
ELECTROSPINNING PROCESS
Electrospinning is from the academic as well as technical perspective presently the most versatile technique for the preparation of continuous nanofibers obtained from numerous materials including polymers, metals, and ceramics. Electrospinning is a physical process used for the formation of thin fibers in which a viscous liquid is subjected to electrical shear stress by maintaining the nozzle at a high electric potential. In the electrospinning process, no additional mechanical energy other than that from the electric field is applied for the fiber elongation.
Electrospinning was used for the production of thin fibers of a diameter smaller than 0.5 mm from a variety of materials. It is important to note that the supermolecular structure of electrospun fibers does not differ significantly from that of fibers produced via wet spinning. It has been shown that the diameter of electrospun fibers is smaller than that of fibers produced by other methods, for example, blow spraying. Interest in polymer materials has grown in recent years due to their potential application as smart or intelligent materials. It should be mentioned that electrospinning from a capillary nozzle is not the only electrostatic method for nanofibre production. Fibers can also be spun from a drum covered by a solution and placed in an electric field. Such a device, known as a “Nanospider”, was developed at the Technical University of Liberec and patented.
Principle of Electrospinning. Electrospinning involves an electrohydrodynamic process, during which a liquid droplet is electrified to generate a jet, followed by stretching and elongation to generate fiber(s). Electrospinning equipment allows to obtaining of fibers by means of coaxial stretching of a viscoelastic solution.
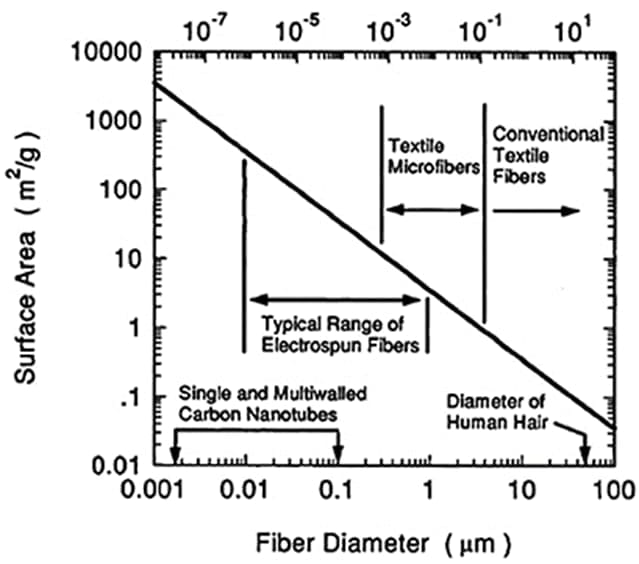
These fibers have diameters ranging from sub microns to nanometers, ranges in which it is possible to find unique characteristics such as a very large surface area in relation to volume (in the case of nanofibers, this ratio can be very high, approximate 103 times more than a microfiber), flexibility on the surface, high porosity, interconnected pores, and superior mechanical performance compared to other already known forms of the material.
These characteristics turn nanofibers into optimal candidates for a variety of applications including fabric engineering, textiles, and various medical applications such as bone replacement, dental implants, drug delivery systems, vascular grafts, or artificial blood vessels among others.

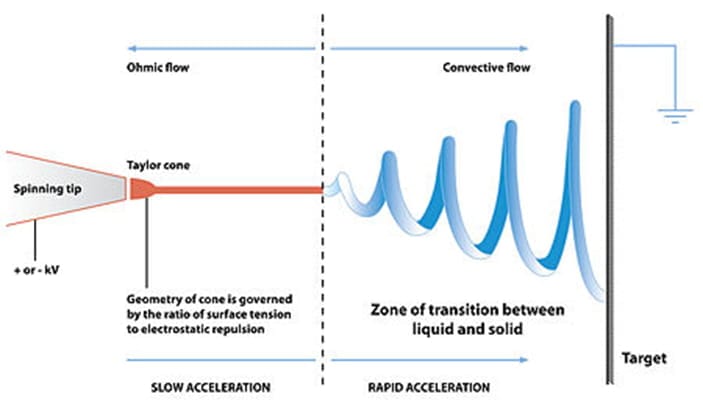
Electrospinning is a fiber production method that uses electric force to draw charged threads of polymer solutions or polymer melts up to fiber diameters in the order of some hundred nanometres. When a sufficiently high voltage is applied to a liquid droplet, the body of the liquid becomes charged, and electrostatic repulsion counteracts the surface tension and the droplet is stretched; at a critical point a stream of liquid erupts from the surface
Various Types of Electrospinning
- Multi-axial Electrospinning
- Bi-component Electrospinning. …
- Multi-needle Electrospinning. …
- Electro blowing/Gas-assisted/Gas jet Electrospinning. …
- Magnetic Field Assisted Electrospinning. …
- Conjugate Electrospinning.

One of the many modifications that have gained popularity is coaxial electrospinning, which allows two different materials to be spun at the same time. Thus, structures in which one material is surrounded or protected by another can be obtained, and it is possible to isolate one that is unstable in conditions of use with another that is more stable in order to dose the output of the one that is protected in pharmacological applications or to increase the possibilities as support in tissue engineering when a less biocompatible polymer is surrounded by another one with better characteristics.
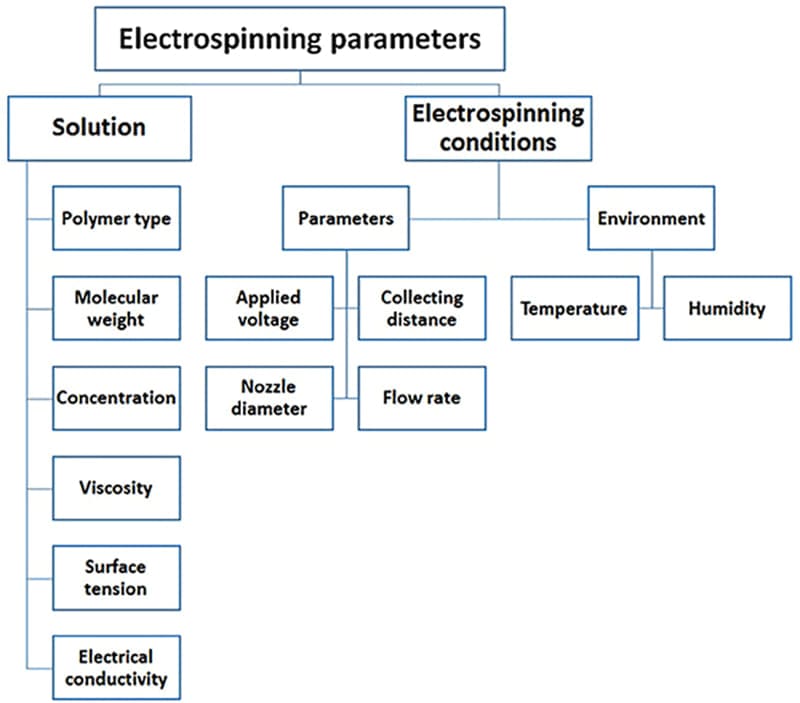
Basic Parameters
- Molecular weight, molecular weight distribution and architecture (branched, linear, etc.) of the polymer
- Solution properties (viscosity, conductivity, and surface tension)
- Electric potential, flow rate, and concentration
- Distance between the capillary and collection screen
- Ambient parameters (temperature, humidity, and air velocity in the chamber)
- Motion and size of target screen (collector)
- Needle gauge
| Processing Parameters | ||
|---|---|---|
| Voltage | Fiber formation only after a certain threshold voltage. Higher voltages cause greater stretching of the solution with reduction of fiber diameters; but if too high voltage may cause instability of the jet and increase in fiber diameters. | Tip to collector distance, Conductivity, Feed rate |
| Tip to collector distance | Affects the traveling time of the polymer jet, should be high enough to allow complete evaporation of the solvent. | Voltage, Feed rate |
| Feed rate | Determines the amount of solution available per unit of time. Influences the jet velocity and the material transfer rate. The higher the rate and the greater the amount of polymer to be processed and so the greater are the fiber diameters. | Tip to collector distance, Voltage, Viscosity |

The technique consists of rotating polymer solutions through high electric fields inside an electrospinning machine. This technique is based on applying sufficient electric forces that exceed the forces of surface tension in the loaded polymer solution, thus at a given voltage, fine jets of solution are expelled from the capillary to the collector plate. The jet then moves in the direction of the electric field, elongating according to external and internal forces and sometimes experiencing instability.
In addition to the conventional setup where high voltage is connected to the nozzle spinneret, high voltage can also be connected to the collector to perform electrospinning. This works based on the inductive effect produced from the high potential applied by the collector. It has been found that when high voltage is connected to the collector and the nozzle is grounded, electrospinning proceeds successfully but requires higher critical voltage to start the spinning process, and results in enlarged fiber diameter and lower nanofiber production rate. The solvent evaporates and the segments of fibers are randomly deposited on a substrate.
Electrospinning is finding multiple applications from simple laboratory devices to larger, industrial elements, with the use of biomaterials in medicine, which is the most popular so far. Membranes resistant to biochemical gases or effective in trapping aerosols is another of the electrospinning most advanced uses, as well as in photovoltaic devices, sensors, or as covers for electromagnetic protection. Self-assembled nanostructures are gaining attention in the fields of tissue engineering, drug delivery, sensing, catalysis, and energy harvesting/storage. In particular, nanofiber materials are of great interest because of their long length scales, resulting in very high aspect ratios, and the high degree of fiber orientation possible.
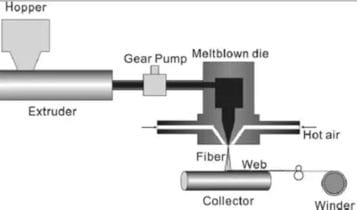
Nanofibers are generally prepared using drawing with a micropipette, template synthesis, phase separation, chemical vapor deposition, melt blowing, and electrospinning. Of the aforementioned techniques, electrospinning is the most versatile and simplest method of preparing such nanofibers. It is also potentially scalable and requires little equipment. Electrospinning is an electrostatically-driven process that generates fibers of nanometer to micrometer diameters. Specifically, when a high voltage is applied to a liquid droplet, electro-static repulsion overcomes surface tension to stretch the droplet.
If molecular cohesion or chain entanglement in the droplet is sufficiently high, the droplet does not break up (electrospray) but instead continues to stretch to form fine fibers on a grounded collection target. During the electrospinning process, the jet undergoes a whipping instability, which is the primary mechanism for the formation of sub-micron fibers. Electrospinning is a fiber production method that uses electric force to draw charged threads of polymer solutions or polymer melts up to fiber diameters in the order of some hundred nanometers.
Electrospinning shares characteristics of both electrospraying and conventional solution dry spinning of fibers. The process does not require the use of coagulation chemistry or high temperatures to produce solid threads from the solution. This makes the process particularly suited to the production of fibers using large and complex molecules. Electrospinning from molten precursors is also practiced; this method ensures that no solvent can be carried over into the final product.
Electrospinning process
Electrospinning is a continuous nanofiber manufacturing method.
This high draft ratio is attributed to the principle of electrospinning: electro micro stretch. Traditional industrial spinning fiber is stretched from one end. All the molecular chains between the spinning pool and the jet end are stretched by the force transferring from its end. However, the driving force of polymer chains in electrospinning is different; not from the end, but between the adjacent charges which endure a repulsion or attracting force in the electric field. In this way, an electrospinning jet represents an equilibrium state in a tug of war between electrostatic force and surface tension force. Liu et al. demonstrated this tug of war process by a simulation method of dissipative particle dynamics.
Processing parameters– Processing parameters always play important roles in judging spinnability and controlling fiber properties in both electrospinning processes.
These parameters include
- governing variables such as the applied voltage at the spinneret, the tip-to-ground distance, the hydrostatic pressure in the capillary tube. — The electrospinning process generates fiber when the applied voltage surpasses a given value required to balance the surface tension of the solution or melt. The electrical field intensity is estimated as the applied voltage divided by the distance between the tip and collector in most research. A higher electric field intensity value is obtained either by decreasing the distance between the tip and collector or by applying higher voltages. In 1969, Taylor deduced the threshold voltage of electrospinning, which defined the relationship between threshold voltage and the processed material. That is to say, when the applied voltage exceeds this value, it breaks the balance between the electric force and the surface tension of the droplet, so a jet is ejected. For solution electrospinning, it is commonly found that fiber diameter decreases with an increase in the applied voltage. However, some polymer solutions like polyvinyl alcohol (PVA) and polyethylene oxide (PEO), do not follow this rule. The applied voltage has an important effect on non-woven morphology as well. Too weak or too strong an electrical field intensity, may cause beads of fiber in solution electrospun, non-woven fabrics and result in a rough surface. For different materials, there is a suitable applied voltage range when other parameters are fixed. For melt electrospinning, because of the dielectric properties and high viscosity of the polymer melt, the applied voltage is more than 2 times that used in solution electrospinning. Therefore, 20–100 kV is needed to polarize the polymer melt, and induce the generation of polymer jets, while usually 5–20 kV is loaded on the end of the syringe needle in solution electrospinning. Increasing the voltage is a common measure used to obtain finer fiber in melt electrospinning, but it can cause corona or breakdown if the voltage is too high. Ratthapol proposed a vacuum melt electrospinning method, improving the threshold voltage, in which the loading voltage can reach 1–30 kV/cm without breakdown, however, this method may prove costly if used in large-scale production.
- ambient conditions such as solution temperature, air flow, and humidity in the electrospinning chamber. High temperature and low humidity in the spinning area benefit the evaporation of the solvent, and this is helpful to obtain smaller fiber diameters. When the temperature is too high in solution electrospinning, the spinneret may easily be blocked because of fast evaporation. In melt electrospinning, the high ambient temperature can keep the spinning jet in a melt state for a long time, which increases the thinning time of the jet and is beneficial to smaller fiber production. The electrospinning process can rarely be carried out when the humidity surpasses some value since a corona or breakdown may happen. Obvious changes on the surface of the solution electrospun fiber have been observed when spinning temperatures and humidifies change.
Viscosity
The viscosity of the polymer melt or solution has a great effect on spinnability. Over a certain range, decreasing viscosity contributes to better spinnability and smaller fiber diameter. The viscosity of the electrospun materials must be within a certain range (for solution electrospinning, it is commonly 5–20 Pas, while for melt electrospinning, it is commonly 20–200 Pa.s. If the solution viscosity is lower than a certain value, some microspheres may be electrically ejected onto the fabrics because of insufficient chain entanglement. They would then melt with a low viscosity due to a very low molecular weight and would also be unable to produce fiber.
Commonly, polymer melt or solutions with high viscosity produce thick fiber, while a modified material with a viscosity reducer or surfactant can produce a relatively small diameter fiber. For example, in order to prepare fiber smaller than 1 µm by melt electrospinning, researchers have tried a variety of methods to reduce the melt viscosity – including using plasticizer and conductive additives.
Conductivity
High conductivity of processed material means a greater number of net charges on the jet when high voltage is loaded, therefore, a smaller fiber diameter can be attained by elevating the conductivity. Higher conductivity also may cause a drastic whipping of the electrospun jet, especially for polymer solutions, however, this may lead to a wide diameter distribution of the electrospun, non-woven fabrics. A widely used method to improve conductivity is by adding salts, pyridine], or carbon nanotube (CNT) in polymer solution or polymer melts. However, this may change the original fiber properties. Some researchers have investigated additives that evaporate when jetting.
Spinning distance
The spinning distance was defined as the distance between the spinning tip and the collector. This distance is exactly the route that the electrospun jet experiences. Changing the spinning distance may cause a change in solvent evaporating velocity, the electrical field intensity, and the solidifying state, and thus affect the fiber properties indirectly.
When the spinning distance is too short, the fiber will not be thinned enough because of a lack of the whipping process and inadequate solvent evaporation, as a result, the beads may accrue, and even prepared fabrics may dissolve back into the concentrated solution at this stage. On the contrary, if there is an increase in the spinning distance and a fixed electric field intensity, smaller fiber can be produced, and naturally, a larger area of deposited non-woven fabrics is prepared. The spinning distance in most cases was set at 7-15 cm.
It should be noticed that near-field electrospinning has been developed for patterned deposition of nanofiber, in which the spinning distance was set smaller than 1 mm and jet whipping was almost eliminated.
Spinning angle
Many spinning angles have been previously studied, with 0-degree 45degree and 90 degrees being the most common. There is little experimental evidence that spinning angle affects fiber diameter. However, the uniformity of the electro-spun fibers increased at 45 degrees because the flow rate was often lower and gravity did not allow for the formation of as many beads.
Orifice diameter
The smaller the orifice diameter, the smaller the fibers tend to be. Dhirendra et al .demonstrated that a smaller orifice diameter results in PLAGA nano fibers with smaller diameters. The fiber diameter decreases with decreasing orifice diameter
| The character of a spinning head | Fiber diameter (nm) | S[pinning voltage (kV) | Output (h/h) |
|---|---|---|---|
| Single orifice | 3-500 | <30 | 0.01-0.1 |
| Laser heated linear sheet | <1000 | 16-41 | 0.36-1.28 |
| Circling linear head | 282-552 | 25-55 | 4-2 |
| Edge of a disc | 595-1235 | 2050 | 6.85 |
| Magnetic fluid surface | 200-800 | >32 | 0.12-1.2 |
| Cylinder surface | 100-800 | 40-70 | 1.25-12.5 |
| Spraying from the cylinder surface | 150-400 | 40-50 | 0.44-6 |
| Bubbles | 50-200 | 10-35 | 0.06-0.6 |
| Layered pyramid | 87-289 | 55-70 | 2.3-5.7 |
| Conical coil | 100-700 | 45-70 | 0.86-2.75 |
| Spiral coil | 164-424 | 40-70 | 2.94-9.42 |
Solvent boiling point
A low boiling point is a desirable characteristic in electrospinning applications because it promotes the evaporation of the solvent under conventional atmospheric conditions. This property promotes the deposition of polymer fibers in an essentially dry state. However, a solvent with an exceedingly low boiling point leads to frequent clogging of the spinneret, due to quick evaporation of the solvent. Wannatong et al . reported that polystyrene fiber diameter decreases with increasing solvent boiling point. During its flight to the grounded target, an ejected charged jet is stretched to a much lower diameter. At the same time, the solvent gradually evaporates, causing the viscoelastic properties of the jet to change. As soon as the viscoelastic force exceeds the electrostatic. force, the jet cannot be stretched much further. Based on this explanation, solutions of PS in both toluene and THF (which have low boiling points of 111degree C and 65—66 degrees C, respectively) would give fibers with larger diameters than those in m-cresol and DMF.
Dielectric constant
The dielectric constant is a material property that describes a material’s ability to store charge when used as a capacitor dielectric. An increase in the dielectric constant means an increase in the charge storage capacity of the material. Methylene chloride (MC) has a dielectric constant of 9.1, whereas the dielectric constant of dimethylformamide (DMF) is 36.7. By increasing the composition of DMF in the solvent, the dielectric constant of the solvent increases as a result. The fiber diameter of polycaprolactone (PCL) was found to decrease as the solvent’s dielectric constant increases.
Feeding rate
Zong et al. reported that a lower solution feeding rate yielded smaller fibers with spindle-like beads. At a higher feeding rate, larger fibers and beads were observed. Since the droplet suspended at the spinneret tip is larger with a higher feeding rate, the et carries the fluid away at a higher velocity. As a result, the electro-spun fibers are harder to dry before they reach the grounded target. Consequently, a higher feeding rate results in large beads and junctions in the final membrane morphology. The below-mentioned Figure shows the SEM images of fibers at a feeding rate of 20 ml/min and 75 ml/min, where (a)shows smaller beads and finer fibers and (b) shows bigger beads and larger fibers.
Solvent properties
Solvent properties including the surface tension and conductivity, determine the final solution properties and affect fiber properties indirectly. Solvent with low surface tension is a good candidate for better electrospinning solution preparation, thus the electrospinning process can be easily carried out by loading a relatively low voltage.
Volatility should be another concern when choosing the right solvent. If the volatility is too high, a blockage at the spinneret may occur from time to time; if the solvent evaporates as slowly as water, then an adhesive and thick fiber may be obtained. In addition, inadequate evaporation of the solvent in the spinning solution may cause a toxic solvent residual in fabrics, which is not wanted in medicinal and sensor applications. Solution conductivity in electrospinning has been discussed. In a solution system, the selected solvent’s conductivity is the first-factor defining solution conductivity, and using additives to improve conductivity is the second factor considered to adjust the solution’s conductivity.
Collector
Non-woven fabrics are usually defined as randomly deposited fibers. However, sometimes controlled deposition of fibers, at least partially oriented fibers or patterned fabrics are needed in areas like cell scaffolds, sensors, and tailored filters. Therefore, different collectors or collectors with certain movements were utilized to realize specially controlled fabrics in electrospinning. Li, Wang, and Xia have demonstrated that the nanofibers can be uniaxially aligned by introducing an insulating gap into the conductive collector. Other interesting methods including the use of collector-like knife-edged blades, rotating wire drums, rings placed in parallel, etc., have also been proposed and tested.
General
The solution (spinning dope) properties such as viscosity, conductivity, surface tension, and elasticity. The Spinnability of various polymers has been widely investigated. Fong et al. found that electrospinning of PEO solutions (using the cosolvents of water and ethanol) that have viscosities between1–20 poises and surface tension in the range of 35–55 dynes/cm was fiber-formable. However, for electrospinning of CA in 2:1 acetone/DMAc, viscosities between 1.2and 10.2 poise were fier-formable. These two cases show that the spinnable set of conditions for different polymer solutions is unique. In the following sections, the parameters of the electrospinning process are discussed in greater detail.
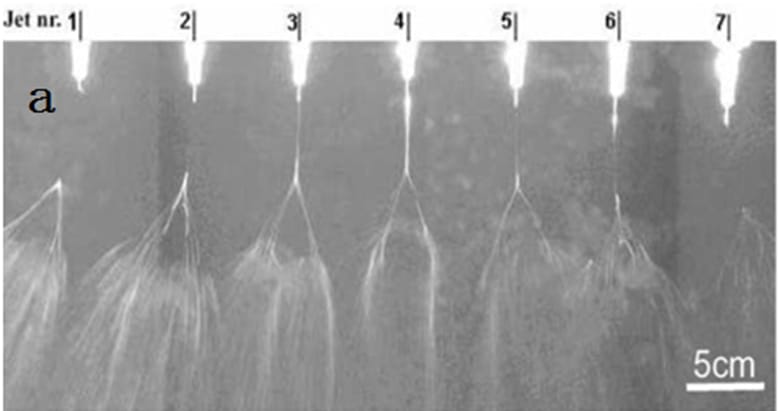
The spinneret matrices for scaling-up electrospinning as the figure shows is an on-brain method by simply copying single spinnerets. Its most impressive advantage is that there is no risk in carrying out any scaling-up processes of materials that are realized in a single needle setup. However, if the neighboring spinning heads are too close, the jets’ distribution on the deposited fabrics will not be even because of the electrical field interference between the needles. In order to deal with this problem, it has been suggested that the array parameters, of the spinning heads, be improved. It has also been demonstrated that the interference of the electrical field can be minimized by adding a hat to the spinning head.
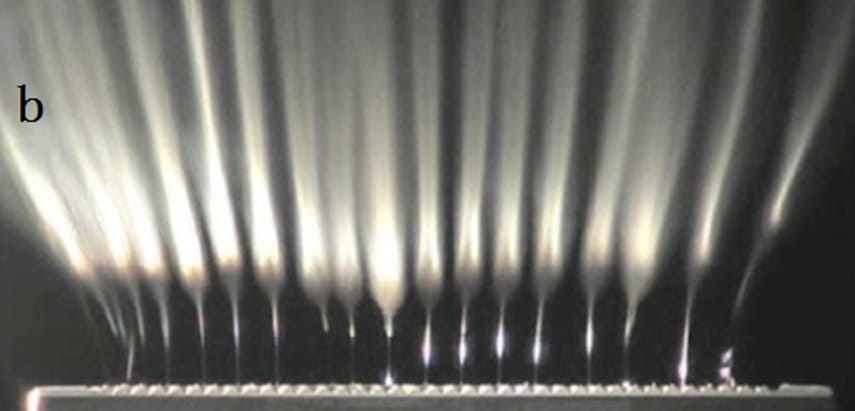
The latter method, needleless electrospinning or so-called free-surface electrospinning or the nozzle-less electrospinning method, is much simpler than the method mentioned above. This was first published by A.L. Yarin and E. Zussman in 2003. They used magnetic fl003 prepared by mixing the magnetic powder in kerosene with oleic acid as a stabilizer to initiate multiple jetting from the free surface under the action of the normal magnetic and electric fiber, which yields about 26 jets/cm2, while the former method with nine orifices yields only 2.25 jets/cm. Subsequently, many kinds of varieties of methods emerged by improving the spinning heads. Outputs have been listed below, from which we can find that most of them have yielded close to 10g/h.—Refer site
Stages during electrospinning process and role of viscosity of manufacturing fibers.
The electrospinning process may be broken down into several operational components: (i) charging of the fluid, (ii) formation of the cone-jet, (iii) thinning of the jet in the presence of an electric field, (iv) instability of the jet, and (v) collection of the jet (or its solidified fibers) on an appropriate target.
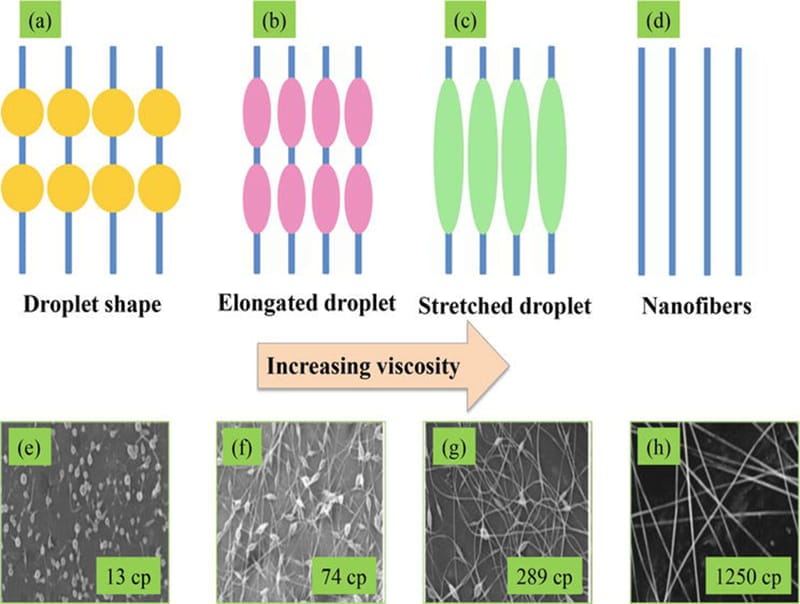
Solution viscosity plays an important role in determining the fiber size and morphology during the spinning of polymeric fibers. It has been found that with very low viscosity there is no continuous fiber formation and with very high viscosity there is difficulty in the ejection of jets from the polymer solution, thus there is a requirement of optimal viscosity for electrospinning.
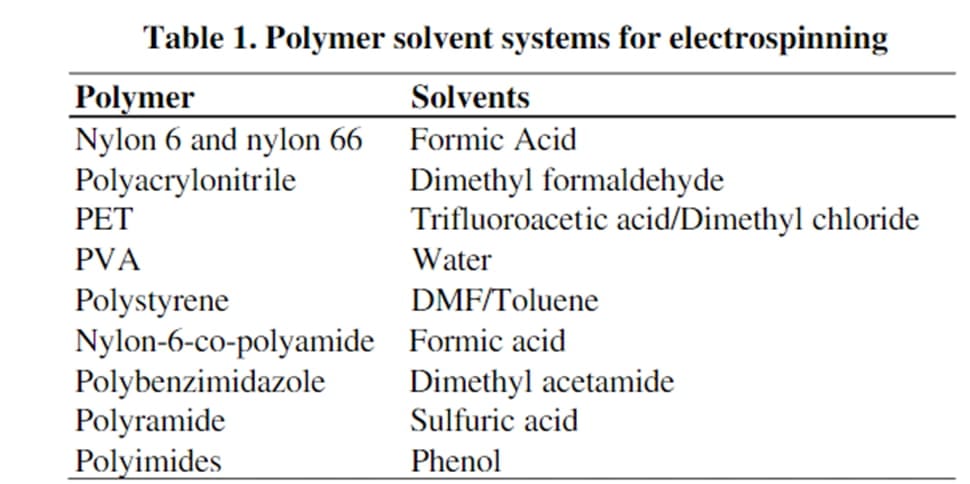
Polymer-solvents used in electrospinning.
The polymer is usually dissolved in suitable solvent and spun from solution. Nanofibers in the range of 10 to 2000 nm diameter can be achieved by choosing the appropriate polymer solvent system
Table 1 gives list of some of polymer solvent systems used in electrospinning.
Although electrospinning is a very simple process, requiring just simple laboratory equipment to yield fibers down to the nanoscale, the science behind it is not simple at all. Electrospinning process involves the understanding of electrostatics, fluid rheology and polymer solution properties such as rate of solvent evaporation, surface tension and solution conductivity. These fundamental properties are constantly interacting and influencing each other during the electrospinning process
Since the late twentieth century, electrospinning, a technology used for the fabrication of nanofibers, has been receiving increasing attention not only in the scientific community but also in industry. With this technique fibrous material was conveniently prepared with fascinating properties such as ultrafine diameters in the range of 10–500 nanometer (nm), high permeability, porosity, surface area per unit mass, and small inter-fibrous pore size. It is, therefore, considered to be a vital scientific and commercial venture with global economic benefits. This technology traced its legacy back to 1902 and 1934, when the very first patents entitled “Apparatus for Electrical Dispersion of Fluids” and “Process and Apparatus for Preparing Artificial Over and Done Threads from Electrically Dispersed Fluids” were registered. Since then, this process was largely ignored until the 1990s. However, with the recent revelations by researchers who are associated with the field of nanotechnology mainly nanofibers, investigations into the preparation of nanofibers using the aforementioned technique picked up momentum.
In the literature, various techniques are reported for the fabrication of nanomaterials. These include drawing-processing, template-assisted synthesis, self-assembly, solvent casting, phase separation, and electrospinning. With advancement of research in nanotechnology, particularly associated with nanoparticles, nanostructures, and more explicitly with the preparation of scaffolds, electrospinning emerged as a highly developed and frequently used technique/process. This process is favored over other techniques such as solvent casting and phase separation, since nanofibers have high surface area to volume ratio and inter-/intra-fibrous pores. In addition to the previously mentioned properties, it has the advantages of being easy to use and have a low processing cost.
The growing literature on electrospinning has helped this technique to pave the way for advancements in areas like environmental protection, bioengineering, electronics, and catalysis. The capability of this technique to produce nanomaterials from numerous raw materials ranging from simple natural polymers to complex materials such composites has attracted a large number of researchers. For example, scientists have reported a wide range of applications of electrospun nanofibers in the protection of the environment, most importantly in water and air filtration. Subramanian et al. and Feng et al. emphasized the importance of using electrospun nanofibers for the removal of contaminants from water, focusing on the application of electrospun nanofibers in nanofiltration.
Furthermore, polymers with a piezoelectric effect (i.e., polyvinylidene fluoride) can be subjected to an electrospinning technique for the fabrication of nanofiber scaffolds with a piezoelectric effect. Apart from the use of nanofibers in scaffolds with piezoelectric effect, they can also be used for producing high-surface-area nano sensors. Huang et al. suggested that scaffolds of the copolymer poly(lactide-co-glycolide) (PLGA) could be used as sensing tools in both chemical and biological fields. Investigators have also highlighted that sensor prepared of nanofibers might demonstrate improved sensing capabilities for chemicals such as 2,4-dinitrotulene DNT, mercury (Hg), and ferric (Fe+3) ions as compared to orthodox thin film.
Furthermore, fluorescent polymer electrospun nanofiber optical sensors also showed high sensitivity. Ultrafine electrospun nanofiber scaffolds can also be applied in the preparation of nanotubes, which are of prime importance in various industries. To prepare nanotubes, electrospun nanofibers are coated with the raw material of the nanotubes, and upon the evaporation of a solvent via solvent evaporation or the thermal degradation of the polymers, the nanotubes are synthesized. Bognitzki et al. adopted a physical and chemical vapor deposition technique using poly (L-lactide)(PLLA) nanofibers as a template and synthesized polymer composite nanotubes comprised of poly(p-xylene)/aluminum metal with a thickness of 0.1–1 mm. Hou et al. prepared nanotubes with an even smaller diameter by adopting the same technique using poly(L-lactide)(PLA) and poly(tetramethylene adipamide)(PA) as templates.
Electrospun nanofibers have also played a pivotal role in the area of biomaterials. The importance of electrospun nanofibers in the biomedical field can be determined from the fact that numerous articles are being published every year on a regular basis in high-quality journals, highlighting their significance in biomedical engineering. Nanofiber scaffolds were also functionalized with desired triggering groups. These triggering groups performed a significant role in providing conducive atmosphere to the cells, which resulted in their enhanced anchoring, proliferation, and differentiation. For example, collagen fibril has been known to enhance the interaction between cells and scaffolds. Similarly, electrospun nanofiber scaffolds are also used as a drug delivery carrier for carrying drugs to their target sites.
Nanofibers, until now, have been produced using electrospinning from nearly 100 diverse polymers of natural and synthetic origins. All polymers have been electrospun via solvent and melt spinning. Even with the persistent use of this technique, the understanding of the basics still need to be acquired. More than 200 universities and research institutes worldwide (some with high publications) are still studying a variety of the electrospinning processes, their various aspects, and the nanofibers produced. The market of electrospun product is expected to increase mostly in filtration and medical fields by 2025..
CONCLUSIONS
Electrospinning is a simple and cost effective but fascinating fiber forming technology with less time consumption under optimized conditions. This review article is the compilation of most relevant information about the fundamental aspects of E-spin such as working principle, factors influencing the fiber formation and proposed practical applications of NFs.
Applications of E-spunNFsin biomedical, defense, environmental remediation and mate-rial chemistry are presented. Particularly, use of E-spun NFs as Details of commercialized E-spin technique. It is evident that studies on E-spun NFs are increasing continually due to their potential applications in various fields. Nowadays commercial E-spin equipment, accessories and E-spun fibers are available in the market.
Though the E-spun NFs have unique applications, still they encounter some challenges in the production stage. large volume processing (ii) reproducibility and (iii) safety. Some companies have contributed their efforts on it and construct equipment which could overcome this issue. To reduce the heavy power consumption during E-spinning and make it compatible, a battery-operated handy E-spin instrument with small volume was developed and tested in the laboratory.







