
Introduction
Nanotechnology is science and engineering at the scale of atoms and molecules. It is the manipulation and use of materials and devices so tiny that nothing can be built any smaller. Applications of nano fabrics have the potential to revolutionize textile manufacturing and areas of medicine.
Nanotechnology fabrics are textiles manufactured to have special qualities like hydrophobicity and high durability. Nanotechnology fabrics are a relatively new and expanding field. They have applications in bioengineering, electrical engineering, and computer science. In addition to combining nanoparticles with conventional textiles to enhance their properties, textiles can now be manufactured entirely from nanoscale fibers. Using these nanofibers, researchers have been able to develop fabrics with unique and valuable properties. Nano formulations for dyes could greatly reduce the amount of coloring agent needed, reducing the levels of waste produced. Nanocoatings are capable of modifying fabric properties much more drastically whilst remaining flexible and transparent, opening up many applications for treated textiles that were previously difficult to achieve.
Nanotechnology was conceived in Southern California in 1959, when Nobel laureate physicist Richard Feynman gave his now-famous lecture at the California Institute of Technology, Pasadena. It was put forward in 1974 by Japanese Scientist Norio Taniguchi, who described machining in the range of 0.1 to 100 nanometers (nm).
Nanotechnology is an emerging interdisciplinary technology that has been booming in many areas including textiles or fibrous materials. Nanotechnology is defined as the area of science and technology where dimensions and tolerances are in the range of 0.1–100 nm. One nanometer is about 100,000 times smaller than the diameter of a single human hair. Nanotechnology is often referred to as being “bottom-up,” producing materials through as-assembling molecule by molecule and atom by atom while existing technology is considered “top-down. The fundamentals of nanotechnology lie in the fact that the properties of substances dramatically change when their size is reduced to the nanometer range.
When the diameter of the fibers is in the nanometer range, several amazing characteristics appear, such as the very large surface area to volume ratio, flexibility in surface functionalities, and superior mechanical performance (e.g., stiffness and tensile strength)compared with any other known form of material. The electrospinning process is one of the simple and versatile methods of producing nanofibers, where electrostatic force is used to spin these types of fibers. Nanofibrous materials produced from the above process exhibit novel and significantly improved physical, chemical, and biological properties due to their nano-level size. These fibrous materials can also be incorporated into conventional textiles as well as other structures like coatings, laminates, blends, and additives. Examples of applications include filtrations, biomedical, protective clothing, composites, electronic devices, and other areas
Over the last decade, nanotechnology has found its way into almost all sectors. Nano-layers are finding applications in wind turbines to improve aerodynamics and prevent surface icing. Moreover, microelectronics these days are largely nano-electronics.
In addition to that, carbon nanostructures are now being used in the development of lightweight building materials. Just in terms of their applications in medicine, pharmaceuticals, and medical technology along, predictions are for double-digit growth. But nanotechnology has enormous potential for a range of applications is as large as that of the textiles themselves.
In Germany, the topic forms an increasingly important focus for the work of the major textile research institutes. The textile sector has also recognized the potential for nanotechnology. Apparel textiles, with dirt and water-resistant nano finishes, are already widespread, especially in sports and outdoor wear. Textiles with anti-bacterial qualities, based on the use of silver nanoparticles, have also found their way onto the market. Moreover, rapidly advancing research is opening new horizons all the time.
Definition
“Nanofiber is a fiber of material with a thickness or diameter of only a few nanometers.”
“Filters coated with nanofibers can dramatically improve filtration efficiency”
“Nanofibers are defined as fibers with diameters less than 50-500 nanometers. National Science Foundation (NSF) defines nanofibers as having at least one dimension of 100 nanometers (nm) or less.”
“Nanofiber is a fiber of material with a thickness or diameter of only a few nanometers.”
A nanoparticle or ultrafine particle is usually defined as a particle of matter that is between 1 and 100 nanometers (nm) in diameter. The term is sometimes used for larger particles, up to 500 nm, or fibers and tubes that are less than 100 nm in only two directions.
By definition, a nanometer, abbreviated as nm, is a unit for the length that measures one billionth of a meter. Our hair is invisible to the naked eye. Using an optical microscope we can measure the diameter of our hair, which is in the range of 20–50 microns (Mm) or 20 000–50 000 nm. Blood cells are not visible to the naked eye, but they can be seen under the microscope, revealing a diameter of about 10 microns or 10 000 nm. The diameter of hydrogen atoms is 0.1 nm. In other words, 10 hydrogen atoms can be placed side-by-side in 1 nm. The discovery of nanomaterials ushered us to a new era of materials. We have progressed from the microworld to the nanoworld.
Nanofiber means –Nanofibers are traditionally defined as cylindrical structures with an outer diameter below 1,000nm and an aspect ratio – the ratio between length and width – greater than 50.
In the textile industry, this definition is often extended to include fibers as large as 1000 nm diameter. They can be produced by interfacial polymerization, electrospinning, and force spinning. Carbon nanofibers are graphitized fibers produced by catalytic synthesis.
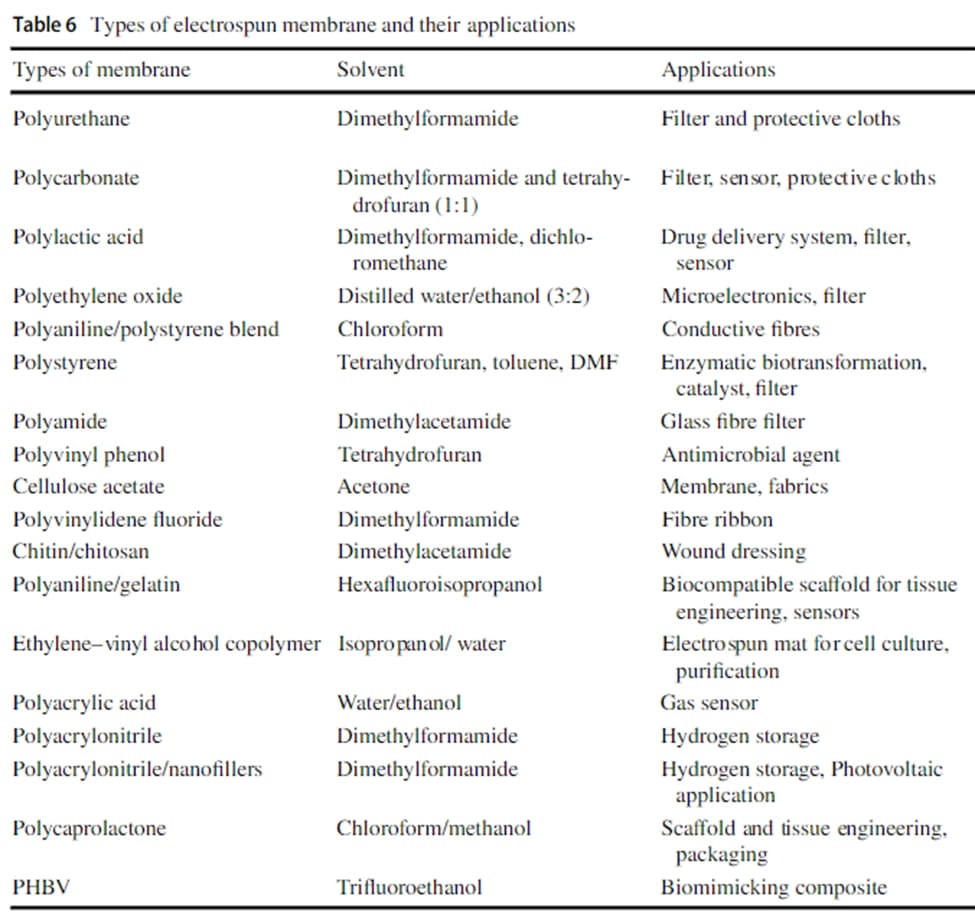
Nanofibers can be generated from different polymers and hence have different physical properties and application potentials.
Examples of natural polymers include collagen, cellulose, silk fibroin, keratin, gelatin, and polysaccharides such as chitosan and alginate. Examples of synthetic polymers include poly(lactic acid) (PLA), polycaprolactone (PCL), polyurethane (PU), poly(lactic-co-glycolic acid) (PLGA), poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV), and poly(ethylene-co-vinyl acetate) (PEVA). Polymer chains are connected via covalent bonds.[3] The diameters of nanofibers depend on the type of polymer used and the method of production. All polymer nanofibers are unique for their large surface area-to-volume ratio, high porosity, appreciable mechanical strength, and flexibility in functionalization compared to their microfiber counterparts.
What is Nanotechnology
According to the National Science Foundation in the United States Nanotechnology is defined as:
“Research and technology development at the atomic, molecular or macromolecular levels, in the length scale of approximately 1-100 nanometer range, to provide a fundamental understanding of phenomena and materials at the nanoscale and to create and use structures, devices, and systems that have novel properties and functions because of their small and/or intermediate size. The novel and differentiating properties and functions are developed at a critical length scale of matter typically under 100 nm. Nanotechnology research and development includes manipulating under control of the nanoscale structures and their integration into larger material components, systems, and architectures. When these large-scale assemblies, the control, and construction of their structures and components remain at the nanometer scale. In some particular cases, the critical length scale for the novel property is and phenomena may be under 1 nm (e.g., manipulation of atoms at ~0.1 nm) or be larger than 100nm. (e.g., nanoparticle (nanoparticle) reinforced polymers have the unique feature at ~100-300 nm as a function of the local bridges or bonds between the nanoparticles and the polymer).”


Market/ Applications
Since the late twentieth century, electrospinning, a technology used for the fabrication of nanofibers, has been receiving increasing attention not only in the scientific community but also in industry. With this technique, fibrous material was conveniently prepared with fascinating properties such as ultrafine diameters in the range of 10–500 nanometer (nm), high permeability, porosity, surface area per unit mass, and small inter-fibrous pore size. It is, therefore, considered to be a vital scientific and commercial venture with global economic benefits. This technology traced its legacy back to 1902 when the very first patents entitled “Apparatus for Electrical Dispersion of Fluids” and “Process and Apparatus for Preparing Artificial Over and Done Threads from Electrically Dispersed Fluids” were registered. Since then, this process was largely ignored until the 1990s. However, with the recent revelations by researchers who are associated with the field of nanotechnology mainly nanofibers, investigations into the preparation of nanofibers using the aforementioned technique picked up momentum.
In the literature, various techniques are reported for the fabrication of nanomaterials. These include drawing-processing, template-assisted synthesis, self-assembly, solvent casting, phase separation, and electrospinning. With the advancement of research in nanotechnology, particularly associated with nanoparticles, nanostructures, and more explicitly with the preparation of scaffolds, electrospinning emerged as a highly developed and frequently used technique/process. This process is favored over other techniques such as solvent casting and phase separation since nanofibers have a high surface area to volume ratio and inter-/intra-fibrous pores. This means the surface area and pores of a face mask with nanofiber technology will not allow cells to pass through to reach the wearer. In addition to the previously mentioned properties, it has the advantages of being easy to use and having a low processing cost. The growing literature on electrospinning has helped this technique to pave the way for advancements in areas like environmental protection, bioengineering, electronics, and catalysis. The capability of this technique to produce nanomaterials from numerous raw materials ranging from simple natural polymers to complex materials such as composites has attracted a large number of researchers. For example, scientists have reported a wide range of applications of electro-spun nanofibers in the protection of the environment, most importantly in water and air filtration.
Furthermore, polymers with a piezoelectric effect (i.e., polyvinylidene fluoride) can be subjected to an electrospinning technique for the fabrication of nanofiber scaffolds with a piezoelectric effect. Apart from the use of nanofibers in scaffolds with a piezoelectric effect, they can also be used for producing high-surface-area nanosensors. Huang et al. suggested that scaffolds of the copolymer poly(lactide-co-glycolide) (PLGA) could be used as sensing tools in both chemical and biological fields. Investigators have also highlighted that sensors prepared of nanofibers might demonstrate improved sensing capabilities for chemicals such as 2,4-dinitrotoluene DNT, mercury (Hg), and ferric (Fe+3) ions as compared to an orthodox thin film.
Furthermore, fluorescent polymer electrospun nanofiber optical sensors also showed high sensitivity. Ultrafine electro-spun nanofiber scaffolds can also be applied in the preparation of nanotubes, which are of prime importance in various industries. To prepare nanotubes, electrospun nanofibers are coated with the raw material of the nanotubes, and upon the evaporation of a solvent via solvent evaporation or the thermal degradation of the polymers, the nanotubes are synthesized. Bognitzki et al. adopted a physical and chemical vapor deposition technique using poly (L-lactide) (PLLA) nanofibers as a template and synthesized polymer composite nanotubes comprised of poly(p-xylene)/aluminum metal with a thickness of 0.1–1 mm. Hou et al. prepared nanotubes with an even smaller diameter by adopting the same technique using poly(L-lactide)(PLA) and poly(tetramethylene adipamide)(PA) as templates.
Electrospun nanofibers have also played a pivotal role in the area of biomaterials. The importance of electrospun nanofibers in the biomedical field can be determined from the fact that numerous articles are being published every year on a regular basis in high-quality journals, highlighting their significance in biomedical engineering. Nanofiber scaffolds were also functionalized with desired triggering groups. These triggering groups performed a significant role in providing a conducive atmosphere to the cells, which resulted in their enhanced anchoring, proliferation, and differentiation. For example, collagen fibril has been known to enhance the interaction between cells and scaffolds. Similarly, electrospun nanofiber scaffolds are also used as a drug delivery carrier for carrying drugs to their target sites.
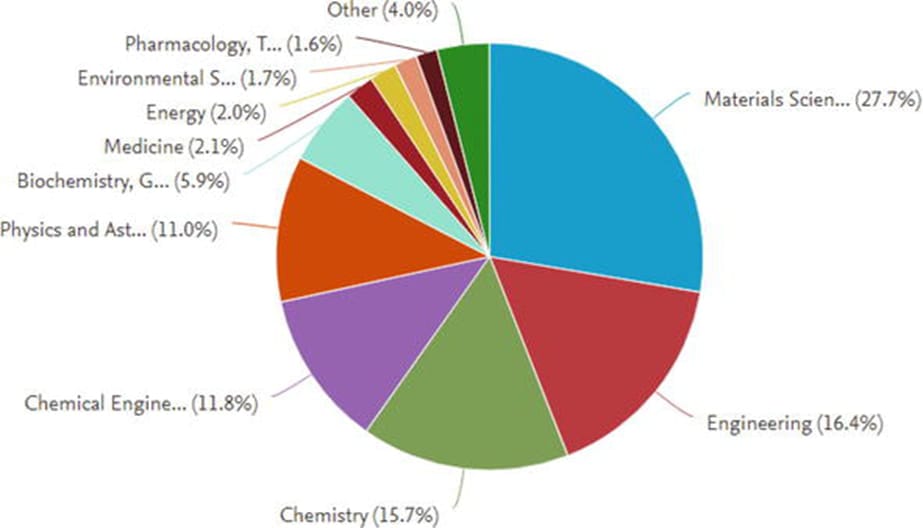
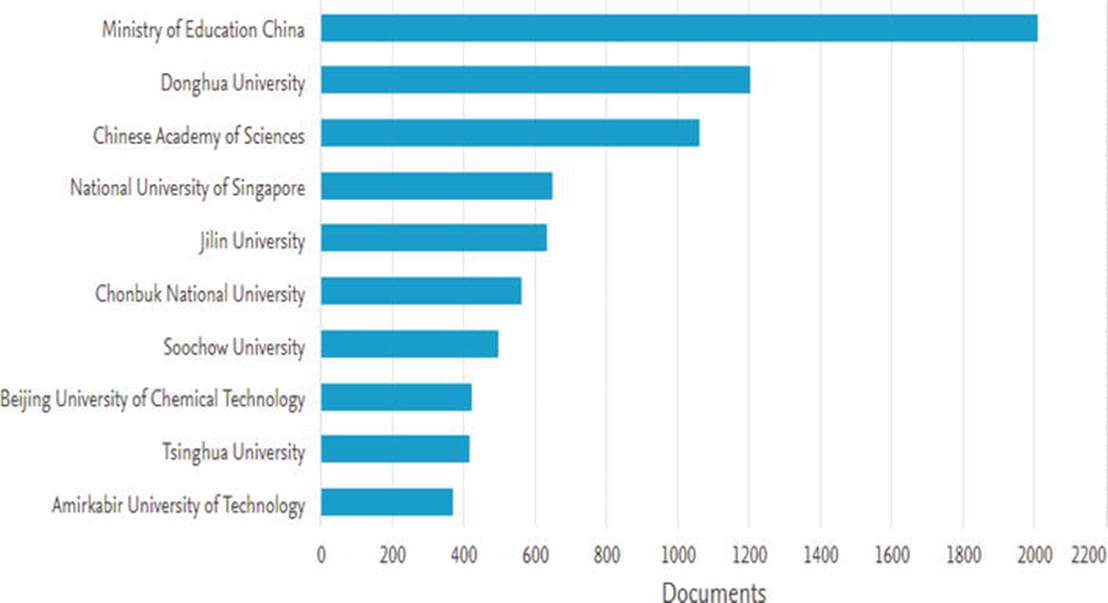
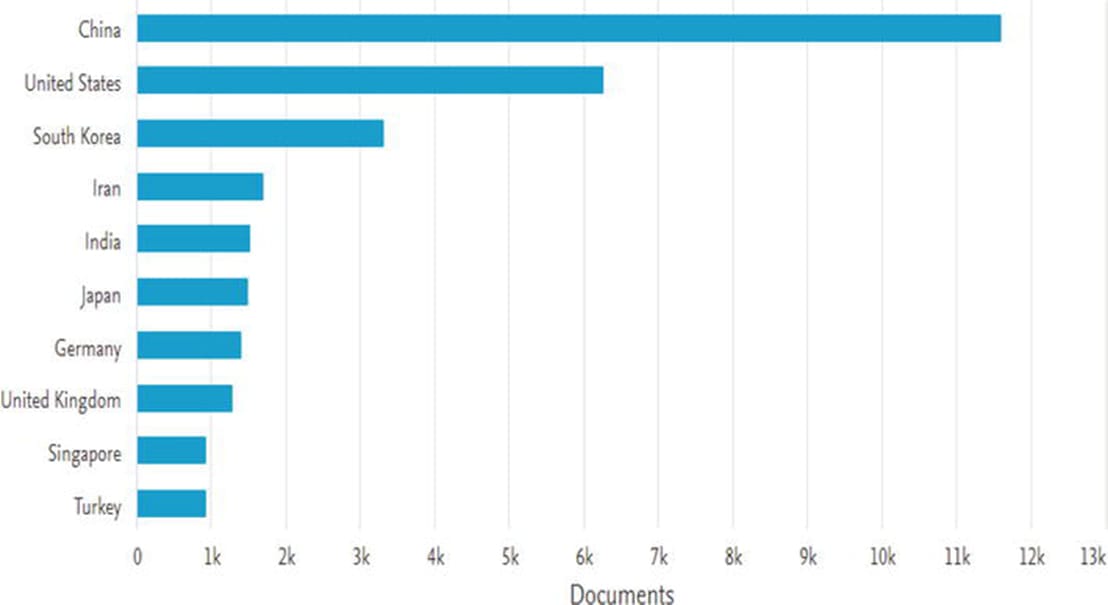
Nanofibers, until now, have been produced using electrospinning from nearly 100 diverse polymers of natural and synthetic origins. All polymers have been electrospun via solvent and melt spinning. Even with the persistent use of this technique, an understanding of the basics still need to be acquired. The below pictures show the research interest in the area of electrospinning and the market interest in the electro-spun product. More than 200 universities and research institutes worldwide (some with high publications as shown below) are still studying a variety of electrospinning processes, their various aspects, and the nanofibers produced. The market of electro-spun products is expected to increase mostly infiltration and medical fields by 2025.
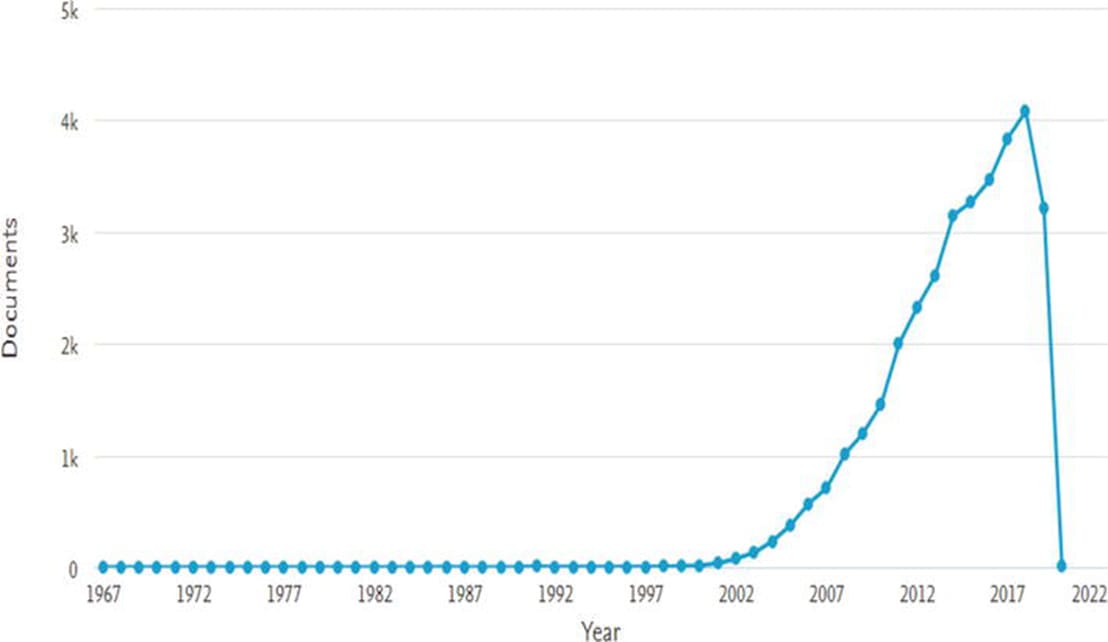
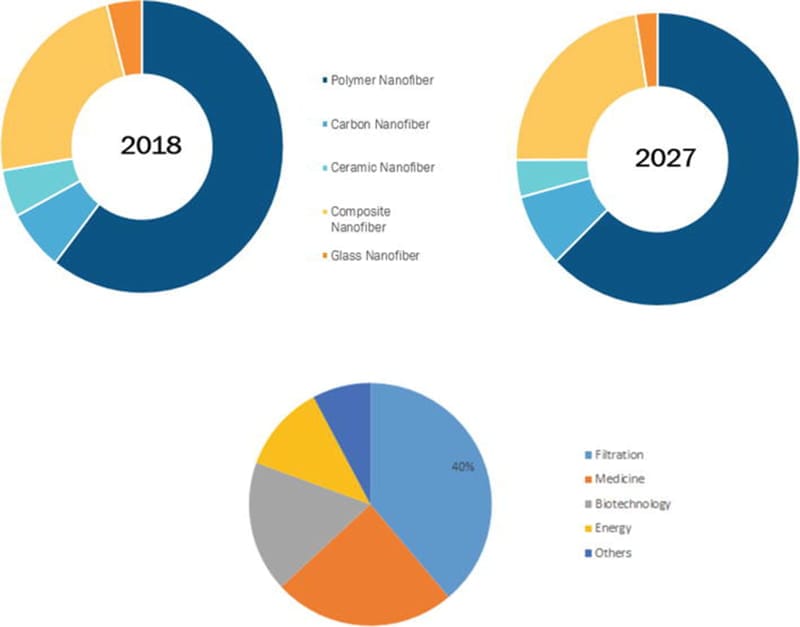
Nanofiber market to 2025—Global analysis and forecasts by material (polymer nanofiber, carbon nanofiber, ceramic nanofiber, composite nanofiber, and glass nanofiber) and application (energy, medical life science and pharmaceutical, and chemical and environmental and defense and security, consumer, electronics.
Applications
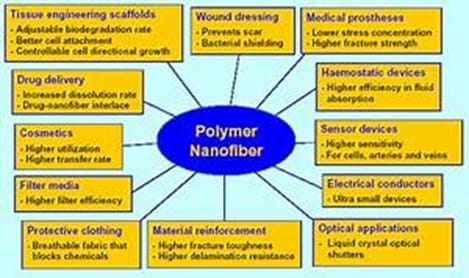
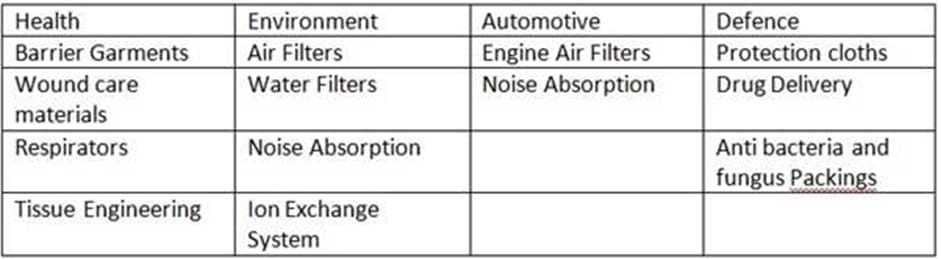

Nanofibers have many possible technological and commercial applications. They are used in tissue engineering, drug delivery, seed coating material, cancer diagnosis, lithium-air battery, optical sensors and air filtration, automotive industry,
Drug delivery/ drug carrier
- The maximum effect upon delivery of the drug to the target organ. Recently nanofibers are used in the healthcare systems, as a tool for drug delivery systems in various diseases. The use of nanofibers proves their importance and convenience as drug carriers. Unique properties of Nanofibers have attracted the designing of controlled drug delivery systems due to the high surface area to volume ratio, porosity so only we can apply in advance applications such as Biodegradable and controlled drug delivery systems. The benefits of the fibrous carriers are site-specific delivery of drugs to the body.
- Cancer diagnosis
- Lithium-air battery
- Optical sensors/electronic devices/nanoporous–Solvent-free electrolytes are of much interest because of their charge-transport mechanism and their possible applications in electrochemical devices. Improvement in electrical conductivity is achieved by adding a graphite nanoplatelet in PS. It represents the sharp transition of the polymer from an electrical insulator to an electrical semiconductor with the addition of a graphite nanoplatelet [346]. Helical nanofibers made from conjugated polymers have unique electronic and optical properties. They are expected to be used as building blocks in novel organic nanophotonic and electronic devices, as well as field-effect transistors, energy storage units, and sensors.
Sensors are commonly used to identify chemicals for surroundings safety, manufacturing process control, health care analysis, as well as military usages. A quality sensor must have a compact size, minimal manufacturing expense, and also several different functions, apart from the superior sensitivity, selectivity, and also accuracy. Good sensitivity and also swift response call for the sensor have a huge specific surface area as well as a remarkably porous structure. The properties held by electro-spun nano fibres fit properly with such specifications (Ding et al.2010a; Bracco et al.2014). Consequently, a nanofibrous structure must have a potential physical structure to develop an extremely sensitive as well as swift response sensor.
A number of strategies have already been employed to deliver nano fibres with a sensing ability, for example, employing a polymeric sensing mate-rial to electrospun nano fibres, including sensing molecules into nano fibres or even using sensing material on nano fibre surface by means of coating/grafting method (Li et al.2015). A PM-grafted poly (methyl methacrylate) nano fibres confirmed greater sensitivity to target analyte 2,4-dinitrotoluene in comparison with its cast film counterparts.
Fluorescence optical sensors have been additionally produced via a layer-by-layer electrostatic assembly approach to pertain conjugated polymer on top of nano fibre surface for the identification of methyl viologen and cytochrome in aqueous solution (Wang et al.2002). Porphyrin-doped silica nano fibres have been applied to identify the 2,4,6-trinitrotoluenevapour. These types of nano fibre-based sensors presented good sensitivity as well as a swift response. Apart from fluorescent properties, conjugated polymer-based electro-spun nano fibres have been additionally discussed, which is able to sense volatile organic compounds via optical absorption properties (Tao et al.2007).
A gas sensor having a particular absorption interaction within ammonia and poly (acrylic acid) nano fibres has been discussed, and weight dissimilarity caused via the gas absorption has been calculated through a quartz crystal microbalance. This particular sensor is able to find ppb degree NH 3 in an air environment, and consequently, the sensitivity is several times greater in comparison with the poly(acrylic acid) cast film Chemical Finishes–The benefits of nanotechnology are clearly seen in improving various properties including up-gradation of chemical finishes. One of the trends in synthetic processes is to pursue a nanoscale emulsification through which finishes can be applied to fibrous materials in a more precise manner.
Finishes can be emulsified into nano micelles, made into nano sols, or wrapped in nanocapsules that can adhere to the textile substrate more evenly. These advanced finishes led to the improvement of the textile performance of stain-resistant, hydrophilic, anti-static, wrinkle resistance, and shrink-proof abilities. This reviewed various nano finishes applied to textile materials. It includes easy care hydrophobic nano finish, superhydrophobicity (self-cleaning textile fabrics: Lotus Effect), the photocatalytic self-cleaning effect of TiO., and antimicrobial finishes based on silver. Metal oxides and ceramic nanoparticles are also used in textile finishing to alter the surface properties and impart various functionality.
- Air filtration—Air filtration, liquid filtration, molecular filtration, functional apparel, Face masks
- Oil-water separation-wipes
- Sportswear textile– Sportswear textile with nanofiber membrane inside is based on the modern nanofiber technology where the core of the membrane consists of fibers with a diameter 1000× thinner than a human hair. This extremely dense “sieve” with more than 2,5 billion pores per square centimeter works much more efficiently with vapor removal and brings a better level of water resistance. In the language of numbers, the nanofiber textile brings the following parameters:
Automotive: making the timing belt cover by Toyota Motors. Such a timing-belt cover exhibited good rigidity and excellent thermal stability. It also saved the weight by up to 25% due to the lower amount of clays used. Besides, N6nanocomposites have also been used as engine covers, oil reservoir tanks, and fuel hoses in the automotive industry because of their remarkable increase in heat distortion temperature and enhanced barrier properties together with their mechanical properties. reviewed various nano finishes applied to textile materials. It includes easy care hydrophobic nano finish, superhydrophobicity (self-cleaning textile fabrics: Lotus Effect.
Patterned fiber mats are the controlled deposition of fiber using direct-write methods, sometimes referred to as Near Field Electrospinning (NFES) or Scanned Tip Electrospinning Deposition. This process generally uses conductive tips rather than needles with extremely small tip-sample separations [8,77]. At such small working distances, the fibers do not undergo bending instability and therefore are collected in a more stable region of the jet, allowing for highly controlled fiber collection, generally on a moving substrate. The benefit of this technique is that micrometer-sized patterns can be generated within the resolution limits of the linear motion stage utilized for collection. Fiber mats were then coated with a thin layer of a polymerized perfluoroalkyl ethyl methacrylate to increase the hydrophobicity. Contact angle increased with increasing bead density. and decreasing bead size, due to increased surface roughness. Water contact angles as high as 139° for native PCL and 175° for coated PCL fibers were observed.
- Core-shell fibers–Recently, superhydrophobic core-shell fibers have been fabricated. typically, are bi-component fibers consisting of a core of one material type and an encapsulating shell of another material was able to use the STED method to deposit aligned nanoparticles in a polymeric fiber. Core-shell fibers, particularly with the core removed to make hollow tubes, also have many applications in the sensing and biological field.
- Block copolymer fibers—Block copolymers are known to self-assemble into a variety of nanoscale morphologies including spheres, rods, micelles, lamella, and cylinders.
- Pharmaceutical and Biomedical Purposes. –deal drug delivery systems have been developed to achieve the best therapeutic effects and lowest toxicity problems. The rapid progress in the field of nanotechnology has led to the development of many techniques for the production of numerous nano-scale composites, of which nanofibers have received considerable attention due to diversity in the fabrication technologies and applications, especially in the fields of pharmaceutical drug delivery, biomedical applications including wound dressing, and tissue engineering.
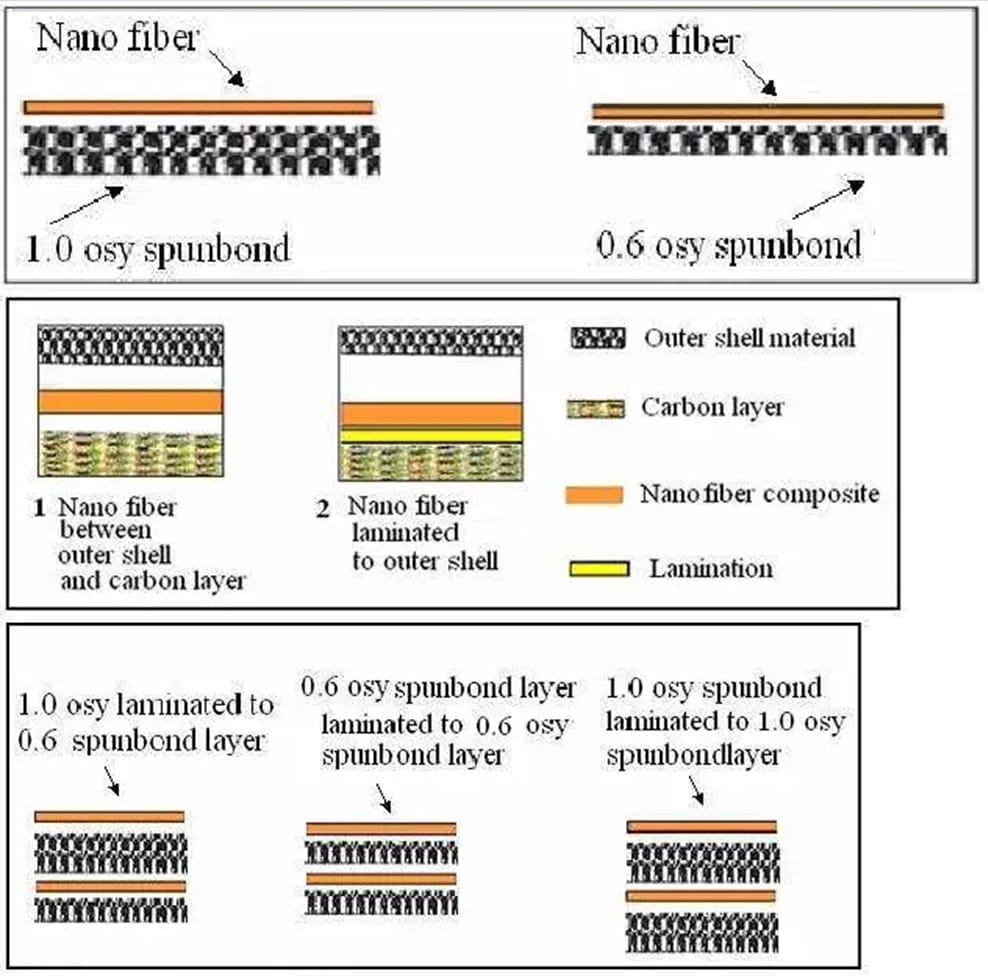
- Nanofiber combined with other nonwoven products has potential uses in a wide range of filtration applications such as aerosol filters, facemasks, and protective clothing. At present, military fabrics under development designed for chemical and biological protection have been enhanced by laminating a layer of nanofiber between the bodyside layer and the carbon fibers. E-Spin Technologies, Inc has produced a prototype of an activated carbon nanofiber web. PAN-based nanofibers were electro-spun. Then these webs were stabilized, carbonized, and activated. These activated PAN nanofibers gave excellent results for both aerosol and chemical filtration.
- A nanofiber nonwoven comprising a plurality of roped fiber bundles having a long axis. The roped fiber bundles comprise a plurality of nanofibers having a median diameter of less than one micrometer, where at least 50% by a number of the nanofibers are oriented within 45 degrees of the long axis of the roped fiber bundles. The nanofibers within the same roped fiber bundle are entangled together.


Factors affecting the electrospinning process.
There are various factors that affect the electrospinning process. These factors are classified as electrospinning parameters and solution parameters
- Solution viscosity— Another important solution property to consider is its viscosity. For highly viscous solutions, the electrical charges may not generate sufficient strength to stretch the solution to form fibers. If a solution is so viscous that it is almost “gel-like”, it may be necessary to reduce the concentration of the solution. However, below a certain concentration, the electrospinning jet may break up into droplets and no fiber is formed. At viscosities of more than 20 poise, electrospinning is prevented because of polymer flow instability due to the high cohesion of the solution. When the solution viscosity is increased, the polymer beads are larger, the average distance between them is longer, and the diameter of the obtained fibers is increased.
- Solution conductivity or charge density— When selecting the solvent(s) to dissolve the polymer, it is essential that one of the solvents have some degree of conductivity. Alternatively, organic or inorganic salt may be used to spike the solution. This also has the benefit of lowering the critical voltage required to initiate the electrospinning process [Son et al 2004]. However, this introduces impurity to the final polymeric product. Another useful method is to spike the solution with a mixture of solvent with one that is highly conductive.During the electrospinning process, an electric field is applied that will stretch the polymeric jet, which is caused by the repulsive forces that exist on the surface’s jet. The higher conductivity of the polymeric solution increases the concentration of the charge being stretched. Solution electrospinning is a simple and inexpensive polymer-processing technique for the fabrication of dense, nonwoven fibrous meshes
- Surface tension—- For the initiation of electrospinning, the charged solution needs to overcome the surface tension of the solution. Surface tension tries to reduce the surface area per unit mass of a liquid by forming spheres while the electrical charges on the electrospinning jet try to increase the surface area through elongation. While most solvents tend to have low surface tension, water has much higher surface tension and this makes electrospinning with water more challenging as the jet is more likely to break up into droplets or the formation of beaded fibers. Replacement of water by solvent or having solvent in the solution has been shown to reduce the surface tension and favor smooth fiber formation [Fong et al 1999]. Surface tension can be reduced by using surfactants but this also introduces impurities to the electrospun product. A cationic surfactant such as hexadecyl trimethyl ammonium bromide (HTAB) not only reduces the surface tension of the solution, it also introduces additional charge carriers to the solution. This has the dual function of reducing beads formation while increasing fiber stretching to produce finer fibers. Zheng et al (2014) were able to produce polyvinylidene fluoride electrospun fibers with an average diameter less than 65 nm with the addition of HTAB.
- Polymer molecular weight – We can use two different molecular weights of the same polymer. Conclusions. The molecular weight of PVA and the solution concentration have a significant effect on the structure of the electrospun polymer. … As the solution concentration increases, the fiber diameter, and inter-fiber spacing increase, and there is a gradual shift from circular to flat fibers.
- The volatility of solvent —Applied voltage to a component is the actual voltage given to the component. Whereas voltage across a component is the voltage drop/voltage dissipated by the component. In both cases, voltage means a difference in electrical potential between two points. As the electrospinning jet travels towards the collector, fibers are formed when the stretched jet solidifies upon solvent evaporation. A solution prepared from solvents with very low volatility may result in wet fibers, fused fibers [Mit-uppatham et al 2004], or even no fiber collection. On the contrary, high volatility may result in intermittent spinning due to the solidification of the polymer at the spinneret tip. For a solvent mixture where one of the solvents is of high volatility, rapid vaporization of one component of the solution will also lead to the gradual formation of a polymer skin at the tip of the spinneret. This skin may grow and eventually choke off the spinning solution until more solution has been dispensed to dislodge the solidified plug. Such spinning behavior is likely to introduce artifacts on the surface of the membrane [Knopf 2009].
- Field strength/applied voltage— Applied voltage is a vital factor in electrospinning for the formation of electrospun fibers. This is because fiber formation occurs only when the applied voltage surpasses the threshold voltage (about ∼ 1 kV/cm, dependent on the gel solution). As previously discussed, a rise in the applied voltage increases the electrostatic force of the polymer solution, which indicates the stretching of the jet, which ultimately leads to a decrease in fiber length. It has been found that changing the applied voltage will change the shape of the initial drop, thereby resulting in a change in the structure and morphology of the fibers [19, 45].
- Flow rate— Fibers with different diameters were obtained using flow rates of 0.1, 0.5, 1, and 1.5 mL/hr, 20 wt% solution concentrations, with an applied voltage of 20 kV and 15 cm spinning distance. Flow rate influenced the fiber diameter distribution, droplet size and its initiating shape at the capillary tip, the trajectory of the jet, maintenance of Taylor cone, areal density, and nanofiber morphology. The morphology of the electrospun nanofibers was analyzed by using the scanning electron microscope (SEM). The effect of flow rate on the deposition area was also investigated for better control of the process. It was observed that a stabilized Taylor cone, small average droplet size, narrowest fiber diameter distribution, more stability in the originating jet, and uniform morphology of nanofiber is obtained at a flow rate of 0.5 mL/hr.
- Distance between the tip and the collector—- Needle to collector distance is one of the parameters that can affect the electrospinning process since it determines the electric field ( in kV/cm ) for the fibers to form and the distance/time there is for the solvent to evaporate. However, from my experience, it is not one of the main variables in the process and its effect is not very significant on fiber morphology or formation. Other variables such as polymer concentration, the choice of solvent, and the applied voltage will have a much more strong effect on the formation and morphology of fibers.
- Needle tip design and placement — HVDC power supply are connected to the metallic needle. This metallic needle, on the other hand, is connected to the syringe. When the high voltage is applied to a polymer drop emanating from the metallic needle, the charged particles start to concentrate on the surface of the polymer drop, thus resulting in the excess buildup of charged particles at the tip of the drop.
- Collector composition and geometry— Some efforts have been made to construct 3D nano- fiber structures by post-processing the electrospun mats. [10] or integrating electrospinning. Collector geometry can influence mat morphology, such as fiber alignment and pattern. Collectors can be stationary, such as metal plates or parallel electrodes, or rotating-type disks or mandrels [14]. In general, a randomly oriented web of fibers is collected on static targets, whereas aligned fibers are collected on spinning substrates. Some collectors possess unique geometries to affect particular fiber orientations or patterns.
- Take-up velocity of collector — The effects of collector geometry on the nanofiber structure were characterized by polynomial regression analysis. The length-to-width ratio and inclination angle of the collector was found to be critical to nanofiber distribution within the 3D scaffold. The nanofiber orientation was consistent with the direction of electric field vectors between the two levels of the collector. After a continuous culturing for 7 days, fibroblast cells were uniaxially organized within the 3D scaffolds, closely resembling the fibrous structure in musculoskeletal tissues. This study provided a novel approach to biomimetic native tissue microstructures and showed great potential as a future fabrication additive manufacturing platform for tissue engineering.
- Ambient parameters—- The experimental results show that the average diameter of electro-spun PEI fibers increases with increasing relative humidity at all ambient temperatures. As the temperature increase, the average diameter of electro-spun PEI fibers decreases. The surface roughness of the fibers increases with increasing of RH. The whole of the electro-spun PEI fibers obtained is circular shaped.
- Solution Phase Transitions (Fiber physical characteristics) —- A solution-phase diagram shows the interaction between the polymer and solvent in terms of its solubility at various temperatures. The phase diagram may be used to predict the conditions where the polymer will undergo phase separation and form porous structures. In an environment with high humidity, water may be absorbed into the electrospinning solution and forms a ternary phase system. Fashandi and Karimi (2012) did a comprehensive study on the effects of N, N-dimethyl formamide (DMF), and tetrahydrofuran (THF) at different ratios for electrospinning polystyrene solution across different temperatures and humidity. With THF, the miscibility area is larger, and only solid polystyrene fibers were formed regardless of humidity. However, DMF has a smaller miscibility area and porous (internal or surface) fibers were formed especially at higher humidity and lower temperature.
- Driving source in electrospinning–Electrospinning has been utilized to generate nanofibers from various types of materials. The most commonly used materials are organic polymers in the form of either solution or melt. Small molecules can also be directly electrospun into nanofibers if they self-assemble and generate sufficient chain entanglementMethods of increasing productivity of electrospinning processes and different electrospinning designUnlike conventional fiber spinning techniques, Wet spinning, dry spinning, melt spinning, gel spinning.
- Sound reducing. Fiber Surface Area and Cross-section The friction between fibers and air increases with fiber surface area resulting in higher sound absorption. The sound absorption in the porous material is due to the viscosity of air pressure in the pores or the friction of the pore wall. Therefore, sound absorption increases with a specific surface area of fiber with an increase of relative density and friction.
Conclusions and Future Directions
The large body of literature that has recently emerged concerning nanofibrous scaffolds is a testament to the degree of excitement in the field regarding their potential for tissue engineering applications. As the field advances, several exciting new possibilities arise, and what first emerged as a simple straight-and-narrow template for organizing cells will develop into multifunctional scaffolds that enhance tissue repair and regeneration. Emerging work focused on the combination of multiple polymers into composite arrays will
allow for the tuning of scaffold properties to match those of numerous native tissues. New drug and gene delivery methods are emerging that will impart additional functionality, potentially improving in vivo maturation rate and expanding the potential clinical application.
The current situation regarding the delivery of antibacterial drugs is constantly drawing attention. The local delivery of these drugs is achieved by nanofiber-based formulations that are capable of localizing the drugs at the site of action. Due to this effect, present investigations are still improving for further delivery opportunities that will result in the technology transfer from laboratory to industrial scale-up processes, which will make these formulations more precious and irreplaceable.







