
Introduction
Technical textiles are generally recognized to be one of the most dynamic and promising areas for the future of the textiles industry. Technical textiles are textile material and products manufactured primarily for their performance and functional properties rather than aesthetic or decorative purpose. Aesthetic properties are not much important for the Technical Textiles.
Although ‘technical’ textiles have attracted considerable attention, the use of fibres, yarns and fabrics for applications other than clothing and furnishing is not a new phenomenon. Nor is it exclusively linked to the emergence of modern artificial fibres and textiles. Natural fibres such as cotton, flax, jute and sisal have been used for centuries (and still are used) in applications ranging from tents and tarpaulins to ropes, sailcloth and sacking. There is evidence of woven fabrics and meshes being used in Roman times and before to stabilise marshy ground for road building – early examples of what would now be termed geotextiles and geogrids.
What is relatively new is a growing recognition of the economic and strategic potential of such textiles to the fibre and fabric manufacturing and processing industries of industrial and industrialising countries alike. In some of the most developed markets, technical products (broadly defined) already account for as much as 50% of all textile manufacturing activity and output. The technical textiles supply chain is a long and complex one, stretching from the manufacturers of polymers for technical fibres, coating and speciality membranes through to the converters and fabricators who incorporate technical textiles into finished products or use them as an essential part of their industrial operations.The economic scope and importance of technical textiles extends far beyond the textile industry itself and has an impact upon just about every sphere of human economic and social activity.
And yet this dynamic sector of the textile industry has not proved entirely immune to the effects of economic recession, of product and market maturity, and of growing global competition which are all too well known in the more traditional sectors of clothing and furnishings. There are no easy paths to success and manufacturers and converters still face the challenge of making economic returns commensurate with the risks involved in operating in new and complex markets. If anything, the constant need to develop fresh products and applications, invest in new processes and equipment, and market to an increasingly diverse range of customers, is more demanding and costly than ever Technical textiles have never been a single coherent industry sector and market segment.
It is developing in many different directions with varying speeds and levels of success. There is continual erosion of the barriers between traditional definitions of textiles and other ‘flexible engineering’ materials such as paper and plastics, films and membranes, metals, glass and ceramics. What most participants have in common are many of the basic textile skills of manipulating fibres, fabrics and finishing techniques as well as an understanding of how all these interact and perform in different combinations and environments. Beyond that, much of the technology and expertise associated with the industry resides in an understanding of the needs and dynamics of many very different end-use and market sectors. It is here that the new dividing lines within the industry are emerging. An appreciation of the development and potential of technical textile markets therefore starts with some clarification of the evolving terminology and definitions of scope of the industry and its markets.
Technical or industrial textiles: what’s in a name?
For many years, the term ‘industrial textiles’ was widely used to encompass all textile products other than those intended for apparel, household and furnishing end-uses. This usage has seemed increasingly inappropriate in the face of developing applications of textiles for medical, hygiene, sporting, transportation, construction, agricultural and many other clearly non-industrial purposes. Industrial textiles are now more often viewed as a subgroup of a wider category of technical textiles, referring specifically to those textile products used in the course of manufacturing operations (such as filters, machine clothing, conveyor belts, abrasive substrates etc.) or which are incorporated into other industrial products (such as electrical components and cables, flexible seals and diaphragms, or acoustic and thermal insulation for domestic and industrial appliances).
If this revised definition of industrial textiles is still far from satisfactory, then the problems of finding a coherent and universally acceptable description and classification of the scope of technical textiles are even greater. Several schemes have been proposed. For example, the leading international trade exhibition for technical textiles, Techtextil (organised biennially since the late 1980s by Messe Frankfurt in Germany and also in Osaka, Japan), defines 12 main application areas (of which textiles for industrial applications represent only one group):
- Agrotech: agriculture, aquaculture, horticulture and forestry
- Buildtech: building and construction
- Clothtech: technical components of footwear and clothing
- Geotech: geotextiles and civil engineering
- Hometech: technical components of furniture, household textiles and floorcoverings
- Indutech: filtration, conveying, cleaning and other industrial uses
- Medtech: hygiene and medical
- Mobiltech: automobiles, shipping, railways and aerospace
- Oekotech: environmental protection
- Packtech: packaging
- Protech: personal and property protection
- Sporttech: sport and property protection
The search for an all embracing term to describe these textiles is not confined to the words ‘technical’ and ‘industrial’. Terms such as performance textiles, functional textiles, engineered textiles and high-tech textiles are also all used in various contexts, sometimes with a relatively specific meaning (performance textiles are frequently used to describe the fabrics used in activity clothing), but more often with little or no precise significance.
Classification of Technical Textiles
Technical textiles can be divided into many categories, depending on their end use. The classification developed by Techtextil, Messe Frankfurt is widely used. The classifications and its applications are shown in Fig-1

Agrotech (Agro-textiles)
Textiles used in Agriculture are termed as agro textiles. They are used for crop protection, fertilisation, … The essential properties required are strength, elongation, stiffness, and bio-degradation, resistance to sunlight and resistance to toxic environment. All these properties help with the growth and harvesting of crops and other foodstuffs. There is a growing interest in using materials which gradually degrade (biodegradables).
Buildtech (Construction Textiles)
Textiles used in construction – concrete reinforcement, façade foundation systems, interior construction, insulations, proofing materials, air conditioning, noise prevention, visual protection, protection against the sun, building safety.
An interesting and astethic appealing application is the use of textile membranes for roof construction. This area is also referred to as textile architecture. PVC coated high tenacity PES, teflon coated glass fibre fabrics or silicone coated PES are used for their low creep properties. Splendid examples of such construction are found in football stadia, airports and hotels.
Clothtech (Clothing Textiles)
Technical textiles for clothing applications.
Geotech (Geo-textiles)
These are used in reinforcement of embankments or in constructional work. The fabrics in geo textiles are permeable fabrics and are used with soils having ability to separate, filter, protect or drain. The application areas include civil engineering, earth and road construction, dam engineering, soil sealing and in drainage systems. The fabric used in it must have good strength, durability, low moisture absorption and thickness. Mostly nonwoven and woven fabrics are used in it. Synthetic fibers like glass, polypropylene and acrylic fibers are used to prevent cracking of the concrete, plastic and other building materials. Polypropylene and polyester are used in geo textiles and dry/liquid filtration due to their compatibility.
Hometech (Domestic Textiles)
Textiles used in a domestic environment – interior decoration and furniture, carpeting, protection against the sun, cushion materials, fireproofing, floor and wall coverings, textile reinforced structures/fittings.
In the contract market such as for large area buildings, ships, caravans, busses, fire retardant materials are used. Fire retardant properties are obtained either through the use of inherent fire retardant fibres such as modacryl or through the application of a coating with fire retardant additives (bromide of phosporus compounds).
Indutech (Industrial Textiles)
Textiles used for chemical and electrical applications and textiles related to mechanical engineering. Silk-screen printing, filtration, plasma screens, propulsion technology, lifting/conveying equipment, sound-proofing elements, melting processes, roller covers, grinding technology, insulations, seals, fuel cell.
Medtex (Medical textiles)
These are commonly used in bandages and sutures (stitching the wounds). Not all textile fibers can be used here, because their performances depend upon interaction with the cells and different fluids produce by the body. Sutures and wound dressing uses fibers like silk and other synthetic fibers. Hollow synthetic fibers are used with nano or very small particles are used for the delivery of drugs to any specific part of the body to prevent over dosage. Cotton, silk polyester, polyamide are also used in medical applications.
Medical textiles also cover surgical gowns and drapes. There are two classes of materials: reusables and non-wovens. Reusable are either PES or PES-cotton woven materials or laminates. Also non-woven materials are used in the operating theater.High performance non-wovens are usually laminated with a plastic foil in order to provide for sufficient barrier properties to reduce wound infection.
Mobiltech (Textiles used in transport)
These textiles are used in the construction of automobiles, railways, ships, aircraft and spacecraft. Examples are Truck covers (PVC coated PES fabrics), car trunck coverings (often needle felts), seat covers (knitted materials), seat belts, non- wovens for cabin air filtration (also covered in indutech), airbags, parachutes, boats (inflatable), air ballons.
Oekotech or Ecotech (Environmentally-friendly textiles)
New applications for textiles in environmental protection applications – floor sealing, erosion protection, air cleaning, prevention of water pollution, water cleaning, waste treatment/recycling, depositing area construction, product extraction, domestic water sewerage plants.
Packtech (Packaging textiles)
Packaging, silos, containers, bags, canvas covers, marquee tents.
Protech (Protective textiles)
Protection against heat and radiation for firefighter clothing, against molten metals for welders, for bulletproof jackets, etc, all these things are obtained by usage of technical textiles with high-performance fibers. In bulletproof jackets, special fiber aramid is used which have high tenacity, high thermal resistance, and low shrinkage. Glass fiber is also used in fireproof jackets due to its high strength, chemical, and flame resistance. Protective clothing is also used by astronauts when they go into space. It was used by the astronauts when they went on the moon, their suits were covered with special chemicals including lead to protect them from the suns heat, their suit was not only made from special fibers but their airship was also lined with special fabric.
Sporttech (Sports textiles)
Shoes, sports equipment, flying and sailing sports, climbing, angling, cycling, winter and summer sports, indoor sportswear, technical jersey fabrics.
Specific areas of application of Technical Textiles
Conveyor belts
For industrial applications and in power transmission, technical textiles are used in conveyor belts. Carcass is a fabric inside the conveyor belt, which is responsible for the strength and stretch properties of the belt. This carcass is made with layers of woven fabrics bonded together.
Electronics in textiles
It has been heard that soon textiles will be merged with electronics in all areas. In future wearable computers would be launched, these will not be like advance wrist watches etc, they will contain IC s in fabric to develop fabric keyboards and other wearable computer devices. These types of products are known as Interactive electronic textiles (IET). Research to support IET development is being conducted in many universities. Growing consumer interest in mobile, electronic devises will initiate the demand for IET products.
Definition and Scope of Technical Textiles
Technical Textiles are defined as Textile material and products manufactured primarily for their Technical performance and functional properties rather than aesthetic and decorative characteristics.
The Definition of Technical Textiles adopted by the authoritative Textile Terms and Definitions, published by the Textile Institute. “Materials and products intended for end-uses other than non-protective clothing, household furnishing, and floor covering, where the fabric or fibrous component is selected principally but not exclusively for its performance and properties as opposed to its aesthetic or decorative characteristics” (Textile Terms and Definitions, TI, Manchester, 10theEd.)
Such a brief description clearly leaves considerable scope for interpretation, especially when an increasing number of textile products are combining both
performance and decorative properties and functions in equal measure. Examples are flame retardant furnishings and ‘breathable’ leisurewear. Indeed, no two published sources, industry bodies or statistical organisations ever seem to adopt precisely the same approach when it comes to describing and categorising specific products and applications as technical textiles.
It is perhaps not surprising that any attempt to define too closely and too rigidly the scope and content of technical textiles and their markets is doomed to failure. In what is one of the most dynamic and broad ranging areas of modern textiles, materials, processes, products and applications are all changing too rapidly to define and document. There are even important linguistic and cultural perceptions of what constitutes a technical textile from geographical region to region in what is now a global industry and marketplace.
Scope of Technical Textiles
According to the recent reports, there has been a sharp Increase in the global demand for Technical Textiles in various application areas namely Meditech, Buildtech, Mobiletech, Protech, Indutech, Hometech, Clothtech, Sporttech, Packtech, Oekotech, Defence, Geotech. These applications have provided scope for making various products – from Car Upholstrey to Parachutes,Shelter Fabric to Home furnishing, Infrastructure to Environmental and even to Hospitals.The WORLD TRADE in technical textiles is believed to be over USD 50 Billion per annum and it isgrowing at an accelerated pace. It is expected to increase to USD 127 Billion by 2010 and drivers of future growth of this industry is expected to be Asian countries like India and China.
The new promise of technical and performance textiles is an emerging generation of products combining the latest developments in advanced flexible materials with advances in computing and communications technology, biomaterials, nanotechnology and novel process technologies such as plasma treatment. These will eventually have a direct impact upon all sorts of consumer textile markets, including both clothing and furnishings. The field of ‘wearable electronics’ has already captured the imagination of many researchers and large corporations and, although most products on the market today are relatively unsophisticated ‘implants’ of conventional electronics and wiring, the prospect of truly ‘interactive textiles embodying sensors, actuators and logic circuits built into the structure of the fibres, yarns and fabrics themselves is not impossibly far- fetched.
The term “technical textiles” was coined in the 1980s to describe the growing variety of products and manufacturing techniques being developed primarily for their technical properties and performance rather than their appearance or other aesthetic characteristics. It largely superseded an earlier term “industrial textiles” (still widely used in the USA) which had become too restrictive in its meaning to describe the full complexity and richness of this fast growing area. A major international exhibition, Techtextil, was launched in 1985 to reflect the growth of technical textiles and soon developed a simple taxonomy that has been used ever since to describe the scope of this new industry and market sector.
- Agrotech – agriculture, horticulture, forestry and aquaculture textiles Buildtech – building and construction textiles
- Clothtech – technical components of shoes and clothing e.g. linings Geotech – geotexiles and civil engineering materials
- Hometech – components of furniture, household textiles & floorcoverings Indutech – textiles for industrial applications filtration, conveying, cleaning etc Medtech – hygiene and medical products
- Mobiltech – automobiles, shipping, railways and aerospace Oekotech – environmental protection
- Packtech – packaging materials
- Protech – personal and property protection Sporttech- sport and leisure
Within each of these headings are literally hundreds of products and applications for textiles, some traditional, some replacing other well-established materials and techniques, and some that have been newly created by the unique properties and capabilities of textile materials and structures. The automotive industry is not only one of the largest single markets for technical textiles but also one of the most diverse.
Applications range from tyre cord, hose and drive belt reinforcements to thermal and sound insulation, safety belts and airbags, filters, cable harnesses and textile reinforced composites for body and suspension parts. Even the internal furnishings of a car headliners, seating, carpets, parcel shelf and trunk liners are all regarded as technical textiles because of the extremely demanding specifications to which they are made and tested. As just one other example, the medical and hygiene textiles market ranges from high volume disposable products for babies’ nappies, feminine hygiene and adult incontinence through to extremely specialised and high value textile products for use in blood filtration, surgical sutures, prostheses and, most recently, scaffolds for new tissue growth.
Technical Textiles has tremendous growth scope in India
As the importance of Technical Textile is rising day by day, market opportunities are increasing and thus the usage of the same is growing rapidly. Currently, approximately US $120 billion worth of Technical Textiles is consumed world over and in India it is just $6 billion. Though India has a significant presence in some segments of Technical Textiles such as Automotive and Industrial textiles, it is yet to make a presence in other segments of Technical Textiles.
Government has taken initiatives to promote Technical Textiles through fiscal support, research spending and inter-departmental co-ordination. This is expected to stimulate domestic consumption in the coming years
Besides, going by the past trends as shown in the developed countries, one can anticipate higher per capita consumption of Technical Textiles as the Indian economy continues to grow despite current slowdown.
The other major segment that is expected to stimulate the demand will be medical textiles, as India is fast emerging as a centre for medical tourism.
Indian Government is rightly increasing the spending on infrastructure significantly and this is expected to result in the growth of geo-textiles applications in roads, airports, dams, sea erosion control and solid waste management systems.
Agrotech is another area which promises a huge growth for Technical Textiles. Indian agriculture practices are presently not sufficiently modern. But with increasing awareness of advantages such as productivity and quality improvement due of use of woven, coated and non-woven textiles in agriculture, high growth is anticipated in this segment.
Present Scenario of Technical Textiles
Global Scenario
India is the world second largest producer of textile and garments. The textile industry in India contributes 14 % towards the GDP of USD 1.18 billion. This market itself being so big, there is tremendous potential for technical textiles as well. Currently the consumption of technical textiles in India forms only 3 % of the total world consumption; however, it is growing at a rate higher than most developed countries. The reasons for low penetration in this market are several, such as scattered production structure, inadequate research and development (R&D), lack of skilled personnel. Another major contributing factor is that there is lack of awareness about the benefits of using technical textile and therefore leading to low consumption. So, India still has to make its presence felt in the world technical textiles market, which earns that a highly unexploited market is waiting to be explored.
The economic importance of technical textiles
The new promise of technical and performance textiles is an emerging generation of products combining the latest developments in advanced flexible materials with advances in computing and communications technology, biomaterials, nanotechnology and novel process technologies such as plasma treatment. These will eventually have a direct impact upon all sorts of consumer textile markets, including both clothing and furnishings. The field of ‘wearable electronics’ has already captured the imagination of many researchers and large corporations and, although most products on the market today are relatively unsophisticated ‘implants’ of conventional electronics and wiring, the prospect of truly ‘interactive textiles embodying sensors, actuators and logic circuits built into the structure of the fibres, yarns and fabrics themselves is not impossibly far- fetched.
Market Size Of Indian Technical Textile Industry
India is emerging as a significant player in technical textiles. The fast-paced economic growth leading to infrastructure creation as well as higher disposable income has made India a key market for the technical textile products. Moreover, the country has developed a foothold in the production of technical textiles owing to its skilled and technical manpower as well as abundant availability of raw- material. More investments are underway in this sector; as per the Ministry of Textiles, as on September 2010, 26,163 applications for technical textile projects with a project cost of US$ 14.5 billion were disbursed under Technology Upgradation Fund Scheme (TUFS).
Indian Technical Textile industry is estimated at Rs 41,756 Crore (2007-08), with domestic consumption of Rs. 38,835 Crore. The Industry has witnessed a significant growth of 16% from 2001-02 to 2009-10 and, is expected to grow at a rate of 11% year-on-year and reach a market size of Rs. 70,151Crore by the year (2012-13), with domestic consumption of Rs. 65,722 by the year 2012-13
Developments In Technical Fibers
A number of definitions have been used to describe the term ‘technical textiles’ with respect to their intended use, functional ability and their non-aesthetic or decorative requirements. However, none of these carefully chosen words include the fundamental fibre elements, technical or otherwise, which make up the technical textile structures. The omission of the word ‘fibre’ may indeed be deliberate as most technical textile products are made from conventional fibres that are already well established. In fact over 90% of all fibres used in the technical sector are of the conventional type.
Specially developed fibres for use in technical textiles are often expensive to produce and have limited applications. Use of silk in semitechnical applications also goes back a long way to the lightweight warriors of the Mongolian armies, who did not only wear silk next to their skin for comfort but also to reduce penetration of incoming arrows and enable their subsequent removal with minimal injury. Use of silk in wound dressing and open cuts in web and fabric form also dates back to the early Chinese and Egyptians.
Developments in Technical fibers
Natural Fibers
Cotton accounts for half of the world’s consumption of fibres and is likely to remain so owing to many of its innate properties. The length of the chains determines the ultimate strength of the fibre. The unique physical and aesthetic properties of the fibre, combined with its natural generation and biodegradability, are reasons for its universal appeal and popularity. High moisture absorbency, high wet modulus and good handle are some of the more important properties of cotton fibre.
Wool, despite its limited availability and high cost, is the second most important natural fibre. It is made of protein: a mixture of chemically linked amino acids which are also the natural constituents of all living organisms. Keratin or the protein in the wool fibre has a helical rather than folded chain structure with strong inter- and intrachain hydrogen bonding which are believed to be responsible for many of its unique characteristics.
Flax, jute, hemp and ramie, to name but a few of the best fibres, have traditionally taken a secondary role in terms of consumption and functional requirements. They are relatively coarse and durable, and flax has traditionally been used for linen making. Jute, ramie and to a lesser extent other fibres have received attention within the geotextile sector of the fibre markets which seeks to combine the need for temporary to short-term usage with biodegradability, taking into account the regional availability of the fibres. Silk is another protein-based fibre produced naturally by the silkworm, Bombyx Mori or other varieties of moth.
Silk is structurally similar to wool with a slightly different combination of amino acids which make up the protein or the fibroin, as it is more appropriately known. Silk is the only naturally and commercially produced continuous filament fibre which has high tenacity, high lustre and good dimensional stability.
Regenerated Fibers
Viscose rayon was the result of the human race’s first attempts to mimic nature in producing silk-like continuous fibres through an orifice. Thin sheets of cellulose are treated with sodium hydroxide and aged to allow molecular chain breakage. Further treatment with carbon disulphide, dissolution in dilute sodium hydroxide and ageing produces a viscous liquid, the viscose dope, which is then extruded into an acid bath. The continuous filaments that finally emerge are washed, dried and can be cut to staple lengths. The shorter cellulose molecules in viscose and their partial crystallisation accounts for its rather inferior physical properties relative to cotton.
Lyocell, is the latest addition to this series of fibres, commercially known as Tencel (Acordis), has all the conventional properties of viscose in addition to its much praised environmentally friendly production method. The solvent used is based on non-toxic N-methyl morpholine oxide used in a recyclable closed loop system, which unlike the viscose process avoids discharge of waste. Highly absorbent derivatives of Tencel, known as Hydrocell are establishing a foothold in wound dressing and other medical-related areas of textiles.
Synthetic Fibers
The first synthetic fibre that appeared on the world market in 1939 was nylon 6.6. It was produced by DuPont and gained rapid public approval. A series of nylons commonly referred to as polyamides now exists in which the amide linkage is the common factor.
Nylon 6.6 and nylon 6 are most popular in fibre form. They are melt extruded in a variety of cross-sectiona shapes and drawn to achieve the desired tenacity.They are well known for their high extensibility, good recovery, dimensional stability and relatively low moisture absorbency Nylon was later surpassed by the even more popular fibre known as polyester, first introduced as Dacron by DuPont in 1951.
Polyester is today the second most used fibre after cotton and far ahead of other synthetics both in terms of production and consumption. Polyethylene terephthalate or polyester is made by condensation polymerisation of ethylene glycol and terephthalic acid followed by melt extrusion and drawing. It can be used in either continuous form or as short staple of varying lengths.The popularity of polyester largely stems from its easycare characteristics, durability and compatibility with cotton in blends.
Its very low moisture absorbency, resilience and good dimensional stability are additional qualities Wool- like properties are shown by polyacrylic fibres which are produced by the polymerisation of acrylonitrile using the addition route into polyacrylonitrile. They can then be spun into fibres by dry or wet spinning methods. Orlon14 was produced by DuPont. It had a distinctive dumbbell shaped cross-section and was extruded by the dry process in which the solvent is evaporated off.
Polyolefin fibres include both polyethylene and polypropylene made by addition polymerisation of ethylene and propylene and subsequent melt extrusion, respectively. Polyethylene has moderate physical properties with a low melting temperature of about 110 °C for its low density form and about 140 °C for its high density form which severely restricts its application in low temperature applications.
Polypropylene has better mechanical properties and can withstand temperatures of up to 140 °C before melting at about 170°C.
High performance Inorganic fibres
Any fibre that consists of organic chemical units, where carbon is linked to hydrogen and possibly also to other elements, will decompose below about 500°C and cease to have long-term stability at considerably lower temperatures. For use at high temperatures it is therefore necessary to turn to inorganic fibres and fibres that consist essentially of carbon.
Glass, asbestos and more recently carbon are three well-known inorganic fibres that have been extensively used for many of their unique characteristics.Use of glass as a fibre apparently dates back to the ancient Syrian and Egyptian civilizations which used them for making clothes and dresses. Their good resistance to heat and very high melting points has also enabled them to be used as effective insulating materials.
Ultra-fine and novelty fibres
Ultra-fine or microfibres were developed partly because of improved precision in engineering techniques and better production controls, and partly because of the need for lightweight, soft waterproof fabrics that eliminate the more conventional coating or lamination processes. As yet there are no universal definitions of microfibres.
Textile Terms and Definitions simply describes them as fibres or filaments with linear densities of approximately 1.0 dtex or less. Others have used such terms as fine, extra-fine and micro-fine corresponding to linear densities ranging from 3.0 dtex to less than 0.1 dtex. They are usually made from polyester and nylon polymers, but other polymers are now being made into microfibres.
The Japanese first introduced microfibres in an attempt to reproduce silk-like properties with the addition of enhanced durability. They are produced by at least three established methods including island-in-sea, split process and melt spinning techniques and appear under brand names such as Mitrelle, Setila, Micrell, Tactel and so on.
Once in woven fabric form their fine diameter and tight weave allows up to 30000 filaments cm-2, making them impermeable to water droplets whilst allowing air and moisture vapour circulation. They can be further processed to enhance other characteristics such as peach-skin and leather-like appearances. The split technique of production imparts sharp-angled edges within the fibre surface, which act as gentle abraders when made into wiping cloths that are used in the optical and precision microelectronic industries. Microfibres are also used to make bacteria barrier fabrics in the medical industries. Their combined effect of low diameter and compact packing also allows efficient and more economical dyeing and finishing.
Finally, constant pressure to achieve and develop even more novel applications of fibres has led to a number of other and, as yet, niche fibrous products. In principle, the new ideas usually strive to combine basic functional properties of a textile material with special needs or attractive effects.
Application of Technical Textiles
Textiles are everywhere in modern society; Worn as protection and self expression on the human body, used as decoration and comfort elements in homes, offices, hospitals, hotels or public buildings, as interior components in cars, buses, trains, ships and airplanes, or structural elements for tents, roofs, bridges, or as reinforcements for roads, and dikes but also as bags, nets or artificial turf in sports and outdoor activities. In spite of the fact that normally the textile industry is considered a traditional sector, today it has become one of the main test-beds regarding new business strategies.
The new market standards, achievable with process innovations, which on one hand reduce costs, whereas on the other hand allows to distinguish oneself from the other competitors, have become a very important competitive factor. Ever since the mid 80’s, the market of textile products started to change radically, and it was divided between: Standard productions, identified with a low innovation and technology level, medium to low quality, weak customer service – complex productions identified with a high product innovation level, with the use of state-of-the-art process technologies and product research, a strong aesthetic element, as well as certain and high quality levels, quick timing addressing requirements, production flexibility and customer service.
As well as the above, currently there is a new phase in the textile field in which new materials allow to make dynamic and interactive products, able to offer protection, comfort and performance. The textile materials are therefore becoming the basis for a completely new range of new applications.
Innovative and technical textiles: A sector of niches with high added value
Today it’s needed to adopt a different approach to textiles; Fabrics have to be regarded not only just as a surface, to be interpreted graphically, but as a material to all intents and purposes, with its own intrinsic structure and performance. In the sector of technical textiles there are a large number of niches and products, often highly technological and where the end user requires specific requirements, and for which the cost is no longer the only parameter taken into consideration.
Regarding innovative textiles the market is growing rapidly and many developments of new products and applications are underway. The technological evolution which transversally integrates human science, materials and information technology, does allow to foresee positive perspectives in the approach towards development of new products and applications. The general trend is therefore towards high tech, high performance fabrics designed not just to look attractive, but to offer a significant added value in terms of functionality.
Application field of technical textiles In the field of specialised applications, the technological assets are those that provide the highest performance and comfort standards, and ensure a better quality of life. Already there are fabrics capable of reducing risks (eg, antibacterial, mite-proof, insect proof, odourless, flame retardant, soil-resistant, anti-UV and anti-electromagnetic radiation, etc). Other fabrics function actively (eg, heat-regulating, with new visual features, or providing cosmetic-medical effects, and so forth).
Application Functions
- Mechanical functions
- Exchange functions
- Functionalities for living beings
- Protective functions
Mechanical functions
- Mechanical resistance
- Reinforcement of materials
- Elasticity
- Tenacity
Exchange functions
- Filtration
- Insulation and conductivity
- Drainage
- Impermeability
Functionalities for living beings
- Antibacteria
- Antidustmites
- Biocompatibility (hypoallergenic textiles)
- Biodegradability / bioresorption
Protective functions
- Thermal
- Fire
- Mechanical
- Chemicals
- Impermeable – Breathable
- Antistatic
- Particles antirelease
- Electrical insulation
- IR and UV rays
- NBC (Nuclear, biological and chemical)
- High visibility
- Electromagnetic fields
Sector-wise Application of Technical Textiles
Agrotech (Agro-textiles)

Agro-textiles, also known as Agrotex, that are used in agricultural applications related to growing and harvesting of crops and animals. Not only crop production, they are also used in forestry, horticulture, as well as animal and poultry rearing including animal clothing. Agro-textiles have to be strong, elongated, stiff, bio-degradable, resistant to sunlight and toxic environment. The essential properties required are strength, elongation, stiffness, and bio-degradation, resistance to sunlight and resistance to toxic environment. All these properties help with the growth and harvesting of crops and other foodstuffs. There is a growing interest in using materials which gradually degrade (biodegradables). Applications for technical textiles in agriculture include all activities concerned with the growing and harvesting of crops and animals.
The principal function of most agricultural textiles relates to the protection of either food produce, animals or land. Enduses range from crop production, through forestry and horticulture, to animal and poultry rearing and fishing. The fishing segment is a large consumer of textile materials Fishing methods are becoming more industrialised, replacing older small net and line fishing techniques.
Some of the examples of agro textiles are preventing erosion and paving way for afforestation in greenhouse cover and fishing nets. For Layer separation in fields, in Nets for plants, rootless plants & protecting grassy areas As sun screens (since they have adjustable screening)and wind shields As packing material and in bags for storing grass (that has been mowed) Controlling stretch in knitted nets Shade for basins Anti-birds nets Fabrics for sifting and separation, for the phases of enlargement of the larvae Materials for ground and plant water management at the time of scarcity and abundance of water.
Buildtech

These are the Construction Textiles, also known as Buildtex, used in construction and architectural applications, such as for concrete reinforcement, facade foundation, interior construction, insulation, air conditioning, noise prevention, visual protection, protection against sun light, building safety etc. The field of textile architecture is also expanding as textile membranes are increasingly being used for roof construction. Such fabrics as PVC coated high tenacity PES, teflon coated glass fiber fabrics or silicone coated PES are used extensively in football stadia, airports and hotels.
Clothtech
These are the Clothing Textiles, also known as Clothtex, including all those textile products that represent functional, most often hidden components, of clothing and footwear such as interlinings, sewing thread, insulating fibrefill and waddings. They are the ‘high performance’ garment fabrics whose demand is increasingly rising with the time.
The skin is the principal element that separates and protects the human body from the environment around it. It is also acts as a major exchange system of energy (eg, heat) and matter (fluids and gases such as water, oxygen etc) between body and environment. Clothing as an artificial second skin has always been used by humans to enhance the protective function of their own skin. However such additional protection often has a negative effect upon the exchange functionality of the human skin, in certain cases very severely like in the case of full body armour, fire-fighters, uniforms or diving suits. Functional and smart or intelligent clothing are the innovative response to such limitations. Functional clothing refers to products in which one or several specific functionalities are emphasised like strong insulation, water or fire resistance, breathability, wear resistance etc. Smart clothing takes (multi) functionality one step further as it refers to products that can offer their functions in a more adaptive way in response to stimuli from the environment or the wearer.
Smart garments can for instance:
- Adapt their insulation function according to temperature
- Detect vital signals of the wearer’s
- Change colour or emit light upon defined
- Generate or accumulate electric energy to power medical and other electronic
Geotech

These are the Geotextiles, also known as Geotex, which are woven, nonwoven and knit fabric used for many functions such as support, drainage and separation at or below ground level. Their application areas include civil and coastal engineering, earth and road construction, dam engineering, soil sealing and in drainage systems. Geotech have good strength, durability, low moisture absorption and thickness. Synthetic fibers such as glass fiber, polypropylene and acrylic fibers are used to prevent cracking of the concrete, plastic and other building materials.
Hometech

These are the Domestic Textiles, also known as Hometex, used in making of many home furnishing fabrics including carpet backings, curtains, wall coverings, etc. They are mostly fire retardant fabrics whose properties are derived either by using fire retardant fibers such as modacrylic fiber or by coating the fabrics with fire retardant additives such as bromide of phosphorus compounds.
Traditionally textiles have been an important part of the interior of human habitations, as well as human transportation systems such as cars, buses, passenger trains, cruise ships or airplanes. In that respect textile served three basic purposes:
- Decoration (carpets, wall coverings, curtains & drapes, table cloths, etc).
- Comfort (upholstery, seat covers, mattresses, bed sheets, blankets, carpets etc).
- Safety (safety belts and nets, airbags).
Textile Structures for building Textiles have in the past been predominantly confined to the interior decoration; They are now increasingly becoming part of these constructions themselves. Thanks to better performance characteristics in terms of their strength-weight ratio, durability, flexibility, insulating and absorption properties, and fire and heat resistance, they are in a position to replace more traditional construction materials such as steel and other metals, wood and plastics. Examples of such innovative uses of textiles include
- Lightweight textile
- Textile-reinforced
- Fibre and textile-based bridging cables and elements.
- Erosion and landslide protection
- Textile reinforcement of dykes and other water management
- Fibre-based light, flexible and durable piping and canalisation
Indutech
These are the Industrial Textiles, also known as Indutex, used in different ways by many industries for activities such as separating and purifying industrial products, cleaning gases and effluents, transporting materials between processes and acting as substrates for abrasive sheets and other coated products. They range from lightweight nonwoven filters, knitted nets and brushes to heavyweight coated conveyor belts.
Medtech
These are the Medical Textiles, also known as Medtex. They include all the medical fabrics that are used in health and hygiene applications in both consumer and medical markets. They are generally used in bandages and sutures that are used for stitching the wounds. Sutures and wound dressing uses fibers like silk fibers and other synthetic fibers. Hollow synthetic fibers are used with nano particles (very small particles) for delivery of drugs to any specific part of the body. Cotton, silk, polyester, polyamide fabrics are also used in medical applications. Innovative textile products can both add significantly to effectiveness of medical treatments as well as patient comfort at the same time, new medical textiles, may contribute to cost containment. Such innovative products:
- Provide new treatment options (textile based implants instead of scarce donor organs; artificial tissues, joints and ligaments).
- Speed up recovery after medical treatment (innovative wound dressings; Light, breathable orthoses/protheses).
- Enhance quality of life of chronically ill people (functional clothing).
Mobiltech
These textiles, also known as Mobiltex, are used in transport industry, such as in construction of automobiles, railways, ships etc. Truck covers and restraints are significant textile end-uses in the transportation sector. They can range from simple ropes and tarpaulins to highly engineered flexible curtain systems and webbing tie-downs. Other examples include seat covers, seat belts, non-wovens for cabin air filtration, airbags, parachutes, inflatable boats, air balloons etc.
Oekotech
These are the Eco-friendly Textiles, also known as Oekotex or Ecotex. They are mostly used in environmental protection applications – floor sealing, erosion protection, air cleaning, prevention of water pollution, water cleaning, waste treatment/recycling, depositing area construction, product extraction, domestic water sewerage plants. They are even gaining unimaginable popularity in other sectors of textile industry. Clothing, home furnishings, fashion accessories etc. all now come in eco-friendly versions made of oekotech.
Packtech
These are the Packaging Textiles, also known as Packtex. Textiles have been used for packaging since ages. It ranges from heavyweight woven fabrics used for bags, packaging sacks, Flexible Intermediate Bulk Carriers (FIBCs) and wrappings for textile bales and carpets to the lightweight nonwovens used as durable papers, tea bags and other food and industrial product wrappings.
Protech
These are the Protective Textiles, also known as Protex, that are used in the manufacturing of protective clothing of different types. Protection against heat and radiation for fire fighter clothing, against molten metals for welders, for bullet proof jackets or for chemical protective clothing- all depend on the use of protech.
The main target of the technical protective fabrics is to improve people safety in their workplaces. A technical protective fabric can save a worker’s life, that’s why, most of them are mainly used to manufacture PPE (personal protective equipment). The demand of these fabrics is growing around the world thanks to the sensibilitization of the society, requiring more safety at work.
The aim of a technical protective fabric isn’t fashion, they are designed to have extra values in protection, against some hazards. The protective textiles are made with the help of specialty fibers such as aramid fiber used in making of bullet proof jackets, glass fibers used in fire proof jackets etc. Sometimes the protective textile is also coated with special chemicals, for example, when used in manufacturing astronauts’ suits. The main end use segments include:
- Chemical
- Flame
- Cut
- Outdoor protection, hi-visibility.
Manufacturers of protective clothing are also realising the need to supply workers with comfortable garments. In fact although guaranteed high levels of performance will remain critical for protective garments, increased emphasis is being placed on wearer comfort, and design aesthetics.
Sporttech
These are the Sports Textiles, also known as Sporttex, used mainly for making sports wear including sports shoes and other sports accessories. Increasing interest in active sports and outdoor leisure activities such as flying and sailing sports, climbing, cycling, etc. has led to immense growth in the consumption of textile materials in manufacturing sporting and related goods and equipment. Synthetic fibers and coatings have largely replaced traditional cotton fabrics and other natural fibers in the making of sporttech.
Finishing Of Technical Textiles
The name textile finishing covers an extremely wide range of activities, which are performed on textiles before they reach the final customer. They may be temporary, for example the way bed sheets are pressed before packing, or they may be permanent, as in the case of a flame-retardant tenting fabric. However, all finishing processes are designed to increase the attractiveness or serviceability of the textile product. This could involve such techniques as putting a glaze on an upholstery fabric, which gives it a more attractive appearance, or the production of water repellent finishes, which improve the in-service performance of a tenting fabric.
Thus a further aim of textile finishing may be described as improvement in customer satisfaction, which finishing can bring about. This improvement in the perceived value of a product to the consumer forms the basis of modern ideas on product marketing. Technical textiles are defined as those materials with non- clothing applications. Thus the fashion aspects of textiles will be ignored, although aesthetic aspects of say upholstery and drapes will be covered.
Finishing Process
The finishing processes that are available can be divided into four main groups, which are:
Mechanical processes
These involve the passage of the material through machines whose mechanical action achieves the desired effects. A heating process, the purpose of which is usually to enhance these desired effects, frequently accompanies this.
- Calendering: compression of the fabric between two heavy ro rolls to give a flattened, smooth appearance to the surface of the fabric.
- Raising: plucking the fibres from a woven or knitted fabric to give a nap effect on the surface.
- Cropping: cutting the surface hairs from the a fabric to give a smooth appearance, often used on woollen goods where the removal of surface hair by a singeing process is not possible.
- Compressive shrinkage: the mechanical shrinking of the warp fibres in woven fabrics so that shrinkage on washing is reduced to the desired level.
Heat setting
This is a process for the stabilisation of synthetic fibres so that they do not shrink on heating.
Chemical processes
These may be described as those processes that involve the application of chemicals to the fabric. The chemicals may perform various functions such as water repellency or flame retardancy, or may be used to modify the handle of a fabric. Chemical finishes are normally applied in the form of an aqueous solution or emulsion and may be applied via a variety of techniques, the main one being the pad mangle, which is illustrated in Fig. 2.1.
After the padding or the application stage of the chemical finishing the fabric is usually dried to remove the water from the fabric and some form of fixation of the finish is then performed. This commonly takes the form of a baking process, where the fabric is subjected to a high temperature for a short period, which enables the applied chemicals to form a more durable finish on the fabric than would otherwise be achieved.
Surface coating
This is a most important part of the finishing of technical textiles.
Mechanical Finishes
Calendering
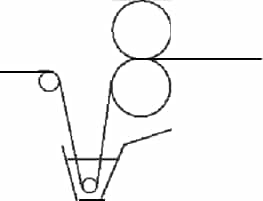
Calendering may be defined as the modification of the surface of a fabric by the action of heat and pressure. The finish is obtained by passing the fabric between heated rotating rollers (or bowls as they are frequently called), when both speed of rotation and pressure applied are variable. The surfaces of the rollers can be either smooth or engraved to provide the appropriate finish to the fabric, while the actual construction of the rollers may be varied from hardened chromium-plated steel to elastic thermoplastic rollers (Fig -2.1)
Effects which may be achieved by calendering
Calendering is done for many purposes but the main effects are:
- smoothing the surface of the fabric
- increasing the fabric lustre
- closing the threads of a woven fabric
- decreasing the air permeability
- increasing the fabric opacity
- flattening slubs
- obtaining silk-like to high gloss finishes
- surface patterning by embossing
Types of Textile Calenders
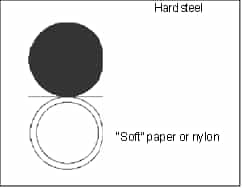
In general calendars usually have between two and seven rollers, with the most common being the three-bowl calender. Perhaps the most important factor in calender design is the composition of the rollers and the surface characteristics of these. Textile calenders are made up from alternate hard steel and elastic bowls. The elastic bowls are made from either compressed paper or compressed cotton, however, a lot of modern calenders are made with a thermoplastic thick covering, which is usually nylon. The latter have the advantage that they are less liable to damage from knots, seams and creases than cotton and paper bowls, damage that would then mark off onto the calendered fabric.
In two-bowl calenders (Fig. 2.2) it is normal to have the steel bowl on top so that the operator can see any finish. This type of arrangement is often used with the nylon bottom bowl mentioned previously, especially where the calender is used for glazing or the embossed type of finishes. The arrangement where two steel bowls are used together only occurs in exceptional circumstances, for example, in the compaction of nonwovens. Here both bowls are usually oil heated so that some form of permanent setting occurs. Finally, the arrangement with two elastic bowls is not common but is sometimes used on cotton knitgoods to obtain a soft handle.
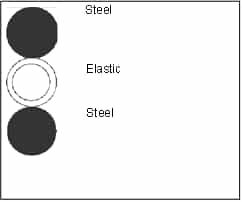
The three-bowl calender (Fig 2.3) was developed from the two-bowl calendar and with this type of calender it is normal to use only the top nip, with the bowls arranged steel–elastic–steel.The bottom bowl is used to keep the central elastic bowl smooth and thus assist in the finishing.The same arrangement also serves the same purpose on embossing calenders, where there is the possibility of permanent indentation from the top roller.
Pressure used in all of the above calenders can be varied between 10 and 40 tonnes, with running speeds up to 60mmin-1. However, these are very much average figures with figures as low as 6 tonnes for a 1m wide calender to as high as 120 tonnes for a 3m wide calender. In addition, running speeds of 20mmin-1 are used on an embossing calender, while on a glazing calender speeds of over 150mmin-1 have been quoted.
The temperatures which are used in calender rollers can, of course, vary from room temperature to 250°C.However, it must be stressed that temperature control is of vital importance, with a tolerance of ±2 °C being commonly quoted. Some generalizations can be made as follows:
- Cold bowls give a soft handle without much lustre; warm bowls (40–80 °C) give a slight
- Hot bowls (150–250 °C) give greatly improved lustre, which can be further improved by the action of friction and
Types of finish
- Swissing or normal gloss: a cold calender produces a smooth flat However, if the steel bowl of the calender is heated then in addition to smoothness the calender produces a lustrous surface. If a seven-bowl multipurpose calendar is used then a smooth fabric with surface gloss on both sides is produced.
- Chintz or glazing: this gives the highly polished surface which is associated with glazed chintz. The effect is obtained by heating the top bowl on a three- bowl calender and rotating this at a greater speed than that of the fabric. The speed of this top bowl can vary between 0 and 300% of the speed of the fabric. In certain cases where a very high gloss is required, the fabric is often pre impregnated with a wax emulsion, which further enhances the polished effect. This type of calendering is often called friction
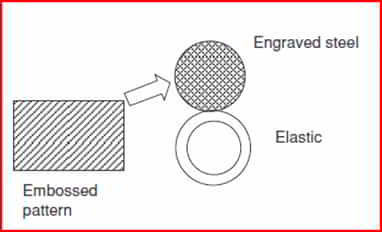
- Embossing: in this process the heated top bowl of a two-bowl calender is engraved with an appropriate pattern which is then transferred to the fabric passing through the bowls. The effect can be made permanent by the use of thermoplastic fibres or in the case of cellulosics by the use of an appropriate crosslinking
- Schreiner or silk finishing: this is a silk-like finish on one side of the It is produced by embossing the surface of the fabric with a series of fine lines on the surface of the bowls (Fig 2.4 ). These lines are usually at an angle of about 30° to the warp threads. The effect can be made permanent by the use of thermoplastic fabric or, in the case of cotton, by the use of a resin finish. This finish is particularly popular on curtains and drapes because of the silk-like appearance this type of finish gives to the product.
Raising
Raising is the technique whereby a surface effect is produced on the fabric that gives the fabric a brushed or napped appearance. The way this was done originally was to use the seedpod of the thistle, which was known as a teasel. These teasels were nailed to a wooden board and the fabric was drawn over them to produce a fabric with a hairy surface, which had improved insulating properties. This method has largely been superseded by the use of rotating wire brushes, although where a very gentle raising action is required, such as in the case of mohair shawls, teasels are still used.
Modern raising machines
All modern raising machines use a hooked or bent steel wire to tease the fibres from the surface of fabric. The most important factor in the raising operation is the relationship between the point and the relative speed of the cloth. The raising wires or ‘card’ wires are mounted on a flexible base, which is then wrapped around a series of rollers, which are themselves mounted on a large cylindrical frame.
The raising action is brought about by the fabric passing over the rotating rollers and the wire points teasing out the individual fibres in the yarn. Because there are a large number of points acting on the fabric at any one time, the individual fibres must be sufficiently free to be raised from the fibre surface. This is a combination of the intrafibre friction and the degree of twist in the raised yarns. Thus for ‘ideal’ raising, the yarns should be of low twist and be lubricated. One further point to note is that because the fabric runs in the warp direction over the machine, only the weft threads are at right angles to the rotating raising wires and therefore only the weft threads take part in the raising process.
Raising action
From Fig. 2.5 it can be seen that both the card wire rollers and the cylinder to which these are attached may be rotated; it is the relative speed of these in relation to that of the fabric that produces the various raising effects that may be achieved. There are two basic actions in raising and these are governed by the direction in which the card wires point and the relative speed of rotation of these in relation to the fabric. These actions are called the pile and the counterpile actions. In the counterpile action, the working roller rotates in the opposite direction to that of the cylinder with the points of the wire moving in the direction of rotation. This action pulls the individual fibres free from the surface. In the pile action, the points of the wire are pointing away from the direction of movement of the fabric. This results in an action where the raised fibres are subject to a combing action which tends to tuck back the fibres into the body of the fabric.
The most common raising action uses a combination of both of these actions, producing an even raise over the whole of the fabric surface. Control of the raising action has been achieved by measurement of the surface roughness of the raised fabric. It is therefore possible to control the exact height of the nap on the surface of fabrics.



In order to replace the warp crimp and thus minimise warp shrinkage, a process known as compressive shrinkage is carried out on the fabric to replace the crimp that has been pulled out in the preparation and finishing processes. This may be illustrated in the following way. A strip of fabric is placed on a convex rubber surface and gripped at each end of the rubber. As the rubber is allowed to straighten, the length of the fabric exceeds that of the rubber. However, if the fabric could be stuck to the surface of the rubber then the fabric would be subjected to compression and warp crimp would be introduced.
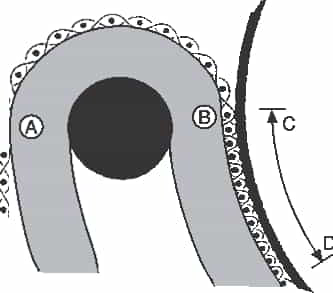
This principle then is applied to the compressive shrinking machine, where the cloth is fed in a plastic state onto a thick rubber belt at point A as shown in Fig.2.6 .While the belt is in the convex position for A to B the fabric merely lies on the surface, but at point B the belt starts to wrap its way round a large heated cylinder and thus changes from a convex to a concave shape.
Thus the surface of the rubber belt contracts and the fabric, which is held onto the surface of the rubber, is subject to a warp compression over the region C to D. The actual degree of shrinkage which takes place is controlled by the amount of fabric fed onto the rubber belt and the pressure between the heated metal cylinder and the belt, which increases or decreases the concave shape of the rubber belt. The principles of compressive shrinkage have also been reviewed.
Heat setting
The main aim of the heat setting process is to ensure that fabrics do not alter their dimensions during use. This is particularly important for uses such as timing and driving belts, where stretching of the belt could cause serious problems. It is important to examine the causes of this loss in stability so that a full understanding can be obtained of the effects that heat and mechanical forces have on the stability of fabrics. All fabrics have constraints placed on them by their construction and method of manufacture, but it is the heat-setting mechanism that occurs within the fibre that will ultimately influence fabric dimensions.
Heat-setting mechanisms
The first attempt to describe the various mechanisms of heat setting synthetic fibres was that of Hearle. He describes the various techniques which have been used to set fabrics into a given configuration and leaving aside the chemical methods of stabilisation, these techniques may be described as influencing the following:
- chain stiffness
- strong dipole links
- hydrogen bonds
Hydrogen bonding is the most important of the factors which influence setting, and nylon has a strong hydrogen-bonded structure whereas polyester has not. Thus relaxation of nylon can occur in the presence of water at its boiling point. In fact one of the common tests for the nylon fabrics used in timing belts is a 5min boil in water.
Fibre structure
All fibre-forming molecules consist of long chains of molecules. In fact, a typical nylon molecule will have a length which is some 5000 times the molecule diameter. X-ray diffraction techniques have confirmed that all synthetic fibres contain crystalline and non-crystalline regions. In nylon and polyester these crystalline regions occupy about 50% of the total space in the fibre.
Polymer orientation
During the processing of both polyester and nylon, the fibres are spun through fine holes and have a structure similar. However, to develop the strength in the fibre these fibres are then cold drawn to create an orientated structure. Once the chains have been orientated then the fibres show a much greater resistance to applied loads and a greater stiffness, hence the reason for cold drawing.
Transition temperatures
In the previous section the crystalline and amorphous regions of the polymer were discussed. These do have an effect on two important parameters:
- Glass transition temperature: this represents the temperature at which molecular movement starts in the amorphous regions of the polymer, and was given the name because it is the temperature at which the polymer changes from a glassy solid to a rubbery solid. This is the temperature at which segmental loosening takes place and hence dyeing can only take place above this
- Melting point: at this point the forces holding the molecules in the crystalline regions of the fibre are overcome by the thermal energy and the polymer melts. In both polyester and nylon these temperatures are separated by about
Heat shrinkage
All textile fibres are subjected to a cold drawing process and hence when they are heated above the point at which molecular motion sets in, they will progressively shrink until they reach the point of thermodynamic equilibrium. In other words the cold drawing process is reversed by the application of heat.
Essentials of heat setting
From the previous discussion it can be seen that heat setting is a temperature dependent process and for practical purposes the heat setting temperatures vary for polyester between 190–200 °C and for nylon 6.6 between 210–220°C.The fibres must not be allowed to move during the heating process and the heating must be sufficiently long enough to allow crystallisation to take place, after which the fibre must be cooled down to well below the heat setting temperature before being released.
There is an important difference between the behaviour of the two common polyamides (nylon 6 and nylon 6.6) and polyester, because of their different behavior towards water. Polyester is non-absorbent, so the heat setting behaviour is not affected by water. However, nylon will absorb sufficient water to obtain a temporary set that is based on hydrogen bonding and is destroyed on boiling in water. The consequence of this is that to obtain a permanent set on nylon, the water has to be removed from the fibre so that crystallisation can take place. Therefore nylon tends to be heat set at a higher temperature than polyester.
Technical Textile Finishing – Chemical Process
It has been suggested that by the end of 2000 some 50% of all textile fibre consumption in industrialised countries will be in technical textiles. A large percentage of this will consist of safety equipment and protective clothing and in fact this comprises the most significant portion of the technical textiles market. Protective clothing must provide resistance to the elements in the workplace, whilst at the same time providing comfort during wear.
The customers for these products demand strict compliance with the regulations designed to protect the wearer. One of the most important properties of this type of clothing is its resistance to small burning sources, thus flame resistance combined with easy cleaning is a most important consideration. The flame retardance must be maintained throughout the lifetime of the garment. The main regulation governing the use of flame-retardant technical textiles was the Furniture and Furnishing Fire Safety Regulations which were introduced into the UK in 1988.
Chemical processes
Durable flame-retardant treatments
Fire-retardant technical textiles have been developed from a variety of textile fibres, the choice of which is largely dependent on the cost of the fibre and its end- use. However, the main fibre in this area is cotton and thus treatments of this fibre will be discussed first. Two major flame-retardant treatments are popular. These are Proban (Rhodia, formerly Albright and Wilson) and Pyrovatex (Ciba).
The Proban process uses a phosphorus-containing material, which is based on tetrakis(hydroxymethyl)phosphonium chloride (THPC). This is reacted with urea and the reaction product is padded onto cotton fabric and dried. The fabric is then reacted with ammonia and finally oxidised with hydrogen peroxide.
The Proban process may be summarised as follows:
- Pad the fabric with Proban CC
- Dry the fabric to a residual moisture content of 12%.
- React the fabric with dry ammonia gas
- Oxidise the fabric with hydrogen peroxide
- Wash off and dry the fabric
- Soften the fabric
The actual chemistry of the process is fairly straightforward and the Proban forms an insoluble polymer in fibre voids and the interstices of the cotton yarn. There is no actual bonding to the surface of the cellulose, but the insoluble Proban polymer is held by mechanical means in the cellulose fibres and yarns. Because of this the Proban treated fabric has a somewhat harsh handle and some softening is usually required before the fabric is fit for sale.
The next method of forming a durable treatment for cellulose is by the use of Pyrovatex. This material is closely related to the crosslinked resins used in textile finishing and is in fact always applied with a crosslinked resin to form a chemical bond to the cellulose.
The Pyrovatex process may be summarised as follows:
- Pad the Pyrovatex mixture.
- Dry at 120°C.
- Cure at 160 °C for 3 min
- Wash in dilute sodium carbonate
- Wash in water
- Dry and stenter to width
As the reaction is with the cellulose, the flame-retardant substance is chemically bound to the fibre and is therefore durable. However, because the flame- retardant substance has to be applied with a crosslink resin, then the finished fabric has good dimensional stability and also excellent crease-recovery properties making this finish the one preferred for curtains. Unfortunately these desirable properties are not without disadvantages, the main one in the case of Pyrovatex being the loss in tear strength, which occurs with this and all cross linking systems.
Synthetic fibres with inherent flame-retardant properties
The Furniture and Furnishing (Fire) (Safety) Regulations12 made it mandatory that all upholstery materials should withstand the cigarette and match test as specified in BS 5852:1979: Pt1. This produced an enormous amount of work in the industry on possible routes which could be used to meet this legislation. These ranged from the use of materials that would not support combustion to chemical treatments and backcoating techniques. It is now clear, however, that backcoating is the main means by which these regulations are being met. Currently, some 5000 tonnes of backcoating formulations are being used in the UK for upholstery covers.
The majority of backcoating formulations are based on the well-known flame retardant effect of the combination of antimony(III) oxide and a halogen, which is usually bromine, although chlorine is also used to a lesser degree.
The synergistic mixture for this is one part of antimony(III) oxide to two parts of bromine containing organic compound. In addition, foaming agents are used which enable the use of foam application techniques, so that a minimum amount of penetration of the backcoating compound onto the face of the fabric is achieved. The use of foam application also enables higher precision in the weights applied and shorter drying times to be achieved. Thus Proban, Pyrovatex and backcoating with antimony/bromine compounds represent the major flame-retardant treatments for cellulose.
Water-repellent finishes
The early water-repellent finishes were all based on the application of a mixture of waxes, which were pliable at normal temperatures, applied to tightly woven cotton fabrics. These were, of course, well suited to sail cloth and protective clothing, but problems were encountered when the garments were cleaned. Therefore, the search was on for water-repellent treatments that were simple to apply but would also allow the treated fabrics to be cleaned.
It was noted early on that the heavy metal soaps did have water-repellent properties and therefore the first attempt at the production of a durable treatment was to use the chromium salt of a fatty acid, which was applied to cotton and then baked. This gave a certain durability to the fabric thus treated and the mechanism.
Antistatic finishes
Static electricity is formed when two dissimilar materials are rubbed together. It cannot be formed if identical materials are rubbed together. Thus when dissimilar materials are rubbed together a separation of charges occurs and one of the materials becomes positively charged and the other negatively charged. The materials at the top of the table will derive a positive charge when rubbed with any of the materials below them.
Cotton is a fibre that has very good antistatic properties on its own and presents few problems. This is because the natural water content of cotton is high (moisture contents of around 8% are commonly quoted), which provides the fibre with sufficient conductivity to dissipate any charge that might accumulate.
Antistatic treatments, therefore, are based on the principle of making the fibre conductive so that high charge densities are dissipated before sparks can form. This is done by the application of both anionic and cationic agents to the fibre. Typical structures of these materials are similar to the softening agents used for cotton, which contain a long chain hydrocarbon with an ionic group at the end.
One of the most interesting advances in the field of antistatic treatments has been the development of the permanent antistatic finishes, one of which was the Permolose finish developed by ICI.These are actually a series of finishes that consist of block copolymers of ethylene oxide and a polyester.When polyester fibres are treated with Permolose, the polyester block of the copolymer is adsorbed by the polyester fibre but the polyethylene oxide portion is incompatible with the polyester fibre and thus remains on the surface, where it attracts water and forms a conductive surface on the polyester fibre.
Antimicrobial and antifungal finishes
Problems of hygiene are coming more and more to the fore in textile finishing and it is now generally realised that a microbiocidal finish is very valuable in certain textiles for two reasons: as a prophylactic measure to avoid reinfections and as a deodorant. Perhaps at this stage it might be useful to define some of these terms:
- Bacteriostatic: a chemical that inhibits the growth of bacteria. Fabric that has been impregnated with a bacteriostat will stop the growth of germs, which eventually die in
- Fungistatic: a chemical that inhibits the growth of Bactericidal, fungicidal and microbicidal all mean that the chemical will kill these three types of microorganism.
Here are just a few of the many microorganisms with the infections they cause:
- Staphylococcus aureus: found in mucus membranes, causes boils and abscesses
- Pseudomonas pyocyanea: causes spots and boils
- Trichophylon menagrophytes: fungus, which causes dermatomycosis of the feet
- Candida albicans: yeast-like mould which is the main cause of thrush and foot
Areas of use
Microbicidal finishes are mainly used in textiles that are being handled continuously by a large number of people. Locations where these are used include, hotels, hospitals, asylums and student hostels, where mattress ticking, blankets and pillows, carpets and upholstery all come into contact with a large number of different individuals.
Any one of the following methods can be applied
- exhaust
- pad batch
- continuous
- spray
The normal add on depends on the efficiency of the particular product, but add- onweights of 1– 4% are commonly quoted.
Coating and its Techniques used for Technical Textiles
Coatings used in the production of technical textiles are largely limited to those products that can be produced in the form of a viscous liquid, which can be spread on the surface of a substrate. This process is followed by a drying or curing process, which hardens the coating so that a non-blocking product is produced. Thus the coatings for these products are limited to linear polymers, which can be coated as a polymer melt or solution and on cooling form a solid film or form a solid film by evaporation of the solvent. There are some types of coatings that can be applied in the liquid form and then chemically crosslinked to form a solid film.
The coatings used in technical textiles are all thermoplastic polymers, which are long chain linear molecules, some of which have the ability to crosslink. The properties of these polymeric materials directly influence the durability and performance of the end product.
Coatings techniques by Components
- Polyvinyl chloride (PVC)
- Polyvinylidene chloride (PVDC)
- Polytetrafluoroethylene (PTFE)
- Rubber
- Styrene–Butadiene Rubber (SBR)
- Nitrile rubber
- Butyl rubber
- Polychloroprene (neoprene)
- Silicone rubbers
Polyvinyl chloride (PVC)
The polymer is a hard rigid solid, which if it is to be used as a coating material for technical textiles needs to be changed to a soft flexible film. This is possible because of a remarkable property of PVC, the ability of the powdered polymer to absorb large quantities of non-volatile organic liquids. These liquids are known as plasticisers and a typical plasticiser for PVC is cyclohexyliso- octylphthalate.
The polymer can absorb its own weight of this plasticiser. However, when the powdered polymer and plasticiser are first mixed, a stable paste is formed which is easily spreadable onto a textile surface. The paste of PVC and plasticiser, known as a plastisol. When this mixture is heated to 120 °C complete solution of the plasticiser and polymer occurs, which on cooling gives a tough non-blocking film. Plasticised PVC forms a clear film, which shows good abrasion resistance and low permeability. The film may be pigmented or filled with flame-retardant chemicals to produce coloured products of low flammability. The coatings are resistant to acids and alkalis but organic solvents can extract the plasticiser, making the coatings more rigid and prone to cracking.
One great advantage of a polymer with an asymmetric chlorine atom is its large dipole and high dielectric strength. This means that the coated product may be joined together by both radiofrequency and dielectric weldings techniques..
Polyvinylidene chloride (PVDC)
PVDC is very similar to PVC. As in the case of PVC it is made by the emulsion polymerisation of vinylidene chloride. The resulting polymer forms a film of low gas permeability to gases, however, the polymer is more expensive than PVC and therefore only tends to be used where flame resistance is required. As may be seen from the formula, PVDC contains twice the amount of chlorine as PVC and this extra chlorine is used in flame-resistant coatings. When a flame heats these materials the polymer produces chlorine radicals which act as free radical traps, thus helping to snuff out the flame.
Polytetrafluoroethylene (PTFE)
PTFE is perhaps the most exotic of the polymers which occur in coated textiles. It is manufactured by the addition polymerisation of tetrafluoroethylene. Since its discovery by Du Pont in 1941, PTFE has found many uses in coating particularly in the protection of fabrics from the harmful effects of sunlight.
One remarkable feature of the polymer is its very low surface energy, which means that the surface cannot be wetted by either water or oil. Textile surfaces treated with this polymer are both water repellent and oil repellent. Hence PTFE is found on diverse substrates which range from conveyer belts used in food manufacture to carpets where stain resistance is required. In addition the polymer shows excellent thermal stability and may be used up to a temperature of 250°C.
In order to reduce the cost of fluoropolymers several less expensive compounds have been produced, such as polyvinyl fluoride (PVF) and polyvinylidene fluoride (PVDF), which are analogous to the corresponding PVC and PVDC. However, while these materials are similar to PTFE they are slightly inferior in terms of resistance to weathering.
Rubber
Natural rubber is a linear polymer of polyisoprene, found in the sap of many plants, although the main source is the tree Hevea brasiliensis. Rubber occurs as an emulsion, which may be used directly for coating, or the polymer may be coagulated and mixed at moderate temperatures with appropriate fillers.
Styrene–Butadiene Rubber (SBR)
SBR is made by the emulsion polymerisation of styrene and butadiene. The formula illustrated implies a regular copolymer but this is not the case and SBR is a random copolymer. The compounding and application techniques are very similar to those for natural rubber although the material is not as resilient as natural rubber and also has a greater heat build-up, which make SBR inferior to natural rubber in tyres.
Nitrile rubber
Nitrile rubbers are copolymers of acrylonitrile and butadiene. These materials are used primarily for their excellent oil resistance, which varies with the percentage acrylonitrile present in the copolymer and show good tensile strength and abrasion resistance after immersion in oil or petrol. They are not suitable for car tyres but are extensively used in the construction of flexible fuel tanks and fuel hose.
Butyl rubber
Butyl rubbers are copolymers of isobutylene with a small amount of isoprene to make the copolymer vulcanisable or crosslinked. Because of the low amount of isoprene in the structure, the vulcanised structure contains little unsaturation in the backbone and consequently the rate of oxidation or oxygen absorption is less than that of other elastomers except for the silicones and fluorocarbons.
When an elastomer contains double bonds, oxidation leads to crosslinking and embrittlement, whereas in butyl rubbers oxidation occurs at the tertiary carbon atom which leads to chain scission and softening. Further, the close packing of the hydrocarbon chains leads to a structure which is impermeable to gases and its main use is in tyre tubes and inflatable boats.
Polychloroprene (neoprene)
Neoprene rubber was first developed in the United States as a substitute for natural rubber, which it can replace for most applications. It is made during the emulsion polymerisation of 2-chlorobutadiene. Neoprene rubbers can be vulcanised and show tensile properties similar to natural rubber, however, they are perhaps most widely used for their excellent oil resistance. Weathering and ozone resistance is good and the polymer finds its main end-uses in the production of belts and hoses. The neoprene latex can also be used in dipping and coating.
Silicone rubbers
Silicone rubbers are polymers which contain the siloxane link Si—O—Si and are formed by the condensation of the appropriate silanol which is formed from the halide or alkoxy intermediate; the final condensation then takes place by the elimination.
The groups R1 and R2 are normally inert groups such as methyl, but they may include a vinyl group and therefore are capable of crosslinking. It is also normal to fill these polymers with finely divided silica, which acts as a reinforcing filler. These polymers show outstanding low temperature flexibility and can be used at temperatures as low as -80°C, while they retain their properties up to 250°C. They also show good resistance to weathering and oxidation. Unfortunately their price is high.
Coating Methods
The original methods of coating were largely based on various impregnating techniques based on an impregnating trough followed by a pair of squeeze rollers to ensure a constant pick-up. The material was then air dried at constant width, usually on a stenter, and rolled. However, when the coating was required on one side of the fabric then total immersion of the fabric in the coating liquor was not possible and other techniques had to be developed.
Lick roll
In this method the fabric was passed over the coating roll which was rotated in a trough of the coating liquor. There were several variations on this theme, which were developed to ensure a more even application of the coating by metering the coating onto the fabric. This was done by two main approaches, the first of which was to use a second roll on the primary coating roll, which picked up a fixed amount. The second was to use a doctor blade on the primary roll, so that again only a fixed amount of liquor was transferred to the fabric. The main disadvantage of these systems was that the amount of coating on the fabric was dependent on the surface tension and viscosity of the coating fluid and also the surface condition of the fabric. To overcome this problem knife coating was developed, which functions in basically the same way that butter is spread on toast.( Fig- 2.7)
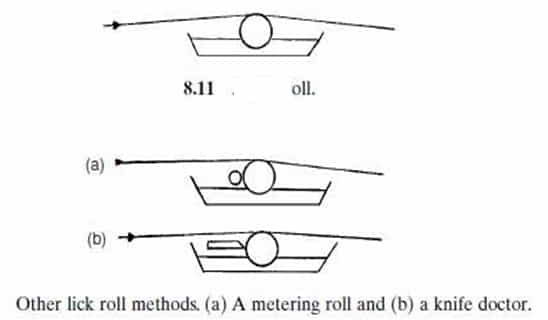
Knife coating
In this method the coating fluid is applied directly to the textile fabric and spread in a uniform manner by means of a fixed knife. The thickness of the coating is controlled by the gap between the bottom of the knife and the top of the fabric. The way in which this gap is controlled determines the type of machinery used. The following are the main techniques used:
- knife on air
- knife over table
- knife over roller
- knife over rubber blanket
In the first of these the spreading blade is placed in direct contact with the fabric under tension and the coating compound is thus forced into the fabric. The main advantage of this technique is that any irregularities in the fabric do not affect the running of the machine. However, this is not the case with the knife over table or knife over roll methods, for although the coating thickness can be accurately controlled, any fabric faults or joints in the fabric are likely to jam under the blade causing fabric breakage.
The problem of metering an accurate amount of coating onto the substrate was finally solved by the use of a flexible rubber blanket, which gives a controlled gap for the coating compound and yet is sufficiently flexible to allow cloth imperfections or sewing to pass underneath the blade without getting trapped and causing breakouts.(Fig. 2.9)
Knife geometry
The geometry of the coating knife and the angle of application also have an important role to play in the effectiveness and penetration of the coating. Obviously if uniform coatings are to be obtained over the width of the fabric then an accurately machined flat blade is mandatory. In addition the profile of the knife can have a marked influence on the coating weights and penetration of the coating. There are three main types of knife profile with many variations in between these three:
- Pointed blade: the sharper the blade the more of the coating compound is scraped off and consequently the lower the coating
- Round blade: this gives a relatively higher coating weight than a sharp
- Shoe blade: this gives the highest coating of all the blade profiles; the longer the length of the shoe the higher the coating
In general knife coating fills in any irregularities in the fabric surface giving a smooth finish to the coated surface. The machines which use knife coating are in general simple to operate and can be used for a wide variety of thicknesses from about 1mm up to 30mm.
Air knife coating
In discussing knife coating, mention must also be made of the air knife as a method of removal of the excess coating fluid. In this technique a blast of air is used to blow off the excess coating fluid. The viscosity of the fluid is much lower than in the case of conventional knife doctoring and the coating applied follows the profile of the substrate to which it is being applied. The technique is more frequently used in the paper industry, where it is used to coat photographic paper, rather than in the textile industry.
Gravure coating
The use of a gravure roller in coating was developed from the printing industry, where it was used to print designs. The technique involves the use of a solid roller, the surface of which has been engraved with a closely packed series of small hemispherical depressions. These act as metering devices for the coating fluid, which fills the hemispheres with coating fluid from reservoirs of the fluid. The excess fluid is scraped from the roll with a doctor blade, leaving the depressions with an exact amount of fluid in each. This is then transferred to the substrate to be coated. The quantity of fluid transferred depends on the volume of the engraved depressions and the packing on the surface of the roll.
The greatest drawback to this technique is that for a fixed depth of engraving a fixed coating weight is obtained. Thus if a different coating weight is required then a new engraved roll has to be produced. Further, unless the viscosity characteristics of the coating fluid are controlled, the pattern of the printed dot can be seen on the coated substrate. What is required is a printing fluid that will flow and form a flat surface in the drying process. This formation of a flat coating can be greatly improved by the use of offset gravure printing. Here the fluid is printed onto a rubber roller before being transferred onto the substrate.
Rotary screen coating
This technique is similar to the rotary screen printing process that is used to apply coloured patterns to fabric. The applicator is a cylindrical nickel screen, which has a large number of perforated holes.The coating compound is fed into the centre of the screen, from whence it is forced through the holes by either a doctor blade or a circular metal rod. The coating weight can be controlled by the number of holes per unit area and the coating weights are very precise. However, the coatings have a dot configuration and to obtain a continuous coating a wiper blade that spreads the dots into a continuous coat must be used.
Hot-melt coating
In this technique the coating materials must be thermoplastic, so that they melt when heated and in this condition are capable of being spread onto a textile substrate. Thus, in some respects they are similar to paste coating. However, the big difference from paste coating is that the thermoplastic coating has no solvents to evaporate and no water that has to be evaporated, giving the process both economic and ecological advantages. The molten polymer is usually calendered directly onto the textile or in some cases extruded directly from a slotted die. This is followed by contact with a polished chill roller, if a smooth surface is required on the coating or a patterned roll if a patterned effect is required. One further process, the use of powdered polymers as a coating medium, needs to be mentioned in the area of hot- melt coating. In this technique the powdered polymer is sprinkled onto the substrate, followed by heating with radiant heaters to melt the thermoplastic. The coating is then compacted and rendered continuous by a compaction calender. The main materials used in this are polyethylenes and nylon and these are now being applied in the production of carpets for car interiors, where because of the mouldability of the thermoplastic, a complete car carpet may be pressed out in one operation.
Transfer coating
The final coating technique to be described in this section is transfer coating. In this the coating material is preformed into a continuous sheet which is laminated to the substrate either by the application of heat or by the use of an adhesive known as a tie coat. The great advantage of this technique over all the others is that the coating film may be made completely free of holes and defects before it is applied to the fabric. In general, transfer coating will give the softest coating of all coating techniques in terms of fabric handle and furthermore there is no possibility of the coating bleeding through onto the face of the coated fabric.







