
Sewing Machines

Stitching is the process of producing garments by joining various components of fabric, either woven or knitted using a stitching machine or sewing machine. A sewing machine is a machine used to stitch fabric and other materials together with thread. Sewing machines were invented during the first Industrial Revolution to decrease the amount of manual sewing work performed in clothing companies.
The first possible patent connected to mechanical sewing was a 1755 British patent issued to German, Charles Weisenthal. Weisenthal was issued a patent for a needle that was designed for a machine. However, the patent did not describe the rest of the machine.
The first functional sewing machine was invented by the French tailor, Barthelemy Thimonnier, in 1830. Thimonnier’s machine used only one thread and a hooked needle that made the same chain stitch used with embroidery. The inventor was almost killed by an enraged group of French tailors who burned down his garment factory because they feared unemployment as a result of his sewing machine invention.
In 1854 Howe took Singer to court for patent infringement and Howe won the case. This was a shock for all inventors of sewing machines and caused what became known as a ‘Sewing Machine War.’ Lawyers saw the different patents exposed and termed this situation as a ‘patent thicket.’
Although Isaac Merritt Singer did not invent the sewing machine he manufactured sewing machines. His brand of machines, the Singer, was the world’s most popular brand by 1860. In the early 1900s, the machine was beginning to be modernized with electricity and the hand machine was getting replaced with a foot pedal.
Commercial, industrial sewing machines are highly specialized machines that are designed to perform a smaller range of tasks as opposed to your common household models that serve a wider variety of tasks. The upside of these machines is that they are built to perform jobs that may be too tough for other machines.
List of Industrial Sewing Machines
Single Needle Lock Stitch Machine (SNLS)
The Single Needle Lock Stitch Machine is the most popular and versatile sewing machine in the industry. It is designed to produce consistent results in sample and production rooms. The Lockstitch forms precise and secured straight stitches on the top and the underside of the fabric as the needle thread and the bobbin thread lock (each other each time the needle passes through the fabric).
Did you know that September is actually celebrated as National Sewing Machine month? President Ronald Regan declared the September National Sewing Machine month in 1982 to honor the sewing machine.

Technical training for SNLS machine
Technical adjustments which are to be taught while dealing with SNLS machines are given below. Trainers should keep the following points in mind during the session of the SNLS machine.
- First, demonstrate the adjustment then ask the trainee to practice on the machine
- Use the Instructional manual given by the machinery supplier during Session
- Make sure, all the trainees are able to understand the Instructional manual.

Technical adjustments of SNLS machine
- Basic Machine Practice (Loop Exercise)
- Technical Specification
- Installation of needle
- Needle bar height adjustment
- Hook Set Timing
- Feed Dog adjustment and alignment
- Feed Dog Eccentric cam Adjustment
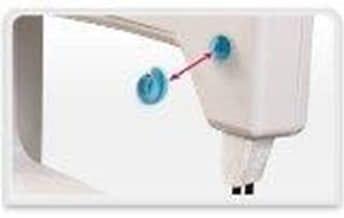
- Pressure foot to the Pressure adjustment
Double-Needle Lock Stich Machine (DNLS)
A Double Needle Lock Stitch Machine (DNLS) works on the same principle as a Single Needle Lock Stitch Machine (SNLS) by using two needles and two bobbins thus resulting in two parallel rows of lockstitch. This technique of twin needle sewing is also popularly known as double-needle sewing. the distance between the two stitch lines depends upon the distance between the two needles on the needle bar which can be adjusted. Applications include sewing box pockets in jackets, light jeans, pajamas, and many more.
Technical training for DNLS Machine
Technical adjustments which are to be taught while dealing with DNLS machines are given below. Trainers should keep the following points in mind during the session of DNLS machine
- First, demonstrate the adjustment then ask the trainee to practice on the machine
- Use the Instructional manual given by the machinery supplier during Session
- Make sure, all the trainees are able to understand the Instructional manual
Technical adjustments of DNLS machine
- Basic Machine Practice (Loop Exercise)
- Technical Specification
- Installation of needle
- Needle bar height adjustment
- Hook Set Timing
- Feed timing Cam adjustment
- Sprocket belt adjustment and change
- Feed Dog adjustment and
- Feed Dog alignment
- Thread adjustment
Overlock Machine
An overlock / over edge machine is a high-speed sewing machine. This is the quickest performing machine for giving over edge stitches. Overlock Machines Are available in the following Specifications
- 2 T Overlock machine
- 3 T Overlock Machine
- 4 T Overlock Machine
- 5 T Overlock Machine
- 6 T Overlock Machine

| Sr.No. | Machine Name | No. Of Threads | |
|---|---|---|---|
| 1 | 2 T Overlock Machine | 1 | 1 |
| 2 | 3 T Overlock Machine | 1 | 2 |
| 3 | 4 T Overlock Machine | 2 | 2 |
| 4 | 5 T Overlock Machine | 2 | 3 |
| 5 | 6 T Overlock Machine | 3 | 3 |
Technical Training of Overlock Machine
Technical adjustments which are to be taught while dealing with OVERLOCK machines are given below. Trainers should keep the following points in mind during the session of the OVERLOCK machine
- First, demonstrate the adjustment then ask the trainee to practice on the machine
- Use the Instructional manual given by the machinery supplier during Session
- Make sure, all the trainees are able to understand the Instructional manual
- The practice of sewing on the machine is also necessary
Technical adjustments of OVERLOCK machine
- Basic Machine Practice
- Technical Specification
- Installation of needle
- Needle bar height adjustment
- Needle to lower looper timing
- Upper Looper Timing
- Chain looper timing (Safety Stitch)
- Upper Knife Adjustment
- Lower Knife adjustment
- Feed Dog height adjustment
- Cam Timing
- Thread Adjustment
Flat Lock Machine
Flatlock machines are specialized, high-speed machines. These machines are extremely fast and efficient. In this machine, the stitch is formed by two or more needle threads passing through the material, inter looping on the underside, and interlocking on the upper side. These machines are mainly used for knits.
Parts of Flat-Lock Machine

Technical training of Flatlock Machine
Technical adjustments which are to be taught while dealing with FLATLOCK machines are given below. Trainers should keep the following points in mind during the session of the FLATLOCK machine.
- First, demonstrate the adjustment then ask the trainee to practice on the machine
- Use the Instructional manual given by the machinery supplier during Session
- Make sure, all the trainees are able to understand the Instructional manual
- The practice of sewing on the machine is also necessary
Technical adjustments of Flatlock machine
- Basic Machine Practice
- Technical Specification
- Installation of needle
- Needle bar height adjustment
- Main looper timing
- Spreader Looper Adjustment
- Stitch Length Adjustment
- Feed Dog height adjustment
- Cam Timing (Thread)
- Needle and looper guard adjustment
The Feed of the Arm Machine
This machine is largely used for attaching sleeves and for making complex circular stitches while attaching different parts of the garment

Technical training of Feed of the Arm Machine
Technical adjustments which are to be taught while dealing with Feed of Arm machines are given below. Trainers should keep the following points in mind during the session of Feed of arm machine
- First, demonstrate the adjustment then ask the trainee to practice on the machine
- Use the Instructional manual given by the machinery supplier during Session
- Make sure, all the trainees are able to understand the Instructional manual
- The practice of sewing on the machine is also necessary

Technical adjustments of Feed of arm machine
- Basic Machine Practice
- Technical Specification
- Installation of needle
- Needle bar height adjustment
- Main looper timing
- Puller adjustment
- Needle Guard Adjustment
- Looper Guard adjustment
- Feed Dog height adjustment
- Stitch Length Adjustment (Threading adjustment)
Button Hole Machine
This machine is used for sewing buttons in the garment.

Technical training of Button Hole Machine
Technical adjustments which are to be taught while dealing with Button Hole machines are given below. Trainers should keep the following points in mind during the session of the Button Hole machine
- First, demonstrate the adjustment then ask the trainee to practice on the machine
- Use the Instructional manual given by the machinery supplier during Session
- Make sure, all the trainees are able to understand the Instructional manual
- The practice of sewing on the machine is also necessary
Technical adjustments of Button Hole machine
- Basic Machine Practice
- Technical Specification
- Installation of needle
- Needle Bar height adjustment
- Hook Set Timing clearance
- Thread trimming or scissors timing adjustment
- Knife Adjustment and change
- Panel Programming
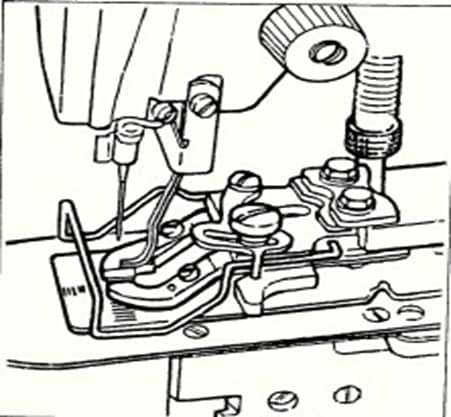
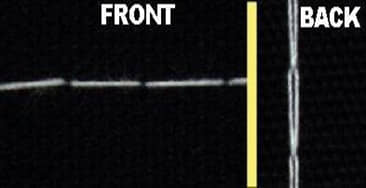
Blind-Hem Machine
Blind hem stitches are completely hidden on the front of the garment and almost completely hidden on the inside of the garment. The sewer catches only a few threads of the fabric each time the needle is pulled through the fabric, which means that the majority of the stitching is hidden inside the hem.

Technical training of Blind Hem Machine
Technical adjustments which are to be taught while dealing with Blind Hem machines are given below. Trainers should keep the following points in mind during the session of the Blind Hem machine.
- First Demonstrate the adjustment then ask the trainee to practice on the machine
- Use the Instructional manual given by the machinery supplier during Session
- Make sure, all the trainees are able to understand the Instructional manual
- The practice of sewing on the machine is also necessary
Technical adjustments of Blind Hem machine
- Basic Machine Practice
- Technical Specifications
- Looper timing adjustment
- Stitch Length Adjustment
Button Attach Machine
This is a high-speed buttonholing machine, which is used for sewing buttonholes in the garment.

Technical training of Button Attach Machine
Technical adjustments which are to be taught while dealing with Button Stitch machines are given below. Trainers should keep the following points in mind during the session of the Button Stitch machine.
- First, demonstrate the adjustment then ask the trainee to practice on the
- Use the Instructional manual given by the machinery supplier during Session
- Make sure, all the trainees are able to understand the Instructional
- The practice of sewing on a machine is also
Technical adjustments of Button Attach machine
- Basic Machine Practice
- Technical Specification
- Installation of needle
- Button center adjustment
- Work Clamp adjustment
- Needle Bar height adjustment
- Hook Set Timing
- Thread trimming (By moving and fixing knife) Adjustment
- Panel Programming
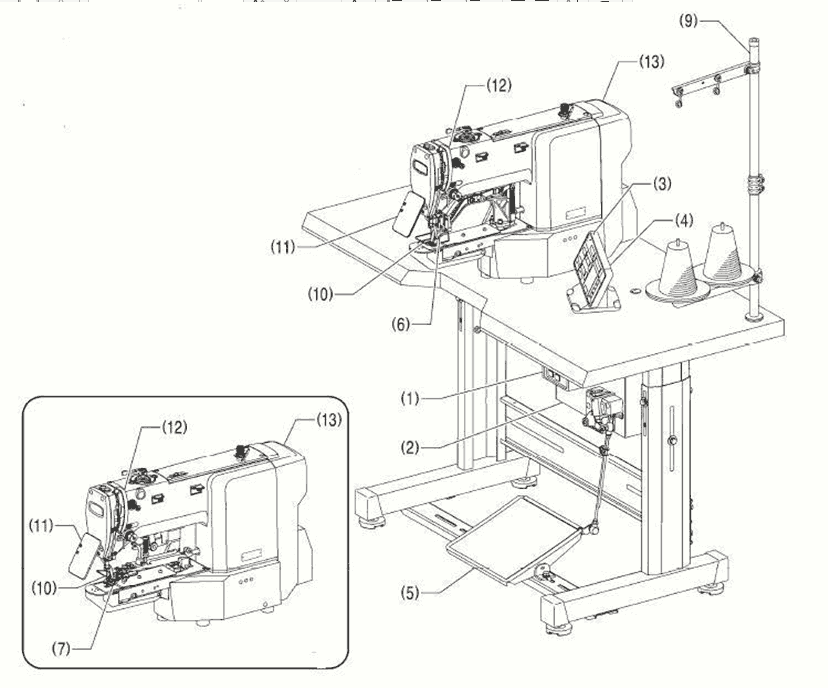
Name of the various parts
- Power Switch
- Control box
- SD card Slot
- Operation Panel
- Foot Switch
- Work Clamp
- Button Clamp
- Pulley
- Cotton Stand
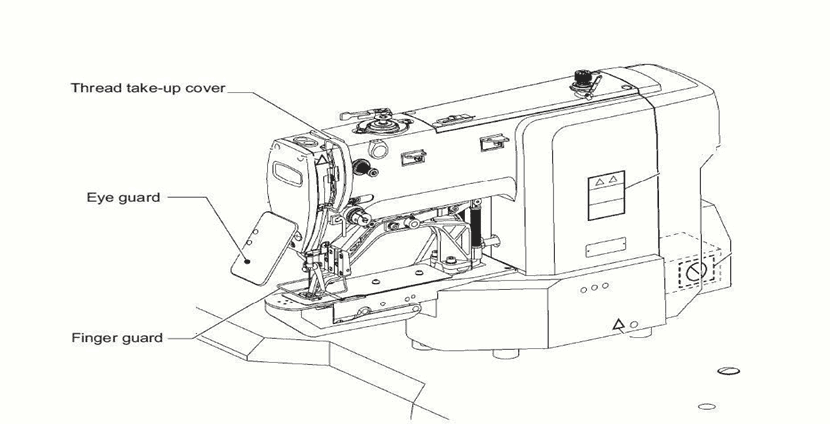
Safety devices
- Finger Guard
- Eye Guard
- Threads take Up Cover
- Rear Cover
- Side Cover
- DT Solenoid Cover
Bartack Machine
Bartacking is a type of reinforcement stitching that is done using a Bartack machine. This technique is used by the fabric and textile industries to fortify stress points in clothing, sporting equipment, uniforms, and a host of other products.

Technical training of Bartack Machine
Technical adjustments which are to be taught while dealing with Bartack machines are given below. Trainers should keep the following points in mind during the session on the Bartack machine.
- First, demonstrate the adjustment then ask the trainee to practice on the machine
- Use the Instructional manual given by the machinery supplier during Session
- Make sure, all the trainees are able to understand the Instructional manual
- The practice of sewing on the machine is also necessary

Technical adjustments of Bartack machine
- Basic Machine Practice
- Technical Specification
- Installation of needle
- Needle Bar height adjustment
- Stitch length adjustment
- Hook Set Timing
- Thread trimming (By moving and fixing knife) Adjustment
- Panel Programming
Parts of Sewing Machines

Handwheel

Spool pin

Spool Cap

Bobbin pin/winder

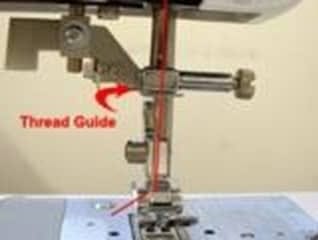
Thread guide
Take-up lever

Stitch selector

Presser’s foot
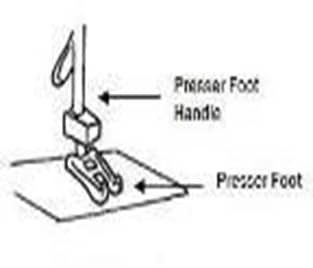
Presser foot pressure control

fabric
Presser foot lifter

Needle

Needle threader

Thread cutter
Needle clamp screw

Stitch plate

Feed dog
Throat

Bobbin cover

Foot control

Attachments In Sewing Machines (Work Aids)
Work aids are devices that are built into machines, added to them afterward, attached alongside, or made use of in whatever ways a resourceful engineer can devise to improve productivity, improve or maintain quality standards, reduce training time and minimize fatigue for the operator.
Work Aids can be divided into the following categories
Folder
Folders are used, as their name implies, in situations where fabric must be folded prior to sewing. They vary from the simple fold (which could be achieved by an operator alone, though only slowly and perhaps untidily) to extremely complex combinations of folders (which enable some to be achieved in a fraction of the number of stages that it would take without the folders) and indeed enable some to be achieved that would not otherwise be possible at all.
Folders are frequently used on machines having more than one needle
(Note – Choose the folders for the “product” which are being manufactured in the nearby Industry of the center.)
Binder

Many folders are available that add further items of self-fabric or other material to a garment and of these, many come into the category are known as Binder. Fabric Edges are frequently bound, either as a means of edge neatening or to create a decorative effect or both.
(Note -Use 28mm Piping folder for a practice session)
Hemmer

Folders that operate on a garment part without any additional material are known as Hemmer.
(Note -Use Shirt Bottom Hemming folder for a practice session)
Presser Foot



Presser feet can be used as specialized work aids, in addition to their normal function of holding the materials against the feed dog, when the scale of the situation is within the small size of the foot. The function of edge guiding can be performed in some circumstances by a special presser foot called compensating presser foot.
Guides etc.

Guides are used where sewing must take place in a certain position on a garment. In their simplest form, they are edge guides, forming some kind of physical barrier to the edges of the fabric being joined together
(Note: Use Variation of Straight and curved guide for a practice session)
Different Types Of Sewing Machine Beds
In fashion manufacture the machines are still predominantly used in their basic forms but, for more specialized garments and those made in higher volume, variations in machine shape are available which enables easier movement of the materials around the machine. These variations primarily affect the shape of the bed of the machine, i.e. the part on which material rest.
The best-known version is the flatbed and the main alternatives are cylinder bed, Post bed, and feed – off- the arm. The blind felling machine is also a special shape, as are the Overedge machines which have no fabric space to the right of the needle.
Following is the classification of different bed types used in machinery.
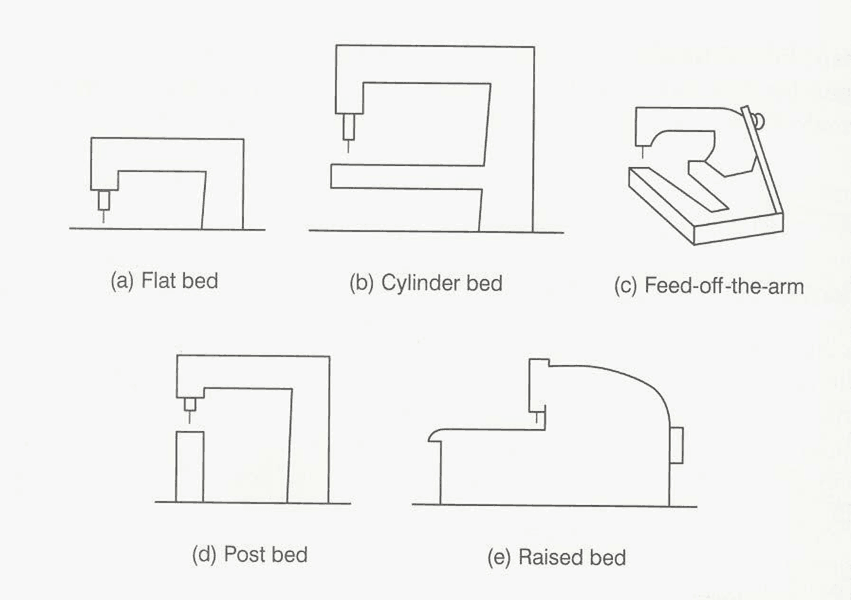
Flat Bed
The flatbed is used in the majority of sewing where a large and open garment part can easily be handled past the needle. It provides a suitable surface for all flat sewing and also facilitates the use of markers to control the position of the garment parts. For example, a patch pocket on a shirt front.
Cylindrical Bed
These beds are basically used where the parts to be sewn are small, curved, or otherwise awkward in shape.
Post Bed
It has the same applications as a cylindrical Bed.
Feed Of The Arm
The feed-off-the-arm machine is used where a lapped seam has to be closed in such a way that the garment part becomes a tube. They are common in jeans production where the outside leg seam is normally the type known as lap-felled and it is joined after the inside leg seam in the sequence of construction. The operator wraps the part to be sewn around the machine bed and it is fed away from the operator, off the end of the bed, as the operator sews.
Blind Stitch
This machine also consists of a different type of machine bed which is shown in the given picture. An example of the Blind machine’s use is in the bottom hem of trousers and sometimes on closing the curtains etc.
Overlock Machine Bed
Overedge machines also have a different type of machine bed (See picture) which has no fabric space to the right of the needle.
Type of sewing machine beds
| Types of Sewing Machine | Stitch Type | Features and Uses |
|---|---|---|
| Flatbed Machine (basis type) | Lockstitch, Chain stitch | The large working area allows a wide range of applications; the material can easily be guided around the needle and the presser foot. This basic type is used for all kinds of flat sewing work. |
| Raised bed machine | Lockstitch, Chain stitch | The bedplate is in the form of a plinth. It facilitates the assembly of pre-sewn parts and is especially suitable for the fitting of accessories and special attachments. This is the basic form for various specialized machines such as buttonholers. |
| Post bed machine | Lockstitch, Chain stitch | This type has an increased working height Special applications are found in the working of three-dimensional products. e.g. shoes and bags. The post bed makes it easier to work on tight curves and corners, sew in sleeves, and complete large, half-assembled products. |
| Cylinder bed machine | Lockstitch, Chain stitch | This type has an increased working height and a bed in the shape of a horizontal arm. It is especially suitable for working on tubular parts, such as cuffs, sleeves, and trouser legs, and also for button sewing and bar tacking. It is used extensively in the making of clothing from knitted fabrics. |
| Side bed machine | Chain stitch, Over-edge | Machines that are specialized for sewing at edges need only a small working area |
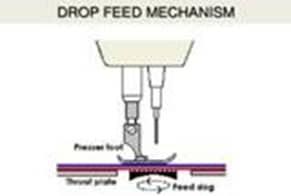
Different Types of Feed Mechanisms
Besides the basic motion of needles, loppers, and bobbins, the material being sewn must move, so that each cycle of needle motion involves a different part of the material. This motion is known as feed, and sewing machines have almost as many ways of feeding material as they do of forming stitches. For general categories, we have: drop feed, needle feed, walking foot, puller, and manual. Often, multiple types of feed are used on the same machine. Besides these general categories, there are also uncommon feed mechanisms used in specific applications like edge joining fur, making seams on caps, and blind stitching.
Functions of the Feed Dog
- Makes the sewing product move per
- Can change amount to move and forms stitches suitable for the sewing
- Stretch stitching or gathering stitching can be performed by means of a feed mechanism, and prevention of puckering, gathering, can be performed.
Different types of Feed
Bottom Feed
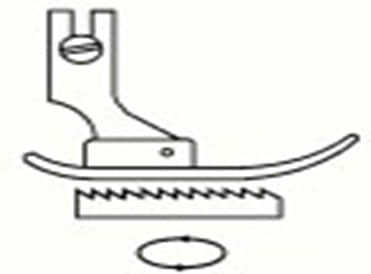
This is the most standard feed mechanism, which feeds material with a lower feed dog only. Uneven material feeding is likely to occur because of bottom feed only. However, sharp curve stitching can be easily performed and material handling is easy.
Needle Feed (Bottom Feed + Needle Feed)

This is the feed mechanism in which the needle bar moves in synchronization with the bottom feed. The feeding force is strong, and this type can feed material more precisely than the aforementioned bottom feed type sewing machine. Uneven material feeding is reduced, but, stitch shrinking due to thread tightness is likely to occur.
Differential Feed (Front Bottom Feed + Rear Bottom Feed)

This is the bottom feed mechanism, but the feed dog is divided into front and rear. This is the feed mechanism which is possible to intentionally stretch material or gather material by changing the feed amount of front feed dog and rear feed dog. This is suitable for sewing elastic knit.
Differential feed ratio (e.g. JUKI overlock sewing machine, MO Series) Gathering 1: 2 (Max. 1: 4)
Stretching 1: 0.7 (Max. 1: 0.6)
Bottom and Variable Top Feed (Bottom Feed + Top Differential Feed)

There is a feed dog on the top side in terms of the bottom feed, and the top feed amount can be adjusted simultaneously together with the adjustment of material feed from the bottom side. Accordingly, this is the feed mechanism that is possible to prevent sewing slippage and to perform edging contracting or gathering.
Differential Bottom Feed and Variable Top Feed

The bottom-feed is differential feed, and the top feed amount can be adjusted simultaneously together with adjustment (stretching and gathering) of material feed from the bottom side. Accordingly, this is the suitable mechanism that can give the most suitable feed amount to the upper and lower materials.
Unison Feed (Bottom Feed + Top Feed + Needle Feed)

The feed force of this mechanism is most superior and this feed mechanism is largely used for extra heavy-weight materials or the like.
Feed with Cloth Pulling Roller

The roller located in the rear of the presser foot pulls materials and sewing is performed. Uneven material feeding is reduced and working property is improved.
Fixed Feed
This is the feed mechanism to feed materials in a fixed state by holding materials between the lower plate and upper plate.
Different Types of Sewing Machine Belts
A belt is a loop of flexible material used to link two or more rotating shafts mechanically. Belts may be used as a source of motion, to power efficiently, or to track relative movement. Belts are looped over pulleys. In a two pulley system, the belt can either drive the pulleys in the same direction, or the belt may be crossed so that the direction of the shafts is opposite. As a source of motion, a conveyor belt is one application where the belt is adapted to continually carry a load between two points.
Belts are the cheapest utility for power transmission between shafts that may not be axially aligned. Power transmission is achieved by specially designed belts and pulleys.
Pros and cons
Belt drive, moreover, is simple, inexpensive, and does not require axially aligned shafts. It helps protect the machinery from overload and jam, and it isolates noise and vibration. Load fluctuations are shock-absorbed (cushioned). They need no lubrication and require minimal maintenance. They have high efficiency (90-98%, usually 95%), high tolerance for misalignment, and are inexpensive if the shafts are far apart. Clutch action is activated by releasing belt tension. Different speeds can be obtained by step or tapered pulleys.
The angular-velocity ratio may not be constant or equal to that of the pulley diameters, due to slip and stretch. However, this problem has been largely solved by the use of toothed belts. Adjustment of center distance or addition of an idler pulley is crucial to compensate for wear and stretch.
Following are the various types of Belts that are widely used
Flat Belt
The drive belt: used to transfer power from the engine’s flywheel. Here shown driving a threshing machine.

Flat belts were used early inline shafting to transmit power in factories. It is a simple system of power transmission that was well suited for its day. It delivered high power for high speeds (500 hp for 10,000 ft/min), in cases of wide belts and large pulleys. These drives are bulky, requiring high tension leading to high loads, so vee belts have mainly replaced the flat belts except when high speed is needed to overpower.
Round Belts
Round belts are circular cross-section belts designed to run in a pulley with a circular (or near-circular) groove. They are for use in low torque situations and may be purchased in various lengths or cut to length and joined, either by a staple, gluing, or welding (in a few cases).
Early sewing machines utilized a leather belt, joined either by a metal staple or glued, to a great effect.
Vee Belts
Vee belts (also known as V-belt or wedge rope) solved the slippage and alignment problem. It is now the basic belt for power transmission. They provide the best combination of traction, speed of movement, a load of the bearings, and long service life. They are generally endless, and their general cross-section shape is trapezoidal. The “V” shape of the belt tracks in a mating groove in the pulley (or sheave), with the result, that the belt cannot slip off.
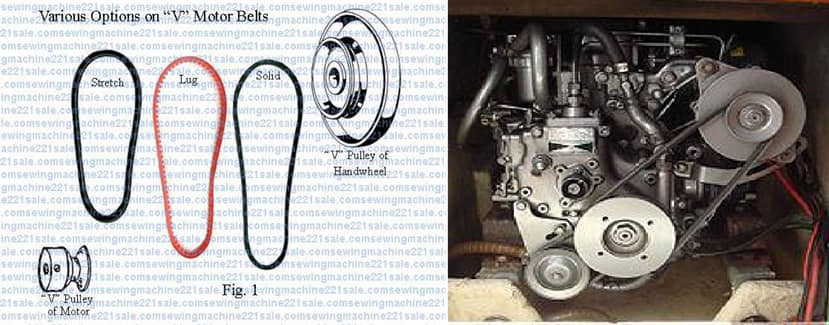
The belt also tends to wedge into the groove as the load increases — the greater the load, the greater the wedging action — improving torque transmission and making the V-belt an effective solution, needing less width and tension than flat belts. V-belts need larger pulleys for their larger thickness than flat belts.
They can be supplied at various fixed lengths or as a segmented section, where the segments are linked (spliced) to form a belt of the required length. For high power requirements, two or more vee belts can be joined side by side in an arrangement called a multi-V, running on matching multi-groove sheaves. This is known as Multi-V belt drive (or sometimes classical V-belt drive).
Multi-Groove Belts
A multi-groove or Poly groove belt is made up of usually 5 or 6 “V” shapes alongside each other. This gives a thinner belt for the same drive surface, thus is more flexible, although often wider. The added flexibility offers improved efficiency, as less energy is wasted in the internal friction of continually bending the belt.
In practice, this gain of efficiency is overshadowed by the reduced heating effect on the belt, as a cooler-running belt lasts longer in service. A further advantage of the poly groove belt, and the reason they have become so popular, stems from the ability to be run over pulleys on the ungrooved back of the belt. Although this is sometimes done with vee belts and a single idler pulley for tensioning, a poly groove belt may be wrapped around a pulley on its back tightly enough to change its direction, or even to provide a light driving force.
Timing Belts
Timing belts are positive transfer belts and can track relative movement. These belts have teeth that fit into a matching toothed pulley. When correctly tensioned, they have no slippage, run at a constant speed, and are often used to transfer direct motion for indexing or timing purposes (hence their name). They are often used in lieu of chains or gears, so there is less noise and a lubrication bath is not necessary.

Camshafts of automobiles, miniature timing systems, and stepper motors often utilize these belts.
Timing belts need the least tension of all belts and are among the most efficient. They can bear up to 200 hp (150 kW) at speeds of 16,000 ft/min. Timing belts with a helical offset tooth design are available. The helical offset tooth design forms a chevron pattern and causes the teeth to engage progressively. The chevron pattern design is self-aligning. The chevron pattern design does not make the noise that some timing belts make at idiosyncratic speeds, and is more efficient at transferring power (up to 98%).
Disadvantages include a relatively high purchase cost, the need for specially fabricated toothed pulleys, less protection from overloading and jamming, and the lack of clutch action.
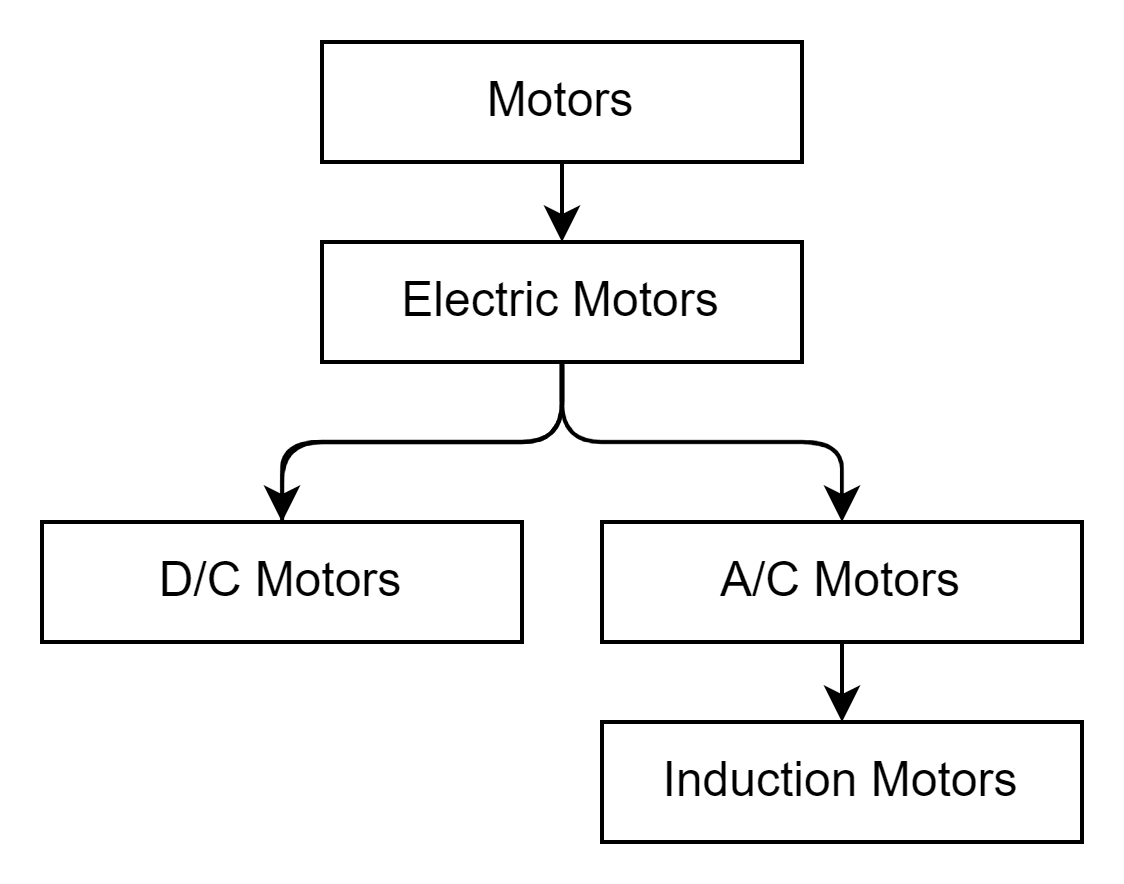
Introduction To Motors
A motor is a machine designed to convert energy into useful mechanical motion. Various types of motors are available in the market, but the Sewing industry mostly uses electric motors. An electric motor uses electrical energy to produce mechanical energy, usually through the interaction of magnetic fields and current-carrying conductors.
Electric Motors can be classified into two categories:
- AC Motors
- DC Motors
AC motors are mostly used for industrial Machinery.AC motors are also available in various categories.AC induction motor is the most common technology used in the Garment industry.
Electrical Motors used on Sewing Machines
A/c induction motors
An A/C MOTOR is used with the following drives to operate the sewing machine
- Clutch (For clutch Motor)
- SERVO (For Servo Motor)
- Direct Drive
We shall discuss the motors which are used vitally in the Sewing machines.
Clutch Motor
A clutch is a mechanical device that provides for the transmission of power from one component (the driving member) to another (the driven member). Clutches are useful in devices that have two rotating shafts. In these devices, one of the shafts is typically driven by a motor or pulley, and the other shaft drives another device. The clutch connects the two shafts so that they can be locked together and spins at the same speed. The same principle is used in the industrial sewing machine also.
Servo motor
Servo is an automatic device that uses error sensing negative feedback to correct the performance of a mechanism. The term correctly applies only to systems where the feedback or error-correction signals help control mechanical position or other parameters. Servo motor control system will replace the traditional electronic sewing machine motor control and drive system to become a mainstream technology. More and more extensive use of servo motor control systems by garment processing enterprises leads to cost-saving, maintenance-free, low noise, and replaces the traditional electronic motor control system. It becomes a sewing machine drive system of the mainstream.
Main Features of Servo Motor
- Low noise, low vibration, and low power
- Linkable to
- Multi- Positioning
- Switching power supply system (160V ~ AC).
- Powerful parameter system, easy adjustment and
Servo motor advantages
- Energy-saving & environmental protection
- Saving more than 80%
- Saving manpower by 20%
- Small size, simple operation, easy maintenance, beautiful appearance
- Long life
- Starts, braking action smooth, little vibration
Comparison Of Servo and Clutch Motor
| More features | Energy-saving servo motor | Clutch Motor |
|---|---|---|
| Exterior | Excellent, full of mechatronic design concepts | Decentralized structure, large pet |
| Labor intensity | Low. Operation simple and convenient, intelligent, operator fatigue is not easy |
High |
| Efficiency | High. Output increase, the corresponding reduction product processing fees | Low |
| Vibration | Low. Longer machine life, improve the quality of work improving the environment | Large |
| Noise | Low. Longer machine life, improve the working Environment |
Low. Longer machine life, improve the working Environment |
| Service | Low. Brushless servo motor, maintenance-free | Clutch Replacement |
| Energy | Once every province, electricity (98% of non-running Power, running power 26%) | Full operation |
| Network configuration |
Small. Start current, low total power consumption | Large |
| saving | Saving can be recovered within a year, consolidated return on investment for 6 months | High cost |
Direct Drive
A Direct drive mechanism is one that takes the power from a motor without any reductions (such as a gearbox, chain, and belt).
Advantages
- Increased efficiency: The power is not wasted in friction (from the belt, chain, etc, and especially, gearboxes).
- Reduced noise: Being a simpler device, a direct-drive mechanism has fewer parts that could vibrate, and the overall noise emission of the system is usually
- Longer lifetime: Having fewer moving parts also means having fewer parts prone to failure. Failures in other systems are usually produced by the aging of the component (such as a stretched belt), or stress.
- No maintenance is required for lubrication
Various Types of Needles Used for Sewing Different Fabrics
Select the type of needle based on the textile construction (i.e knit vs woven), and the needle size is determined by the thickness of the thread and the weight of the fabric used for sewing.
There is two needle sizing system: American and European. American Needle sizes range from 8 to 19, and European sizes range from 60 to 120. Larger the number, the larger the blade of the needle.
Commonly used needles and their uses as below:
| Needle | Fabric Uses |
Sizes | Description |
|---|---|---|---|
| Ball-point | Knits | 70/10 – 100/16 |
This needle has a medium tip that is slightly more rounded than a universal needle and passes between the fabric threads instead of piercing them. Ball-point needles ensure more even stitches on coarse and heavy knits and won’t damage spandex, interlocks, and other knits that snag or run easily. |
| Sharp/ Microtex | Finely woven fabrics | 60/8 – 90/14 |
These needles feature a narrow shaft and sharper point to pierce the threads of woven fabrics. Use for stitching smooth, finely woven fabrics, such as silk, chintz, lightweight faux suede, and microfiber fabrics. Because these needles enable perfectly straight stitching, they’re also ideal for heirloom stitching, topstitching, pintucks, and edge stitching. |
| Universal | Knits or woven | 60/8 – 120/19 |
The point is very slightly rounded for use on knits but sharp enough to pierce woven fabrics. These needles are available in the widest size range. Use when stitching Synthetic or natural woven knits. |
| Denim/ Jeans | Heavy wovens and denim | 70/10 – 110/18 |
These needles have a thick, strong shaft and a very sharp point. They are used for stitching denim, canvas, duck, and other heavy, tightly woven fabrics. They are also ideal for stitching through multiple fabric layers without breaking. |
Different Categories of Stitches
Stitches can be divided into the following categories:
- 100 Class Stitches
- 200 Class Stitches
- 300 Class Stitches
- 400 Class Stitches
- 500 Class Stitches
- 600 Class Stitches
Single Thread Chain stitches Using One Needle Thread and One Blind Looper
| Diagram | Stitch Class | Thread count | Typical Uses |
|---|---|---|---|
100 Class Stitches |
|||
 |
101 Class | One Thread | Basting, or light Construction |
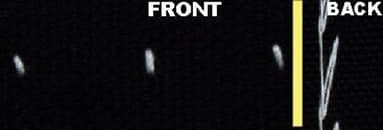 |
103 Class | One Thread | Blindstitch for Hemming |
 |
104 Class | One Thread | Saddle Stitch |
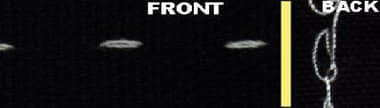
200 Class Stitches |
|||
 |
202 Class | One Thread | Basting, Tacking or Repairs |
 |
205 Class | One Thread | Pick Stitch- Topstitching |
300 Class Stitches |
|||
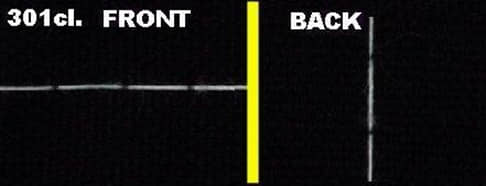 |
301 Class | Two Thread | Seaming Multiple Plies |
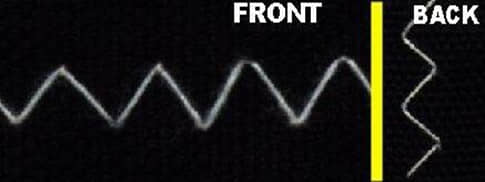 |
304 Class | Two Thread | Zig-Zag Stitch;
A Stretch Lockstitch |
 |
306 Class | Two Thread | Blind Stitch |
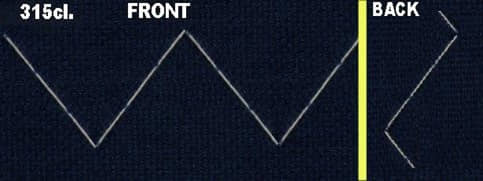 |
315 Class | Two Thread | “Three Step Zig- Zag; stretch lockstitch with more Stretch |
400 Class StitchesMulti-Thread Chain Stitches Using One or More Needle Threads and One or More Looper Threads |
|||
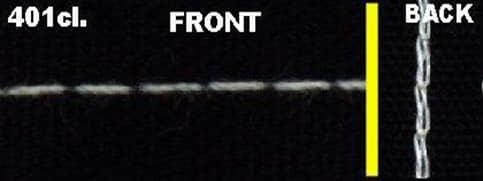 |
401 Class | Two Thread | Seaming Multiple Plies with moderate stretch |
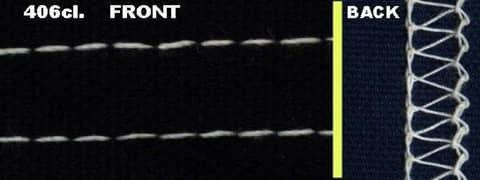 |
406 Class | Three Thread | “Bottom Cover Stitch; a (greater) stretch Chainstitch |
500 Class StitchesMulti-Thread Over Edge Chain stitches Using Needle Thread(s) and Looper Thread(s) |
|||
 |
504 Class | Three Thread | Overedge stitch for Serging and Light Seaming |
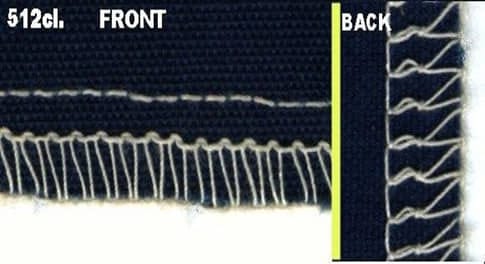 |
512 Class | Four Thread | Mock Safety
Stitch for Seaming with wide bite and Greater Stretch for Knits |
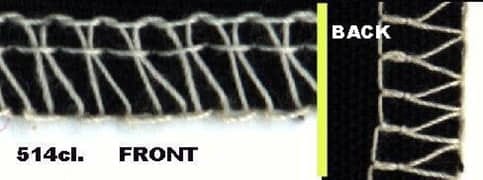 |
514 Class | Four Thread | Overedge Stitch for Seaming
with wide bite and Greater Stretch for Knits |
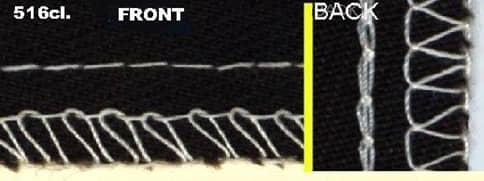 |
516 Class | Five Thread | True Safety Stitch for Seaming
with Good Stretch for Wovens and Knits |
600 Class StitchesMulti-Thread Cover stitches |
|||
 |
602 Class | Four Thread | Cover Stitch or Seaming Knits |
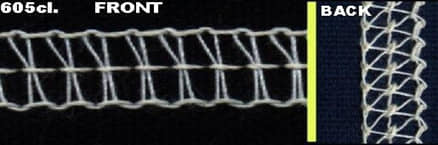 |
605 Class | Five Thread | Cover Stitch or Butt-Seams |
 |
607 Class | Six Thread | Wide Cover Stitch or Butt- Seams |
Stitching Defects
Sewing defects can be classified into three groups:
- Problems of stitch
- Problem of
- Damage of fabric on the seam

Problems of stitch formation
Slipped stitch
Stitches in the seam line are present in a regular manner. If the interloping or interlacing between the top & bottom thread of the stitch does not take place or is missed is known as slipped stitch or skipped stitch. This is a serious defect in the case of chain stitch than lock stitch. The followings are the causes & remedies of slipped stitch formation.
| Causes | Remedies |
|---|---|
| If hook or looper & needle are not inserted in the loop of thread in time. | Examine the setting & timing between needle & hook or looper. Placing the needle properly. A more secure needle should be used. |
| Irregular thread tension on the upper or lower loop. | The tension of the thread should again be adjusted. |
| Needle deflection. | Needle to be changed. |
| If the needle thread loop size is too small. | Needle size & thread size must be adjusted. |
| Flagging of fabrics during sewing. | The pressure of the pressure foot must be adjusted accurately.
The hole of the throat plate & needle size must be adjusted. |
| If the sewing thread is not
capable to form a loop. |
Thread to be changed |
Staggered stitch
If the stitches produced by the needle are not parallel or become curvy to the sewing line is known as a staggered stitch.
| Causes | Remedies |
|---|---|
| Needle deflection. | Increase the needle size Tapered needles should be used. |
| Due to the wrong blunt needlepoint. | Needle to be changed. |
| Wrong adjustment of
needle & thread size. |
Needle size & thread size to be changed. |
| The deflected motion of the feed dog. | The motion of the feed dog is to be adjusted. |
| If fabrics are not controlled properly in the feed mechanism. | The pressure of the pressure foot must be adjusted accurately.
Feed mechanism to be changed. |
Unbalance stitch
This type of defect is found in the lock stitch machine. If the interlacement of threads does not take place in the middle (i.e. if the interlacement is taken place in the upper or lower position from the middle) of two layers of fabrics then it is known as an unbalanced stitch.
| Causes | Remedies |
|---|---|
| Wrong tension of sewing thread. | The setting of proper tension to the sewing thread.
Proper care to the twisting of the thread during sewing. |
| They used the wrong thread path | Use of right thread path. |
| Wrong adjustment of
needle thread path. |
Use of right thread path. |
| Snagging of the needle with bobbin case &
positioning finger. |
Bobbin’s case to be smooth.
The positioning finger is to be set again. |
| If the thread is not
lubricated. |
Better qualities of the thread must be used.
The thread must be lubricated. |
Variable stitch density
Stitches per unit length should be uniform, If it is not then it is called variable stitch density. The main cause of variable stitch density is an irregular feed of fabric due to insufficient pressure of pressure foot. The following are the cause & remedies of variable stitch density formation
| Causes | Remedies |
|---|---|
| The improper unwinding of thread from the package during sewing. | The position of the thread guide must be 2.5 times higher than the position of the thread package. Also, proper care should be kept to the thread package, not to tiling |
| Twisting of needle thread in the bottom of the thread package. | A foam pad must be used to the bottom of the thread package. |
| Snarling of thread before tension disk. | Winding of more threads in the thread guide & to keep less tension to the tensioning disk. |
| Twisting of thread in the thread guide. | Proper threading of sewing thread during sewing. |
| More tension to the thread. | The tension of the thread should be less or use high-strength threads. |
| Use of broken check spring. | Check spring to be changed. |
| If the edge of the throat plate, hook point, needle guard, bobbin case, needle groove, needle eye & so on are sharpened. | The edges must be smooth & the needle must be changed as needed. |
| Fraying of thread in the needle. | Fine thread must be used or use a heavy needle. |
| Thread gets heated more | A high-quality needle must be used. Needle lubricant must be used.
A needle cooler must be used. |
| Hook gets heated more | Lubricant must be available.
Examine the distance between the needles & hook. |
| Use of low-quality threads. | Thread to be changed. |


Frequent thread breakage
Frequent breakage of thread especially, when there needs to open out the sewing to solve the problem. The following are the causes & remedies of frequent thread breakage.
| No. | Causes | Remedies |
| 01 | Wrong winding of threads onto the bobbin. | Proper winding of threads onto the bobbin. The pre-wound bobbin may be used. |
| 02 | More tension to the bobbin threads or more rotating of the bobbin. | The tension must be adjusted to the bobbin threads. Use of washer to prevent more rotation of bobbin. |
| 03 | If the edges bobbin case, looper eye & so on are more sharpened. | The edges to be smooth. |
| 04 | Wrong fitting of bobbin case. | Examine the size & type of bobbin. Examine the damaging of bobbin case. |
Broken Stitches
When stitches are broken during sewing is called broken stitch.

Cause
Where the thread is being broken where one seam crosses another seam (ex: bar tacks on top of waistband stitching, seat seam on top of riser seam.)
Remedies
- Where the thread is being cut, use a large diameter thread on operations.
- Make sure the proper stitch balance is being
- Use needles with the appropriate needle
- At regular intervals on operations, change the needles where they occur
Problems of pucker
Puckering is a wrinkle appearance along a seam line in a smooth fabric. It is one of the frequently occurring defects. Puckering shows that as if there is too much fabric & not enough thread in the seam & as if the thread is drawing the seam in.
This is the reason why sewing thread is often blamed for causing puckering though there are other factors as well as for the promotion of puckering. They are given below:
- Fabric structure
- Seam construction
- Needle size
- Material feeding problem
- Wrong thread tension
- Unsuitable thread.
Reasons of Puckering
Fabric dimensional instability. Extension of sewing thread. Sewing threads shrinkage. Structural jamming of fabric. Mismatched patterns.
Variable or uneven stretch on fabric plies
Causes
There is a great possibility of occurring seam pucker in case of more plied of fabrics when sewing together.
Due to variable stitch on fabric plies, they will not feed equally to sewing m/c & create seam pucker.
This type of pucker is seen as a limitation of the feed mechanism.
Remedies
- Taking proper care during
- Using proper feed
Fabric dimensional instability
Causes
If the shrinkage of sewn fabric plies is not the same or equal then Seam pucker will create after washing.
If the shrinkage percentage of the area of two pieces of fabrics is more than 2, then seam pucker will occur after sewing the fabric together.
Remedies
Use suitable feed mechanism, Maintain shrinkage and take extra care during
Extension of sewing thread
Causes
If the tension on the needle thread is higher than the under the thread, then the seam pucker will be produced or relaxed.
Due to tension, the length of the thread is extended slightly. When the fabric is displaced or descends from the machine after sewing, shrinkage of thread & fabric occurs due to their tendency of coming to the original position.
If the shrinkage percentage of thread is higher than the fabric seam pucker happens.
Remedies
- To give sufficient thread
- To maintain
Unraveling Seams
Cause
Generally occurs on 401 chain stitch seams where either the stitch has been broken or a skipped stitch has occurred. Unless the seam is re-stitched, this will cause seam failure.
Remedies
- Ensuring Proper machine maintenance and machine
- Sewing operators to follow correct material handling
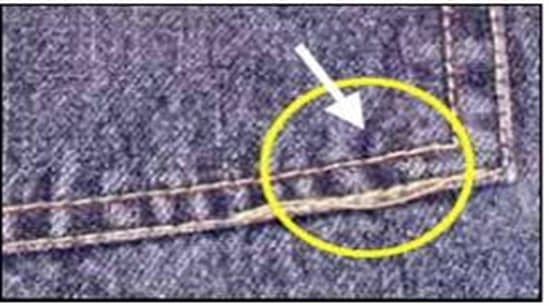
Re-stitched Seams
Where there is a “splice” on the stitch line. The seam does not appear to be 1st quality merchandise if this occurs on topstitching.

Causes
Thread breaks or thread run-out during sewing. Cut or broken stitches during a subsequent treatment of the finished product (i.e., stone washing).
Remedies
- Use a better quality sewing thread and minimize sewing interruptions
- Use higher performance thread specifically designed for that
- Ensure sewing machine adjustments and proper machine
- Observe sewing operators for correct material handling
Damage of fabric on the seam line
A garment can be rejected due to damage of fabrics or yarn of fabrics in the seam line. This happens due to wrong needle selection or needle damage. The fabrics are damaged due to defective needles. But it may happen in the case of new or fine needles. There are two types of fabric damaging are available given below:-
Mechanical damage
Damaging of fibers or yarns in the fabrics by the needle is the entire defect of mechanical damage. The followings are the steps to be taken to keep the fabrics free from this type of defect:
- By using the perfect size & shape of the needle & needle point without any defect. By reducing the speed of sewing machines.
- By using lubricant.
- By testing sewability before sewing fabrics.
Needle heating damage
- The damage of fabric is due to friction occurring between the needle & fabrics. The resulting temperature due to friction in the needle is very The fabric can get damaged at that temperature. There is less damage in the case of fabrics made from natural fibers. The following are the steps to be taken to keep the fabrics free from this type of defect:
- By reducing sewing speed, the generation of heat to the needle will be less.
- But it affects production speed and does not suit large production.
- By changing needle Size & shape so that there is less generation of heat to the needle.
- By sewing smaller lengths at higher speeds.
- By blowing cool air on the needle during sewing so that the temperature can be controlled.
- By using lubricant to the needle. By using Teflon coated needle.
- Defects occur due to handling, for instance, spoilage, staining, etc. Defects occur due to oil marks.
- Defects occur due to dirty spots.
Size Measurement Faults
During the manufacturing of garments size of some parts is measured as per requirement. After assembling full garments also dimensions are measured to ensure that the dimension of garments is as per specifications. Faults occurring at this stage is can be reduced very much. During size measurement the parts which are measured are
- Chest
- Waist
- Shoulder
- Sleeve length
- Sleeve opening
- Body length
- Neck width
- Front neck drop
- Back neck drop
- Collar Height
- Arm hole
- Placket length
- Pocket length
- Pocket width
- Bottom part and
- Hem opening etc.,
Garment Twist
A rotation, usually lateral, between different panels of a garment resulting from the release of latent stresses during the laundering of the woven or knitted fabric forming the garment. Torque or spirality may also be used to refer to twist.
Sewing thread shrinkage
Causes
Due to variable shrinkage % of sewing thread & fabric, Seam pucker will create after washing or ironing.
Cotton threads develop puckering when wet or after wash.
Remedies
- To use synthetic
- It is good to know about the shrinkage % of fabric & thread before selection to
Structural jamming of fabric
Causes
When sewing is done by a needle to densely woven fabrics or in which no. of warp & weft yarns are more in one inch, seam pucker happens due to shrinkage of fabric.
Remedies
- By using finer thread &
- By minimizing stitch
- By cutting & sewing on bias angle.
- By using chain stitch instead of the lock
- To change fabric (if necessary).
Mismatched patterns
Causes
Seam pucker will create when two different sizes patterns are sewn together.
The designer is responsible for this. It can also occur due to the wrong selection of patterns.
Remedies
An experienced pattern designer is needed. Change or rectify the pattern.
Maintenance of Sewing Machines
Maintenance is an activity involved in maintaining something in “good working order”. Widely it can be divided into two categories.
- Corrective Maintenance
- Preventive Maintenance
Corrective maintenance can be defined as the maintenance which is required when an item has failed or worn out and to bring it back to working order. Corrective maintenance is the most commonly used maintenance approach, but it has its limitations.
When equipment fails, it often leads to downtime in production, and sometimes damages other parts. In most cases, this is expensive also, if the equipment needs to be replaced, the cost of replacing alone can be substantial. The reliability of systems maintained by this type of maintenance is unknown and cannot be measured. Therefore, corrective maintenance is carried out on all items where the consequences of failure or wearing out are not significant (less important items) and the cost of this maintenance is not greater than preventive maintenance.
Preventive Maintenance
Preventive maintenance is conducted to keep equipment working and/or extend the life of the equipment. The primary goal of maintenance is to avoid or mitigate the consequences of the failure of equipment. Preventive Based Maintenance help to prevent failure before it actually occurs. It is designed to preserve and restore equipment reliability by replacing worn components before they actually fail.
Preventive maintenance activities include partial or complete overhauls at specified periods, oil changes, lubrication, and so on. In addition, workers can record equipment deterioration so they know when to replace or repair worn parts before they cause a system failure. The ideal preventive maintenance program would prevent all equipment failure before it occurs. Following are the two examples of Preventive Maintenance Schedule which are commonly used in the garment industry
- 1st Plan talks about the activities which have to be carried out on monthly basis and
- 2nd Plan talks about the quarterly (3 Months) basis.
Preventative Maintenance Services Plan Monthly Check
- Thread stand clean & tight
- Bobbin winder proper check
- Feed dog check
- Pressure foot check
- Needle plate check
- Needle screw check
- V-belt check
- Belt cover clean & tight
- Pully & pully cover check
- Hookset check
- Oil level check properly & clean
- Needle guard check
- Moving knife check
- Fix knife check
- Footrest check
- Headrest pin check
- Knee pad check
- Paddle mat check
- UBT machine proper working & check
- Stand shoe check
- Fabric guide check
- Pedal chain check
- Looper check
- Waste tube check
- Lower knife check
- Upper knife check
- Eyeglass check
- Tabletop condition check
- Machine condition check
- Gauge set check
- Top feed dog check
- Gear bearing check
- Pressure-bar/regulator check
- Bobin case check
- Oil lubrication system checking
Preventative Maintenance Services Plan Quarterly Check
- Oil change
- Moto & control box clean by air pressure
- All moving parts checking/replacement
- Gear and bearing checking/replacement
Safety Measures
The machine Mechanic working in factories, must follow the following points and adopt safe working practices.
- Disconnect the sewing machine by pulling out the plug from the wall outlet, not by jerking the cord. Jerking the cord can cause the cord to become worn or frayed
- Disconnect the plug from the wall outlet first then the plug from the machine. Otherwise, electricity continues going through the cord and you could receive an electrical shock.
- Always unplug the machine from the electrical outlet when removing covers, lubricating, or when making any other user servicing adjustments
- Place pins, needles, and tools in a container when not using them. Do not leave them loosely on the table or on the floor
- Pins and needles should never be placed in your mouth
- When not in use, pointed tools should be left closed
- Handle sharp tools with the handle first
- When in doubt, ask the instructor
- Report any injuries or accidents immediately to the Also, Report a breakage to a tool or m/c to the instructor.
- Wipe up any oil spillage on the floor immediately to prevent anyone from keeping aisles clear at all times.
- Operate only the machines you have been trained to operate
- Make only adjustments you have been trained to perform
- When on duty wear low shoes & close-fitting clothing. Avoid loose-fitting sleeves, sweaters, jewelry, ties, and ribbons when operating the machine. If your hair is long, tie it back
- Always practice proper posture to reduce fatigue, help prevent accidents and increase efficiency
- Use both hands to raise & lower the machine head







Hi Komal, your article is very informative. We are selling small sewing machine with brand name akiara. I want some of your suggestion, can you contact me on agrawal _ amit _ s at hot mail dot com
You have said it all what I marveled about is the blind hem stitchine industrial machine in the Collage I went Vogue Style as twenty ten graduate
school of fashion and designing by Joyce Aba Bio was thought by hand Heming and Blind stitches was one mean the hand stitching thanks a lot guys.