to a combination with melt-blown, often used in high-end textile insulations.
Melt Blown nonwovens are produced by extruding melted polymer fibers through a spinnet or die consisting of up to 40 holes per inch to form long thin fibers which are stretched and cooled by passing hot air over the fibers as they fall from the die. The resultant web is collected into rolls and subsequently converted to finished products.
The extremely fine fibers typically polypropylene differ from other extrusions particularly spun-bond in that they have low intrinsic strength but much smaller size offering key properties. Often melt blown is added to spun bond to form SM or SMS webs, which are strong and offer the intrinsic benefits of fine fibers such as fine filtration, low-pressure drop as used in face masks or filters, and physical benefits such as acoustic insulation as used in dishwashers. One of the largest users of SM and SMS materials is the disposable diaper and feminine care industry.
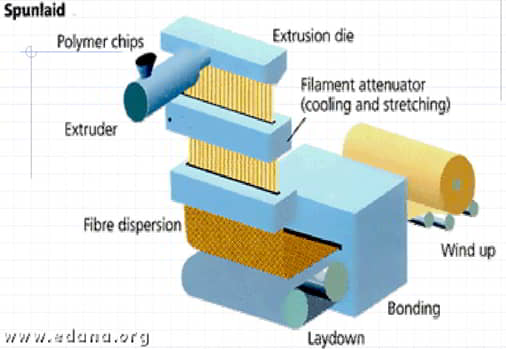
Spunlaid nonwovens
Spunlaid nonwovens are made in one continuous process. Fibers are spun and then directly dispersed into a web by deflectors or can be directed with air streams. This technique leads to faster belt speeds and cheaper costs. Several variants of this concept are available, but the Leading technology is the REICOFIL machinery. PP spun bonds run faster and at lower temperatures than PET spun bonds, mostly due to the difference in melting points.
Spun bond has been combined with melt-blown nonwovens, conforming them into a layered product called SMS (spun-melt-spun). Melt-blown nonwovens have extremely fine fiber diameters but are not strong fabrics. SMS fabrics, made completely from PP are water-repellent and fine enough to serve as disposable fabrics. Melt blown is often used as filter media, being able to capture very fine particles. Spun laid is bonded by either resin or thermally. Regarding the bonding of Spun laid, Rieter has launched a new generation of nonwovens called Spun jet. In fact, Spun jet is the bonding of the Spun laid filaments thanks to the hydroentanglement
Air-laid paper
Air-laid paper is a textile-like material categorized as a nonwoven fabric made from wood pulp. Unlike the normal papermaking process, the air-laid paper does not use water as the carrying medium for the fiber. Fibers are carried and formed to the structure of paper by air.
Other Nonwovens
Nonwovens can also start with films and fibrillate, serrate or vacuum-form them with patterned holes. Fiberglass nonwovens are of two basic types. Wet laid mat or “glass tissue” use wet-chopped, heavy denier fibers in the 6 to 20-micrometer diameter range. Flame attenuated mats or “batts” use discontinuous fine denier fibers in the 0.1 to 6 range. The latter is similar, though run at much higher temperatures, to melt-blown thermoplastic nonwovens. A wet-laid mat is almost always wet resin bonded with a curtain coater, while batts are usually spray bonded with wet or dry resin. An unusual process produces polyethylene fibrils in a Freon-like fluid, forming them into a paper-like product and then calendaring them to create Tyvek.
Bonding Process
Both staple and Spun laid nonwovens would have no mechanical resistance in and of themselves, without the bonding step. Several methods can be used:
- thermal bonding
- Use of a heat sealer
- using a large oven for curing
- calendaring through heated rollers (called spun-bond when combined with Spun laid webs), calendars can be smooth-faced for an overall bond or patterned for a softer, more tear-resistant bond
- hydro-entanglement: the mechanical intertwining of fibers by water jets (called spun lace)
- ultrasonic pattern bonding: used in high-loft or fabric insulation/quilts/bedding
- Needle punching/needle felting: the mechanical intertwining of fibers by needles
- Chemical bonding (wet-laid process): use of binders (such as latex emulsion or solution polymers) to chemically join the fibers. A more expensive route uses binder fibers or powders that soften and melt to hold other non-melting fibers together
- one type of cotton staple nonwoven is treated with sodium hydroxide to shrink bond the mat, the caustic causes the cellulose-based fibers to curl and shrink around one another as the bonding technique
- one unusual polyamide(Cerex) is self-bonded with gas-phase acid
- Melt blown: fiber is bonded as air attenuated fibers intertangle with themselves during simultaneous fiber and web formation.
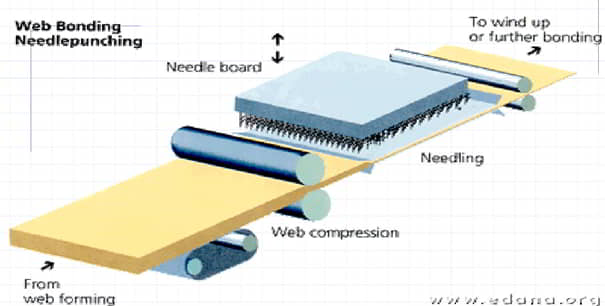
Needle punched Nonwovens Process
- Start with staple fiber bale stock
- Fibers are carded and cross laid to the desired weight
- Fiber batt is mechanically needled by oscillating needle board
- Barbed needles entangle the fibers vertically
- The more needle boards, the denser the fabric
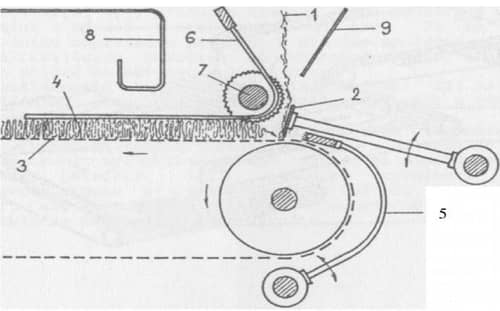
Spunlaced Nonwovens Process
- Start with staple fiber bale stock
- Fibers are carded to form a batt
- The batt is either laid on a mesh conveyor or over perforated cylinders
- The batt is then subjected to very high-pressure water
- Water entangles the fibers, creating a stable fabric
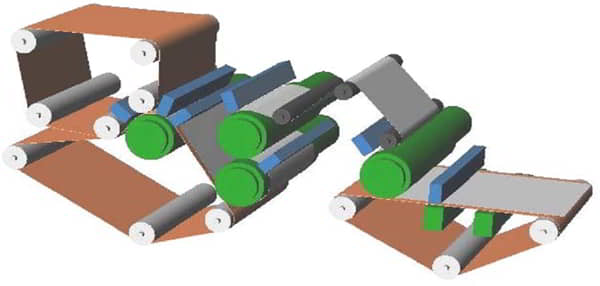
Fig: Spun laced Nonwovens Process
Cross layering- Vertical cross-lapper or Camel-back
- Carded web
- Feeding belts
- Couple of reciprocating belts
- Output belt
Mechanical methods
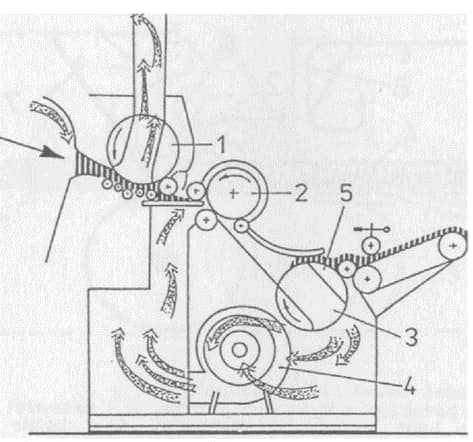
Carding- In the carding process, individual staple fibers are separated from clumps of fibers and more or less uni-directionally oriented.
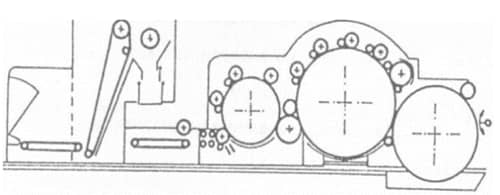
Nonwovens roller card
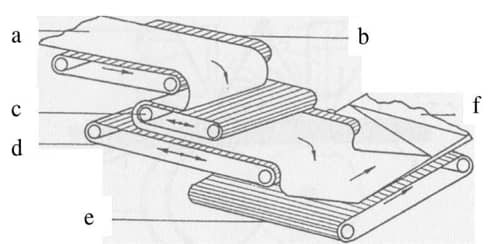
Cross layering-horizontal cross-lapper
- Web
- Feed belt
- Upper conveyor belt
- Lower conveyor belt
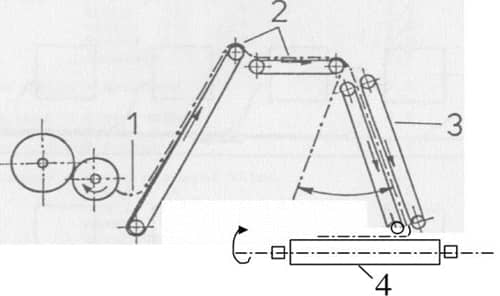
Perpendicular laying
- Carded web
- Reciprocating comb
- Conveyor belt
- Wire grid
- Compressing bar
Aerodynamic forming device
- Condensor screen
- Lickering
- Fan
- Duct
Combined mechanical-aerodynamic methods
- The random card
- Random roller
- Condensing roller
- Two doffer
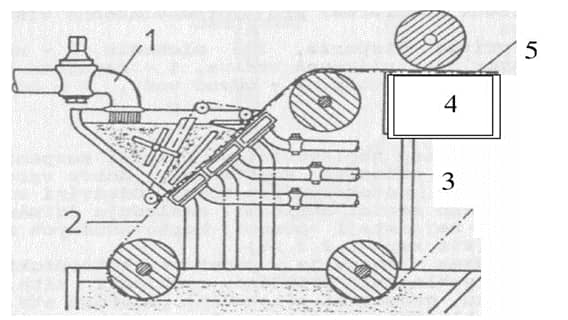
Wet forming device
- Dispersion inlet
- Inclined wire screen
- Dewatering pipes
- Suction box
- Formed sheet
After Treatment
The production line is 2.2 meters wide, capable of treatments of flame retardant, hydrophobic, oil & water repellent, powder coating, etc.

Applications of Non-Wovens
Nonwoven fabrics are broadly defined as sheet or web structures bonded together by entangling fiber or filaments (and by perforating films) mechanically, thermally, or chemically. They are flat, porous sheets that are made directly from separate fibers or from molten plastic or plastic film. They are not made by weaving or knitting and do not require converting the fibers to yarn. Typically, a certain percentage of recycled fabrics and oil-based materials are used in nonwoven fabrics. The percentages of recycled fabrics vary based upon the strength of material needed for the specific use.
Conversely, some nonwoven fabrics can be recycled after use, given the proper treatment and facilities. For this reason, some consider nonwovens a more ecological fabric for certain applications, especially in fields and industries where disposable or single-use products are important, such as hospitals, schools, nursing homes, and luxury accommodations. Nonwoven fabrics are engineered fabrics that may be a limited life, single-use fabric, or very durable fabric.
Nonwoven fabrics provide specific functions such as absorbency, liquid repellence, resilience, stretch, softness, strength, flame retardancy, washability, cushioning, filtering, use as a bacterial barrier, and sterility. These properties are often combined to create fabrics suited for specific jobs while achieving a good balance between product use-life and cost. They can mimic the appearance, texture, and strength of the woven fabric and can be as bulky as the thickest paddings. In combination with other materials, they provide a spectrum of products with diverse properties and are used alone or as components of apparel, home furnishings, health care, engineering, industrial, and consumer goods.
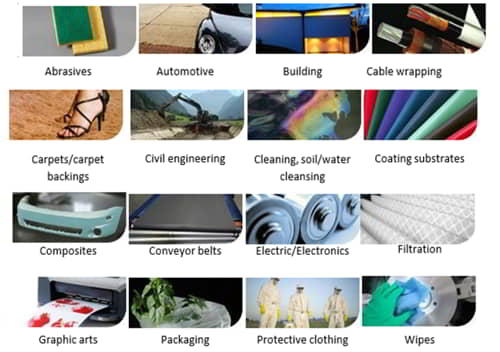
Non-woven materials are used in numerous applications, including:
- Hygiene
- Medical
- Filters
- Geotextiles
- Agriculture
- Personal
- Clothing
- Household
- Other
Current Applications of Nonwoven Fabrics in Automotives
- Carpets
- Floor mats
- Dash insulators
- Trunk mats
- Cockpit I/P
- A/B/C Pillars
- Door Trim
- Package Tray
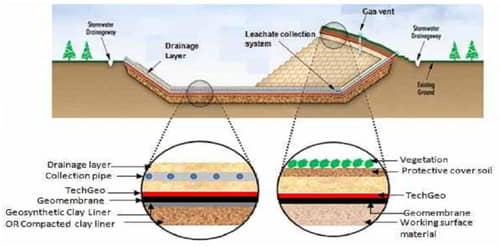
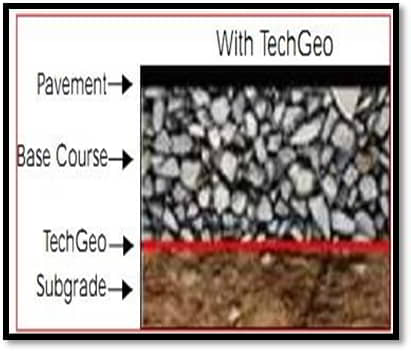
Nonwoven Geotextile (Tech-Geo) – Functions & Applications
Tech-Geo is made from the highest quality PP fibers. It is a Nonwoven Geotextile, needle punched to form a strong fabric that relates its dimensional stability adding years to the life of any roadways, railways, landfills, landscaping, horticulture, or civil environmental application. This geotextile is resistant to UV degradation and biological, chemical environments normally found in soils.
A Geotextile as defined by ASTM as “Any permeable material used with foundation, soil, rock, earth, or any other geotechnical engineering-related material, as an integral part of a man-made project, structure, or system”. Geotextiles are categorized as, woven and nonwoven fabrics.
Functions of Nonwoven Geotextile (Tech-Geo)
- Separation
- Filtration
- Drainage
- Containment
- Protection
- Barrier
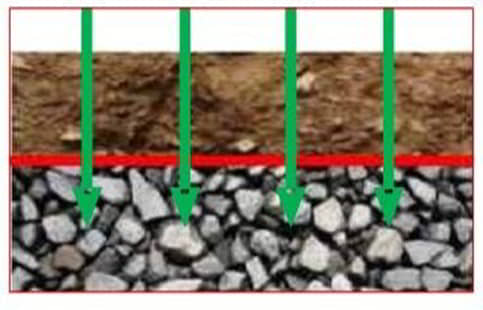
Separation

Tech-Geo acts to separate two layers of soil that have different particle size distributions, This prevents base materials from penetrating into underlying soft subgrade soils, thus maintaining design thickness and integrity of the layer.
Filtration
This allows water to move through the soil while retaining all upstream soil particles. It is used to prevent soils from migrating into drainage aggregate or pipes while maintaining flow through the system.
Drainage
Tech-Geo acts as a drain to carry fluid flow through less permeable soils. It dissipates pore water pressures at the base of embankments.

Containment
TechGeo is used in making geo-containers and geo-bags which are used in a wide range of applications.

Protection
Tech-Geo is used to cushion Geomembrane liners to prevent liner puncture due to drainage media, stones or other sharp objects. Paving fabrics are used as stress-absorbing mechanical interlayers in asphaltic overlays.
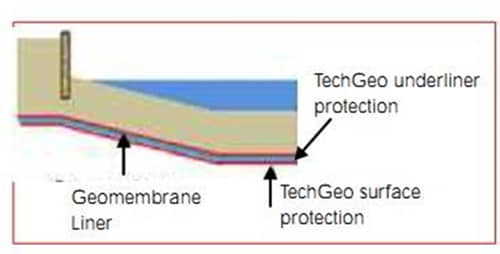
Barrier
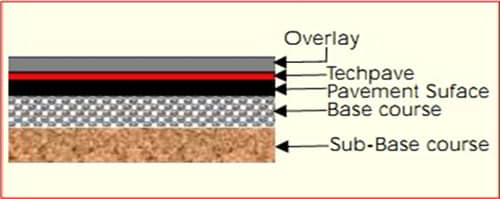
Techpave nonwoven paving fabrics when saturated with the tack coat function as a moisture barrier preventing entry of surface moisture into the pavement.
Application Areas of Non-Wovens
- Landscaping
- Roof Garden
- Landfill
- Root Barrier System
- Drainage Application
- Erosion Control
- Pavement construction

Landscape Drainage
Landscape Drainage products are an economical and environmentally friendly option at any time. The application includes playing fields, golf courses, providing significant & environmental savings by minimizing the cost. A landscape fabric performs four significant functions: weed restriction, soil separation, reinforcement, and filtration. Tech-Geo is highly resistant to acids, alkalies, insecticides, fertilizers, and damage from insects and rodents. The weed control fabrics safely eliminate most weeds, while allowing water, air, and nutrients to penetrate the plant’s roots.

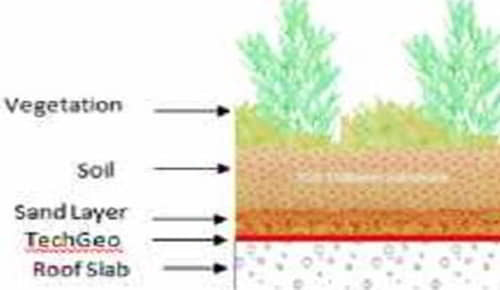
Roof Garden
Tech-Geo provides excellent drainage over the whole base area of the soil layer in addition to providing additional water protection. This product is also environmentally friendly; it absorbs and holds 10-12 times its weight of water, acts as a capillary dispersion layer, and performs the function of geotextiles separator filter.
Landfill
Tech-Geo nonwovens are used in critical subsurface drainage systems, soil separation, and geo-membranes liner protection against containment within landfills. These geotextiles provide the required strength and abrasion resistance to withstand installation and application stresses to create an effective, long-term drainage solution.
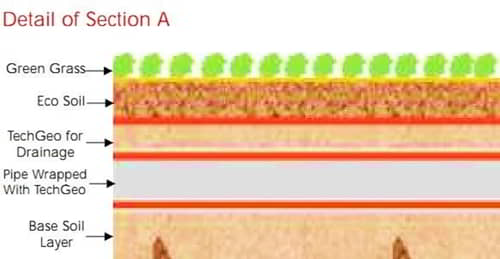
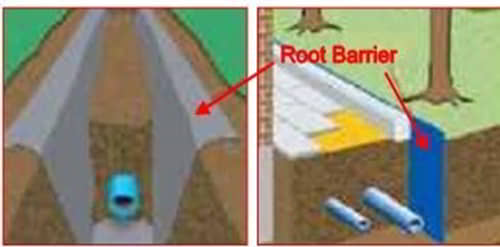
Root Barrier
TechGeo Provides a root barrier against root penetration to protect building path drainage pipes cables and lawns from the damage caused by the growth of tree roots. Geotech has characterized as impenetrability to root and it flexible lightweight and very easy to install resistant to bacteria and recyclable
Tech-Geo as drainage

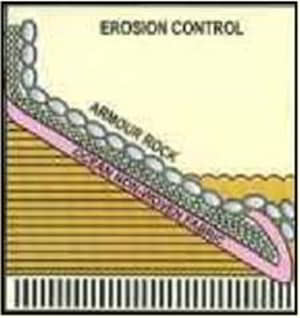
Erosion control
Pavement construction
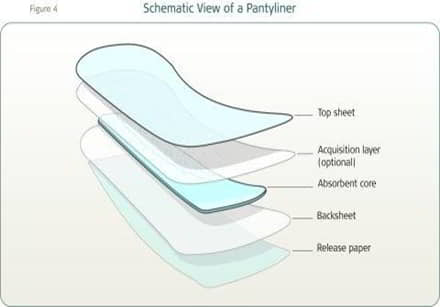
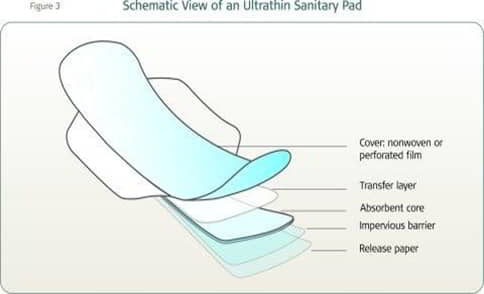
Absorbent hygiene products
Modern disposable absorbent hygiene products (AHPs) have made an important contribution to the quality of life and skin health of millions of people. Users of AHPs (i.e. baby diapers, feminine hygiene products and adult incontinence products) benefit from the softness, smoothness, leakage prevention, strength and protection provided by nonwoven fabrics.


Typical feminine hygiene product composition
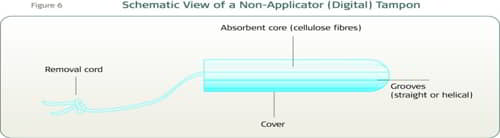
Typical tampon composition
Typical incontinence product composition
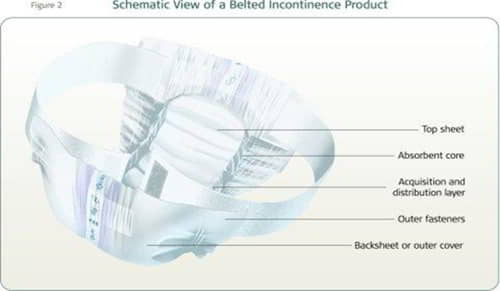
Nonwovens are used in baby diapers, feminine hygiene products, and incontinence products as:
- The top sheet or cover-stock
- Leg cuff
- Acquisition/distribution layer
- Core wrap
- Back sheet
- Stretch ears
- Landing zone
- Dusting layer
- Fastening systems
The advantages of using nonwovens instead of traditional textiles
- Excellent absorption
- Softness
- Smoothness
- Stretch-ability
- Comfort and fit
- Strength
- The double fluid barrier effect allows moisture to be absorbed and retained
- Good uniformity
- High strength and elasticity
- Good strike-through wet back, and run off
- Cost-effectiveness
- Stability and tear resistance
- Opacity/stain hiding power
- High breathability
Main technologies used
- Air-laid
- Carded nonwovens
- Spun melt
- SMS
- Spun bond
Other components of absorbent hygiene products
- Fluff pulp
- Superabsorbent Polymers
- Impervious backing films
- Adhesive
- Elastics
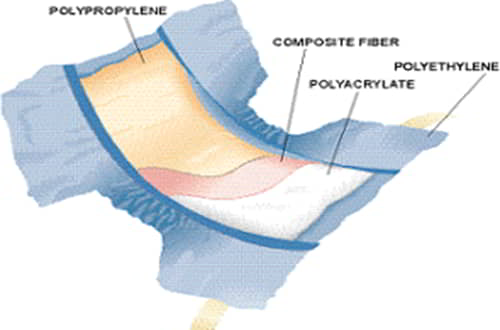
Most disposable diapers are made with the following basic components
Polyethylene or cloth-like film
This is used as the back sheet, that prevents the liquids from leaking out of the diaper. The back-sheet can also be given a cloth-like look, by adding a thin polypropylene non-woven sheet to the film, using either the hot-melt process or the heat and pressure method with direct extrusion to the nonwoven. Contrary to popular belief, the cloth-like back sheet is not cloth -it is made of plastics. Breathable cloth-like material can also be used instead of the film.
Not many know that even a breathable diaper with 200 ml of urine loses less than 2.5% of its weight over a period of 24 hours and this evaporation is enough the cool the diaper, which may not be as comfortable at night. For more information about “breathability” please use this link: breathable diapers.
Tissue
A special tissue paper that is different from the regular bathroom tissue and has higher elasticity and wet strength is another important component of a diaper. The tissue essentially serves as a carrier for the pad (the pad is the absorbent core of the diaper) and helps reduce the pin holes created during the compression process carried out by continuous drum forming systems. This tissue, typically at 16 grams/m2 (also abbreviated as GSM) or more, protects the inner plastic from superabsorbent particles.
Instead of tissue, it is possible to use a low gage SMS nonwoven material as the carrier (for the pad), it can be placed right next to the back sheet or as a full wrap material around the core. In order for the SMS carrier to be cost-competitive against tissue paper, it needs to be less than 12 GSM.
Hot Melts
They are used to glue the different components of the diaper, such as the pad and the elastics. They are made of a mixture of resins, oils, and tackifiers. The hot melt adhesive is applied in molten form and when it cools down it provides the required bonding force to glue the materials. Most of the time two types of adhesives are used: a construction adhesive, for the back sheet and the nonwovens, and an elastomeric adhesive, for the leg and waist foam elastics.

The elastomeric adhesive has higher elasticity and bonding strength and is generally more expensive than construction adhesives. When the diaper pad is very thin, another specialty adhesive is known as “pad integrity adhesive” is also used to add strength to the diaper core when it is wet. This integrity adhesive is especially useful when SAP loadings exceed 25% of the total pad weight -i.e. when the weight of the SAP is more than a quarter of the weight of the pad. For a list of hot melt, suppliers follow this link: Hot Melts.
Hydrophobic Non-woven
It is used as a top sheet for the leg cuffs; it prevents water from passing through. It is made of polypropylene resin without any added surface surfactants. The hydrophobic nonwoven prevents leakage out of diapers. By applying a surfactant to a restricted area, it is possible to make a roll of hydrophobic nonwoven only partially public. This is known as the Zebra process and it is an important feature designed to avoid leakage during leg cuff construction. For nonwoven suppliers use this link: Nonwovens.
Hydrophilic Non-woven
It is the main top sheet, the top surface that is in contact with the baby’s skin. It allows the liquids to flow into the diaper core. The difference between the two non-woven (philic and phobic) is the surfactant treatment used in the process. The surfactant treatment reduces the surface tension of the nonwoven, reduces the contact angle with the liquid, and allows it to pass. Flow dynamics within the diaper core prevent liquids from returning to the surface. Most nonwovens used in diapers are made with the spun bonding process, though it is possible to use thermally bonded nonwovens also, which are softer but have lower resistance and strength. Trough Air Bonded nonwovens which are loftier, can also be used. For nonwoven suppliers use this link: Nonwovens.
Elastics
Used to improve the fit of the diaper, usually made of polyurethane or polyester foam, synthetic rubber or Lycra® (also known with the generic name Spandex). They are used in cuffs, for the waist and the legs; they can also be used as lateral side panels and in tape construction. Most gasketing cuffs use spandex to provide a seal with the baby’s legs. Spandex can stretch as much as 400% of its original length before it breaks, however it is typically used at less than 300% stretch. New generations of softer and stronger elastic materials are reportedly in the pipeline. For a list of suppliers use this link: Elastomerics.

Lateral Tapes
In premium diapers, VelcroR type materials have been used to provide mechanical grip, it is also known as the “hook tape”. In lower-priced diapers, adhesive tapes made of polypropylene are used. Then there are new versions of elasticized Nonwoven Velcro Tapes. In a few years, baby diapers may replace training pants with the help of these new stretchable fastening systems that offer the same characteristics to the consumer but cost less. Some adult diapers use what is called the “target tape” system, where the tape has two adhesive tabs to avoid the need for frontal tape. This is a cheaper alternative for adult diapers but not as good as the one using frontal tape which does not require repositioning of the tape on top of the target. For a list of suppliers use this link: Tapes and Closure systems.
Frontal Tapes
This is used to facilitate multiple repositioning of the lateral tape without tearing the back-sheet, it is made of polypropylene film and attached to the front of the diaper with adhesive. Its use has helped to reduce the thickness of the poly film without the risk of potential tears associated with the opening of the lateral tapes from the back sheet. In premium diapers, a special loop system has been developed in order to use Velcro-type fasteners (also called the “hook and loop” system). This loop tape can use a “locked loop” or a “brushed loop” in order to provide a softer texture or a stronger grip.
A new generation of nonwoven materials expected to be commercialized in a few years may eliminate the need for frontal tapes – the whole backsheet will be used to reposition mechanical tapes. The frontal tape can have a printed design that can be random or synchronized; some patents may protect the use of synchronized printing in some markets. Tapes and Closure systems.
Cellulose
Used in the construction of the pad, it gives integrity and absorbing capacity to the diaper. The capacity of normal cellulose pulp is around 10 cc of water per gram of pulp when the diaper is in “free swell” but less than 2 cc when subjected to 5 KPa of pressure; that is why a superabsorbent material is also needed to hold the liquids under pressure. Cellulose comes from pine trees, generally obtained from well-managed forests. Liquids are absorbed by the capillaries in the void spaces between the fibers and the surface tension angle between the fibers and the water.
The typical fiber length used in diapers is about 2.6 mm. An alternative to the pulp is to use air-laid synthetic fibers. However, it is still difficult for air-laid synthetics to compete with pulp unless it is a niche market product and thickness is more important for the consumer (as in the case of some sanitary napkins and the adult diapers used by active people) than the cost. Cellulose acetate, the material used to make cigarette filters, has been used in some absorbent products. A PP synthetic fiber has also been attempted for absorbent core formation. For a list of pulp, suppliers use this link: Fluff Pulp.
Acquisition and Distribution Layer
Also known by its abbreviation ADL, it is a sub-layer used between the top sheet and the absorbent core. Sometimes used in full length but mostly preferred as a patch near the target zone where urine is most likely to be deposited. This sub-layer is especially needed when the absorbent core is very thin -the sub-layer quickly moves liquids into the absorbent core and reduces potential leakage. The ADL is very important to provide a sense of dryness to the skin, providing additional separation between the wet pad and the skin.
ADL’s should be used whenever the mix of SAP in the absorbent core exceeds about 15% by weight or when the liquid penetration time requires a boost in order to avoid diaper leakage due to liquid accumulation inside the diaper. ADL’s are made either of through air bond (TAB) nonwovens, “curly” fibers such as in P&G’s pampers and some Ontex diapers, or some kind of “high loft” nonwoven. An aperture film, made of perforated plastic film, has also been used successfully in some markets. Lower priced diapers sometimes use resin-bonded nonwovens, but they do not work as well. For acquisition, nonwoven suppliers use this link: Nonwovens.

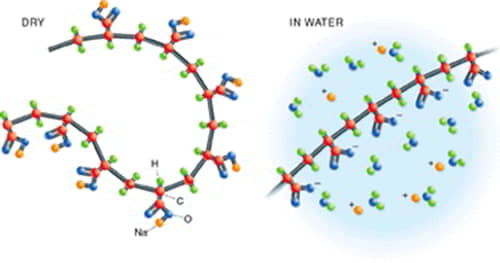
Sodium Polyacrylate
Also known as super-absorbent or “SAP” (super absorbent polymer), Kimberly Clark used to call it SAM (super absorbent material). It is typically used in fine granular form (like table salt). It helps improve capacity for better retention in a disposable diaper, allowing the product to be thinner with improved performance and less usage of pine fluff pulp. The molecular structure of the poly-acrylate has sodium carboxylate groups hanging off the main chain.
When it comes in contact with water, the sodium detaches itself, leaving only carboxyl ions. Being negatively charged, these ions repel one another so that the polymer unwinds and absorbs water, which is attracted by the sodium atoms. The polymer also has cross-links, which effectively leads to a three-dimensional structure. It has a high molecular weight of more than a million; thus, instead of getting dissolved, it solidifies into a gel.
The Hydrogen in the water (H-O-H) is trapped by the acrylate due to the atomic bonds associated with the polarity forces between the atoms. Electrolytes in the liquid, such as salt minerals (urine contains 0.9% of minerals), reduce polarity, thereby affecting superabsorbent properties, especially with regard to the superabsorbent capacity for liquid retention. This is the main reason why diapers containing SAP should never be tested with plain water. Linear molecular configurations have less total capacity than non-linear molecules but, on the other hand, retention of liquid in a linear molecule is higher than in a non-linear molecule, due to improved polarity. For a list of SAP suppliers, please use this link: SAP
Example of a linear molecule
The superabsorbent can be designed to absorb higher amounts of liquids (with less retention) or very high retentions (but with lower capacity). In addition, a surface cross linker can be added to the superabsorbent particle to help it move liquids while it is saturated. This helps avoid the formation of “gel blocks”, the phenomenon that describes the impossibility of moving liquids once an SAP particle gets saturated.
Top Sheet surface add-on lotions
In order to create novelties for product differentiation, several topical lotions are added to the nonwoven top sheet, among others: Aloe Vera, Vitamin E, Petrolatum, Almond Oil, Vitamin D, Oat Extract, Jojoba, etc. There is another trend to use antibacterial lotions (such as tertiary ammonia or silver salt compounds); however, many pediatricians are against its use for obvious reasons.
Decorated Films and wetness indicators
For even greater product differentiation, some diapers use decorated films underneath the cloth-like back sheet. Some use as many as nine inks with all kinds of well-known characters such as Disney, Sesame Street, Soccer teams, etc. Another gimmick they use is a wetness indicator. This is typically used for adult products but some baby diapers also use it.
Protective mattress pads are generally quilted and use large volumes of spun-bonded nonwoven fabrics as facing and backing materials. In this application, nonwoven fabrics have captured about half of the total volume and compete directly with woven cotton. Spunbonded polyester is often used as it is strong and retains its shape during laundering. Facing fabrics are generally 42-65 grams/meter² while backing fabrics are usually in the 15-20 grams/ meter² range.
Agriculture and horticulture
Nonwovens are used effectively for optimizing the productivity of crops, gardens, and greenhouses. Their protective nature means that the need for pesticides is reduced and manual labor is kept to a minimum. The use of nonwoven crop covers on the land increases yields and improves the quality of the crops. Very light, flexible sheets are laid over seed beds, which create a microclimate in which the heat and humidity are controlled. The growth of the plants is accelerated and they are protected from adverse weather conditions and vermin. In capillary mat applications, nonwovens promote the healthy growth of flowers and vegetables in greenhouses by using soil-less growing methods.

Some examples of where nonwovens are used
- Crop covers
- Plant protection
- Seed blankets
- Weed control fabrics
- Greenhouse shading
- Root control bags
- Biodegradable plant pots
- Capillary matting
- Landscape fabric
The advantages of using nonwovens
- Fabrics with high strength, durability, and elasticity
- Frost and insect protection
- Exceptional permeability
- Weed control
- Apertures between the intersecting fibers of nonwoven sheets which are big enough to allow air and water to reach the crop but small enough to keep out
- The protection allows plants and crops to grow without the use of pesticides and herbicides
- An earlier development and harvest of the crop, improved yield, and a growing year which can be extended at both ends
Clothing, footwear, baggage
Nonwovens are a model material for the fashion industry. Used for many decades in hidden, support functions, such as interlinings and components of shoes and bags, today young designers are using nonwovens as a creative and versatile new material. The elegance, style, and function of clothes depend largely on the presence and performance of interlinings. Nonwovens are ideally suited for interlinings as they offer substantial advantages over traditional fabrics and indeed count for some two-thirds of the interlining market.
The success of nonwovens is due to their versatility and the ability to engineer many different properties into them, such as shape-retention, adaptation to the characteristics of the out fabric, and lightness in weight. Today, the global retail sector is fascinated with the prospect of incorporating nonwoven fabrics in fashion, sports, and outdoor performance apparel as a means of providing something “different” to current woven and knitted apparel.
Some examples of where nonwovens are used
- Interlinings (fronts of overcoats, collars, facings, waistbands, lapels, etc)
- Disposable underwear
- Shoe components (Shoelace eyelet reinforcement, Athletic shoe & sandal reinforcement, inner sole lining
- Bag components
- Bonding agent
- Composition and (wash) care labels
The advantages of using nonwovens
- Dimensional stability (even in high-temperature g. clothes dryer cycle)
- Easy to slit, die-cut, sew, seam, glue, laminate, and trim, without fraying
- Light weight
- Ease-of-use
- Improved adhesion
- Softness
- Easily to add scent, anti-static, and softener treatments
- Non-raveling edges
- Colour stability
- High tear, breaking, puncture, and abrasion resistance
- Stretch ability
- Strength Chemically inner
Household
Nonwovens are used in a multitude of household applications ranging from cleaning and filtering to adding an aesthetic touch to the home. Used in bedrooms, kitchens, dining rooms, and living rooms, high-performance nonwovens can create comfortable, practical, hygienic, and beautiful solutions for modern living.

Nonwovens in the home furnishing industry are evolving from use in traditional applications such as upholstery, floor coverings, underlay, and blankets to innovative, smart solutions to improve and protect interiors. Recent developments in the home furnishings industry include the creation of nonwovens that kill dust mites in bedding, repel dirt, and contain antimicrobial qualities. Smart nonwovens technology for home interiors combines practicality with safety. Blast-resistant curtains, burglar-proof blinds, and carpet alarm systems may in fact be the future of home living.
The high engineer ability of nonwoven fabrics supports advanced functionality, enabling the development of secure applications. Conventional fabrics on the other hand are restricted in their functionality reach. In the case of blast-resistant curtains, the fiber structure in the nonwoven can expand under tension, which allows the material to absorb the pressure shockwave caused by the blast, while simultaneously catching glass and any other debris released by the attack. On the wall covering the front, nonwovens are easier to handle than traditional wallpaper as the fabric has no seam separation and is simple to remove.
In addition, crack-bridging properties make nonwovens perfectly suited for the renovation of problematic ceilings and walls, where exceptional stability is required. As energy prices soar, nonwovens can help deliver a more cost-effective heating solution. Electrically conductive nonwoven fabric, integrated with an underpad, has the potential to heat floor surfaces e.g., wooden floors, ceramic tile floors, walls, and ceilings. In such applications, the fabric could ultimately replace traditional interior heating systems by inducing heating by radiation.
Some examples of where nonwovens are used
- Abrasives
- Bed linen (pocket cloth for pocket springs, separation layer, spring cover, top cover, quilt backing, duvet coverings, and pillow cases)
- Blinds/curtains
- Carpet/carpet backings (scatter rugs, carpet tiles, bath mats, etc) Covering & separating material
- Detergent pouches/Fabric softener sheets Flooring
- Furniture/Upholstery (inside lining, reverse fabric for cushions, dust cover, spring covering, and pull strips)
- Mops
- Table linen
- Tea and coffee bags Vacuum cleaning bags Wall-covering
- Wipes (household care, floor care, cleaning, pet care, etc)
The advantages of using nonwovens
- Ease-of-use
- Easy to add scent, anti-static, and softener treatments
- Fire-retardancy
- Dimensional stability (even in high-temperature g. clothes dryer cycle)
- Easy to slit, die-cut, sew, glue, laminate, trim, saw, clamp and weld without fraying Non-ravelling edges
- Colour stability
- High tear, breaking, and abrasion resistance Elimination of risk of delamination Stretchability
- Durability
- Strength and uniformity
- Anti-allergy and anti- microbial properties Fluid resistance and retention
Industrial
Nonwovens can offer a broad range of functions thanks to the different manufacturing processes, fibers, and treatments. Because of this versatility nonwovens are used widely in many industrial markets, for example:
Medical and Healthcare
Nonwovens are extensively used in the medical field and in protection against biological agents in other sectors. For example, they can be designed to deliver critical safety properties, such as protection against infections and diseases. With today’s multi-drug resistant strains of bacteria and viruses, nonwovens can help in the fight against cross-contamination and the spread of infection in a medical or surgical environment. Because they are used only once and incinerated after use, the need for handling is avoided and the spread of contaminants is minimized.

Nonwovens are also increasingly a major component in the design of “smart” wound care products, providing such functions as the creation of a moist wound healing environment, with controlled vapor transmission, absorbency, and low skin adhesion. Most recent nonwoven innovations include the design of new scaffolds for 3D biological tissue engineering, implantable fabrics that can reinforce natural tissues, and nanofibre nonwoven filtration media offering enhanced particle capture properties. New nonwoven materials with improved finishes including liquid repellent, virus-proof and bacterial barrier properties have also been developed for applications such as surgical masks, gowns, and drapes, especially in view of the high demands of the new European Standards, EN 13795.
Some examples of where nonwovens are used
- Surgical: disposable caps, gowns, masks, scrub suits, and shoe covers
- Drapes, wraps, and packs
- Sponges, dressings, and wipes
- Bed linen
- Contamination control gowns
- Examination gowns
- Lab coats
- Isolation gowns
- Transdermal drug delivery
- Shrouds
- Underpads
- Procedure packs
- Heat packs
- Ostomy bag liners
- Fixation tapes
- Incubator mattress
- Sterilization wraps (CSR wrap)
- Wound care
- Cold/heat packs
- Drug delivery (patches )
The advantages of using nonwovens
- Protection against
- dry or wet contact
- air-borne particles
- Fully compliant with EU standard EN 13795
- Single-use = 100% certainty
- Custom-made for the operating theatre
- Procedure-specific design
- Optimum wearer comfort
- Strong yet light in weight
- Optimal fluid absorbency
- Exchange of air, body heat, and moisture
- Excellent barrier properties
- Excellent uniformity
- Breathability
- Abrasion resistance and lint-free
- Repellency
- Self-adherent edges
- Aseptic folding
- Engineered stability for ETO, plasma, radiation, or steam sterilization
Personal Care Products
Nonwovens are the ideal material for personal care products. They combine strength and softness, hygiene, and handiness.

Some examples of where nonwovens are used
- Absorbent Hygiene Products Wipes, skin care
- Depilatory strips
The advantages of using nonwovens
- Excellent absorption Softness Smoothness
- Stretch ability Comfort and fit Strength
- Can add lotions for specific uses
- The double fluid barrier effect allows moisture to be absorbed and retained
- Good uniformity
- Good strike-through wet back, and run off Cost-effectiveness
- Stability and tear resistance Opacity/stain hiding power High breathability
Upholstered Furniture Applications
Dust covers on the bottom of upholstered chairs and sofas are generally made from Spunbonded polypropylene or polyester materials. These fabrics, generally black, hide the internal seating construction and prevent house pets or insects from penetrating the upholstered furniture from below.
Decking fabrics are the materials under the loose seat cushions. Engineered nonwoven fabrics are often used to replace the higher-cost outer fabric. These nonwoven fabrics are usually white but can be colored to coordinate with the upholstered furniture’s outer fabric. These fabrics are relatively heavy, in the 100-135 grams/meter² range, as they must be strong enough to withstand stretching forces and hold sewing stitches and construction staples.
Cushion and pillow inserts hold the stuffing, such as fiberfill or feathers together to prevent leakage and allow the user to clean or replace the outer fabric. Engineered nonwoven fabrics have captured a high level of penetration by replacing woven cotton materials. Spunbonded materials in this application are usually 40-50 grams/meter².

Upholstered arm and seat are covered with engineered nonwoven fabrics to provide support for the foam or other cushioning materials covering the wooden frame. These nonwoven fabrics must be strong enough to hold construction staples. Spring insulators are often made of needle-punched nonwoven materials. Needle punched nonwovens are relatively abrasion resistant and have the strength to hold staples that fasten the upholstery to the wood frame.
Tailored skirts are found on some upholstered sofas and chairs. Spunbonded polyester nonwoven fabrics can be sewn or bonded to the face material providing stiffness or retaining pleats.
Pull Strips are often made from narrow strips of engineered nonwoven materials that are sewn to the upholstery fabrics. The upholsterer uses these strips to pull the fabrics tightly over springs and fasten the material to the wooden frame. Engineered nonwoven fabrics compete with a wide assortment of other materials and must be strong enough to hold the stitching and staples. Often fabric scraps are in this end-use.
Bedding Applications

Quilt backing used in bedding construction is one of the larger end-uses for engineered nonwoven fabrics. Nonwoven fabrics are the backing material to which the mattress ticking and foam or fiberfill is quilted. The quilted nonwoven mattress ticking must be strong enough to resist tearing after sewing the mattress top and bottom to the mattress side panels or flanges. Weights of non-woven fabrics used here vary widely with weights as low 10-15 grams/ meter² and range up to almost 50 grams/meter² where more “puff” is desired in the quilt.
Flanges are the panels of material that surround the edge of the mattress and join the mattress top and bottom together. Medium weight Spunbonded materials generally are wrapped individually so that they can function separately and quietly. Needle punched material is favored because it resists abrasion, has adequate strength, and is heat sealable.
Mattress Ticking used on inexpensive mattresses is occasionally made from printed Spunbonded polypropylene. Good stability, strength, and the ability to accept a print are the key requirements for this application.
Insulators made of various types of engineered nonwoven fabrics are used in mattress construction to cover springs. Needle punched material is often found here and must have sufficient strength to be fastened into place and resist abrasion.
Hard Armor Underlayment
Soil migration and the buildup of hydrostatic pressure are two of the leading causes of failure in hard armor, such as rock riprap and concrete block systems, along shorelines and waterways. Nonwoven geotextiles act as a filter to help prevent subsurface soil migration and relieve hydrostatic pressure beneath hard armor erosion control systems. 801 and 401 meet the requirements for Class 1 and Class 3 erosion control geotextiles, respectively, as outlined in AASHTO M288.
Landfill Leachate Collection
When placed in intimate contact with a geonet or drainage stone, medium-weight Nonwoven geotextiles can filter soil and waste while allowing water and leachate to pass. An efficient design utilizing recommended Nonwoven geotextiles can lead to proper leachate management in new landfill cells, and rapid surface water collection and removal in closure plans.
Subsurface Retention/ Detention Systems
Underground storm water retention systems incorporate large diameter pipes to hold runoff in a defined area until the surrounding soil can accept it. Detention systems, on the other hand, consist of large diameter pipes that detain all runoff exceeding the allowable amount and release it through an outlet pipe at a controlled rate. Some systems are a combination of both. In each case, subsurface retention/detention systems provide maximum use of land, require little maintenance, and do not diminish the aesthetics of the development.
Geomembrane Protection
Heavyweight and ultra-heavyweight Nonwoven geotextiles cushion and protect geomembranes from damage by sharp objects, elevating puncture, impact, and abrasion resistance. Nonwoven geotextiles up to 1350gr/m2 (40 oz/yd2) are also available for the most challenging applications
Gas Collection
Heavyweight and ultra-heavyweight Nonwoven geotextiles provide collection and lateral transmission of liquids and gasses that may build up beneath flexible geomembranes used in the closure and capping of waste facilities.
Hard Armor Underlayment
Soil migration and the buildup of hydrostatic pressure are two of the leading causes of failure in hard armor, such as rock riprap and concrete block systems, along shorelines and waterways. Nonwoven geotextiles act as a filter to help prevent subsurface soil migration and relieve hydrostatic pressure beneath hard armor erosion control systems. 801 and 401 meet the requirements for Class 1 and Class 3 erosion control geotextiles, respectively, as outlined in AASHTO M288.
Landfill Leachate Collection
When placed in intimate contact with a geonet or drainage stone, medium-weight Nonwoven geotextiles can filter soil and waste while allowing water and leachate to pass. An efficient design utilizing recommended Nonwoven geotextiles can lead to proper leachate management in new landfill cells, and rapid surface water collection and removal in closure plans.
Subsurface Retention/ Detention Systems
Underground storm water retention systems incorporate large diameter pipes to hold runoff in a defined area until the surrounding soil can accept it. Detention systems, on the other hand, consist of large diameter pipes that detain all runoff exceeding the allowable amount and release it through an outlet pipe at a controlled rate. Some systems are a combination of both. In each case, subsurface retention/detention systems provide maximum use of land, require little maintenance, and do not diminish the aesthetics of the development.
Geomembrane Protection
Heavyweight and ultra-heavyweight Nonwoven geotextiles cushion and protect geomembranes from damage by sharp objects, elevating puncture, impact, and abrasion resistance. Nonwoven geotextiles up to 1350gr/m2 (40 oz/yd2) are also available for the most challenging applications
Gas Collection
Heavyweight and ultra-heavyweight Nonwoven geotextiles provide collection and lateral transmission of liquids and gasses that may build up beneath flexible geomembranes used in the closure and capping of waste facilities.
Polyimide Nonwoven Aramid Laminate And Prepreg (85nt)
85NT is a pure polyimide laminate and prepreg system (Tg = 250°C), reinforced with a non- woven aramid substrate. This system combines the high-reliability features of polyimide (improved PTH reliability and temperature stability) with the low in-plane (x,y) expansion and outstanding dimensional stability of a non-woven aramid reinforcement.
Features
- Low in-plane (x,y) expansion of 6-9 ppm/°C allows attachment of SMT devices with minimal risk of solder failure joint failure due to CTE mismatch
- Nonwoven aramid reinforcement provides outstanding dimensional stability and enhanced registration for improved multilayer
- The decomposition temperature of 426°C, compared with 300-360°C for typical high-performance epoxies, offering outstanding high-temperature lifetime performance
- Polymeric reinforcement results in PCBs typically 25% lighter in weight than conventional glass-reinforced laminates
- Laser and plasma ablatable for high sp microvias and other features as
- Electrical and mechanical properties m IPC-4101/53.
- Compatible with lead-free

Typical Applications
- Military and commercial avionics, missiles and missile defense, satellites, and other high-reliability SMT applications requiring low in-plane (x,y) CTE values
- PCBs that are subjected to high temperatures during processing, such as lead-free soldering
- Applications with significant lifetimes at elevated temperatures, such as aircraft engine instrumentation, on-engine applications, or industrial sensors
Civil
Roadway Stabilisation / Separation: Roads and highways are built using geotextile to prevent aggregate from mixing with the subgrade. Drainage: Syntex nonwoven geotextiles are ideal for drainage applications. Unlike woven geotextiles (with the exception of monofilament drainage fabrics), polypropylene nonwovens resist clogging. Nonwovens are placed in direct contact with the earth where drainage stone, perforated drain coil, etc. may be placed. The nonwoven filters soil and waste while allowing water and leachate to pass.

Environmental
Geomembrane Protection: Syntex heavyweight nonwoven geotextiles will cushion and protect geomembranes from a puncture caused by aggregate and base course.
Gas Venting
Heavyweight nonwoven geotextiles are used for the collection and lateral transmission of liquids and gases that may build up under a geomembrane used in the capping of waste facilities.
Hard Armour Underlay
Syntex nonwoven geotextiles are recommended to help relieve hydrostatic pressure beneath hard armor and prevent soils from migrating to the surface providing an effective erosion control method.
Weed Control
A good nonwoven can be engineered to resist UV degradation for specific periods from 6 months to over 2 years. The product has proven to be an economical solution for highway embankments where traditional woven weed control fabrics have not provided adequate water flow to actively promote vegetation. Case studies are available. Again, polypropylene provides superior flow (in particular on slopes or in direct contact with the earth).
Technical
The Syntex range is manufactured to International Specification and tested by fully accredited laboratories. Properties are produced in both MARV and Typical.
Support and Installation
Permanent can provide designs by our own Geotechnical Engineers. Where our installation crews specified can provide on-site stitching using industry-standard methods.
New technology in non-woven fabrics
Non-woven fabric production such as felting and bonding is often used by manufacturers when producing fabrics with some of the new vegetable-based yarns, as these tend to have shorter staple fibers.
Designers are able to design their own original fabrics with the felting method. The industrial application of non-woven fabrics is ever-increasing and includes filtration systems, medical use, and insulating purposes.
The development of micro-encapsulation technology (enabling active substances to be fixed to the surface of the fiber or fabric) means many non-woven fabrics can be perfumed or anti-bacterial. Newer fibers like Lyocell can be made into non-woven fabrics, giving better absorption and high wet strength for products such as medical swabs.
Conclusion
Although the world market of nonwoven products continuously grows, it faces structural readjustment followed by the change of global economic condition, raw material capacity, and consumers’ needs and behavior. In addition, new expansionary manufacturers are emerging while the existing nonwoven producers are concerned about present consumers. This research focuses on the prediction of the future global nonwoven production by analyzing information about the global economic condition, the current market of nonwoven production, and the production trends of polypropylene (PP) and polyester (PET) which are most widely used as raw materials in the nonwoven industry








We are engaged in this area for more than ten years, different kinds of nonwoven fabrics such as coating laminated or composited nonwoven fabrics
we are manufacture of all type of nonwoven fabric in india
any reuirement to contact me +91 8200595433
Dear sir,
I have one new idea for making of non woven fabric.
Dear Sir.
This is Eng.Taqwa Alzubi, from JERASH THE FIRST Company.
We are an American company that produces PPEs (Personal protective equipment) located in Amman.
We are looking for a fabric supplier, SMS, PP PE Laminated.
Our target GSM =20,25,30,35,40 , both blue & white colors.
Can you provide us with SMS, PP, or PE fabrics, GSM=20,25,30,35,40?
Wating for your promoting reply.
Regards.
Eng.Taqwa Alzubi
As a nonwoven fabric factory:
Www.cswf.cn,we are proud of what we are working.As a Chinese non woven fabric factory,we are proud of what we are working
Non Woven Fabrics is best for environment health parknonwoven.com also manufacturers and suppliers of the non woven products.