
Airbag fabrics
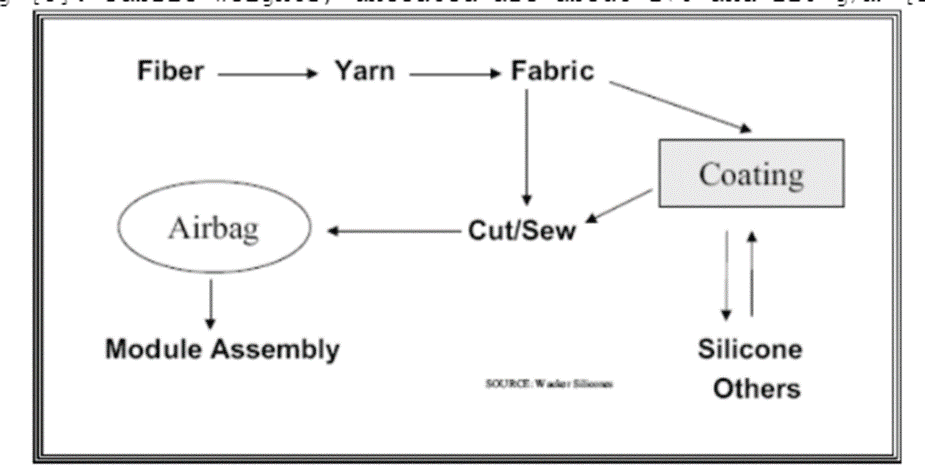
What are airbag woven fabrics? An airbag is an inflatable cushion Nylon woven fabric typically made of Nylon6.6/66 which may be coated or uncoated and must be impermeable to gases and flame resistant. Nylon Fabrics (polyamide) 6.6 are among the most common fabrics designed to make airbag cushions which involve three different separate assemblies that combine to form the finished end product, the airbag module.
All propellant components must be manufactured, which are inflators, the airbag fabric must be cut and sewn. Either nitrogen or argon gas is used to inflate an airbag. Both of these gases are non-toxic. These need to be assembled. This is used as an automotive safety restraint system that has gained significant importance within the last decade.
The rise in the safety consciousness in the developed and developing nations. Europe and US have made airbags compulsory for the safety of the occupant. The evolution in demand for airbag systems has been accompanied by significant technical development. The key driver for this development is maximizing the protection of vehicle occupants and thus reducing the potential risk of injury.
The global influencing factor in the foreground of these developments has been competitive pressure to enhance vehicle safety as measured in crash test series such as the NHTSA New Car Assessment Program NCAP, and the European equivalent EuroNCAP. Locally, in North America, changes in the Federal Motor Vehicle Safety Standard have mandated improvements, while changes in product liability legislation in North America and Europe have driven manufacturers into more cautious behavior in relation to systems design and materials specification.

Introduction
Automotive textiles are one of the most important markets in the technical textiles sector. Many of today’s consumers regard the car as essential to their lifestyle. A car should look good both externally and internally, and provide high performance, reliability, safety, comfort, and most importantly, good fuel mileage. Textiles make a major contribution towards realizing all the expectations.
It is estimated that an average family car contains about 12-14 kg of textiles. With annual global car production now at around 38 million units, this represents total textile fiber consumption by the industry of just over 5,00,000 tons per annum. Western Europe, the largest car-producing region, consumes over 1,50,000 tons per annum of automotive textiles. This represents about 10% of Western Europe’s technical textiles market. An average car usage between 40 & 45 sq. meters of fabrics to make a component where nearly 2/3rd of automotive textiles is used in internal trims i.e., seat covers, roof liners, door panels, and carpets. The remainder goes to reinforce the tires, hoses, safety belts, and Airbags.
Our project is mainly constrained to the manufacturing of Airbag fabric using NYLON 6. So, it is important to know what is airbag? An Airbag is an automotive safety restraint system that has gained significant importance within the last decade. The rise in the safety consciousness in a developed nations like Australia, Europe, and the US has made airbags compulsory for the safety of the occupant. It is projected that all the new automobiles will incorporate airbags.
General Motors introduced the first airbags in the early 1970s but consumers did not readily accept them. The market for airbags was assured by the US when the Department of Transportation (DOT) implemented the Federal Motor Vehicle Safety Standards (FMVSS) 208 in 1984. Because of this law, the US leads the commercialization of airbags.
In 1980 “buzzword” came on the scene fueled by a multi-media advertising blitz and a competitive urgency by the auto companies has introduced their vehicles with an airbag. The increase in the production and airbag has pushed material consumption of all types of material from 27.7 million linear meters in 1995 to 52.8 million linear meters by the year 2000.
Today airbag products like their predecessors, remain either coated or uncoated, these are primarily targeted for driving side, side-impact, or passenger side applications, airbags fitted above gas tanks on motorcycles.

The airbag system has been engineered to work with the pressure between the passenger and steering wheel, in a fraction of a second. The airbag unit must also stay intact at low-velocity collisions. The crash sensor, which detects the collisions and triggers the bag, to inflate must take all those constraints into account. The operation of deflation happens when N2 generation stops, gas molecules escape the bag through vents. The pressure inside the bag decreases and the bag deflates slightly to create a soft cushion. By 2 seconds after the initial impact, the pressure inside the bag has reached atmospheric pressure.
Airbags in Car
- Front driver/passenger airbag its capacity is 65 liters fill.
- Rear passengers side-impact airbag its capacity is 100- 300-liter fill. They can be mounted indoors, on seats, or sometimes even on roof rails. Most side airbags are designed to protect people’s chests, and they’re likely to provide some head protection too.
- Knees bolster airbag for driver Thorax airbag for the driver.
Basic requirements of the airbag
Base fabric for airbags needs to have excellent mechanical properties in order to inflate and deploy for receiving an occupant. For example, a side airbag, which is stored in a seat and protects the waist and chest of an occupant during a lateral collision accident, needs to have not only a function as a barrier preventing a deformed door and other things from hitting the occupant but also a function to receive motion of the waist and chest of the occupant due to a reaction force of a collision, at the same time.
In order to meet performance requirements for an airbag base fabric, for example, the Patent Document suggests an airbag base fabric intended to have a higher airtight performance with reduced air permeability, a faster deployment speed, and improved impact absorption for protecting an occupant. Also, the Patent Document suggests a fabric airbag intended to have low air permeability, high flexibility, and excellent compactness and also have the high shock-absorbing ability, using a raw yarn having flexibility and high toughness. In addition, the Patent Document suggests a fabric for airbags intended to provide a light-weighted airbag module developing without loss of gas.
An airbag base fabric, wherein warp direction and weft direction energy absorption characteristics defined by the below formulas (1) and (2) are 30 to 50. Warp Direction Energy Absorption Characteristic = Warp Direction Energy Absorption Amount / Warp Yarn Cover Factor
Japanese Patent Application Sho-64-441438 (Derwent Abstract JA 89-090413/12) discloses a base fabric for an airbag, which consists of a yarn having a breaking strength of more than 8.5 g/den and an individual fiber denier of less than 3 and which has a sheet weight of 50 to 300 g/m2. The yarn used should have a count of between 150 and 3000 dens and be a multifilament yarn or a spun yarn, and it may also have been bulked. Suitable materials for making the filaments or fibers are said to be virtually all spinnable synthetic or cellulosic polymers, such as polyamides, polyesters, vinyl polymers, polyolefins, rayon, polyoxymethylene, polysulfones. However, carbon fibers, glass fibers, ceramic fibers, and metal fibers are also said to be suitable. To manufacture an airbag from this known base fabric the latter must be rubberized as usual. This publication does not provide the person skilled in the art with any information for obtaining a fabric that is suitable for manufacturing an airbag without rubberization.
The low air permeability of the fabric formed according to the present invention is likely to be due in particular to the fine filaments of the warp and weft polyester yarns. The fine yarn count leads to low fabric weight and a low fabric thickness. The sheer weight of the fabric is preferably less than 200 g/m2, in particular less than 190 g/m2, for example, 177 g/m2, while the fabric thickness is preferably less than 0.35 mm, particularly preferably less than 0.30 mm, in particular less than 0.26 mm.
Preferably, the polyester yarn has a tenacity of more than 60 cN/tex and a breaking extension of more than 15%.
To minimize the air permeability, as is desirable in particular for the jacket region of the airbag, the fabric should be woven to the tightest setting possible for the chosen yarn count and the chosen fabric construction; that is, the fabric should be woven with the maximum number of threads per unit length warp ways and weft ways. (High cover factors)
A 1/1 plain fabric, for example in a 313-dtex polyester yarn, is advantageously woven with from 23 to 29 threads/cm–for example 26 threads/cm–in warp and weft.
Performance of Airbags
The performance of airbag fabric is dependent on the type of fiber used, fabric parameters, and stitching of the airbag cushion. The fibers used for airbag fabrics should have considerable high strength, thermal stability and energy absorption capability, good aging characteristics, coating adhesion, and functionality under extremely hot and cold environmental conditions. Fabric properties are also dependent on the type of fiber used and other requirements of better performance of airbag are the fabric should have high tensile, bursting, tearing strength, good aging property, easily coatable and crease recovery
The basic technical Criteria for fabric is
- Warp Direction Energy Absorption Characteristic = Warp Direction Energy Absorption Amount / Warp Yarn Cover Factor

(In the formula (1), the warp direction energy absorption amount is a value of the integral of stress applied, in the measurement of the warp direction tensile strength and elongation at break, from the start of the measurement until the sample breaks. Weft Direction Energy Absorption Characteristic = Weft Direction Energy Absorption Amount / Weft Yarn Cover Factor)

(In the formula (2), the weft direction energy absorption amount is a value of the integral of stress applied, in the measurement of the weft direction tensile strength and elongation at break, from the start of the measurement until the sample breaks.)
Also, the airbag of one embodiment of the invention solving the above problem is an airbag wherein the above airbag base fabric is sewn.
Furthermore, the method of manufacturing an airbag base fabric solving the above problem is a method of manufacturing an airbag base fabric, comprising a scouring process for scouring a woven gray fabric by applying a tension of 150 to 400 N/m with water at 70°C or less, a drying process for drying the gray fabric at a temperature of 140°C or less, and a heat-setting process for heat-setting the woven gray fabric, wherein the heat-setting process is a process in which tentering is performed, by using a pin stenter dryer, to obtain a base fabric width more than 98% of a width of the gray fabric dried by a dryer, with an overfeed ratio of -2 to +2%, at a temperature of 120 to 200°C.
The most important Characteristics/requirements of an airbag fabric needed to meet main objectives are listed below
- High Tensile strength
- High Tear strength
- Low Air permeability
- Good Heat capacity
- Good Folding behavior
- Better Energy absorption
- Good Coating adhesion
- Functionality at extreme hot and cold conditions
- Package ability
- Reduced skin abrasion (softness)
- Good heat stability
- Free of knots, splices, spots, and broken ends.
- Low specific fabric weight
- High tenacity both in warp and weft directions
- High tenacity for further tearing
- High elongation
- Good resistance to aging.
- Heat resistance up to 190 0
- Good resistance to UV light.
- Low and very even air permeability.
- Reduced cost.
- Precisely controlled gas permeability.
- Excellent seam integrity.
- Reduced value or burn-through resistance.
- Improved pliability and pack height
Material Used in Airbags
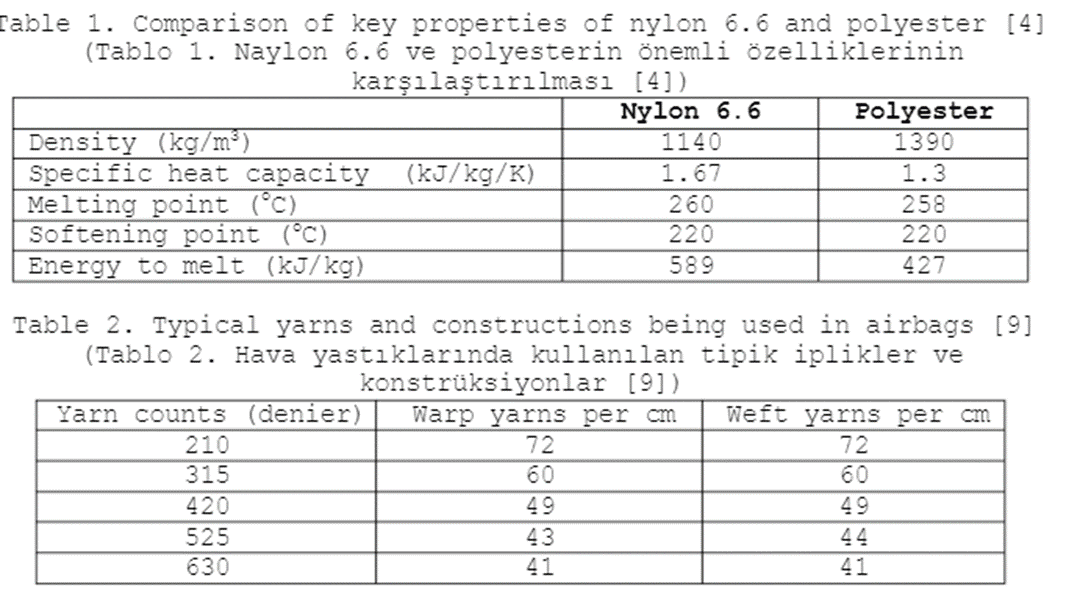
The main requirements in airbag fiber materials are high strength, heat stability, good aging characteristics, energy absorption, coating adhesion, and functionality in extreme hot and cold conditions.
The second advantage of nylon 6,6 is its lower density. The lower mass has key advantages – reducing the mass of the cushion lowers the kinetic energy of impact on the occupant in out-of-position situations, thus enhancing safety while allowing the overall weight of the vehicle to be reduced.
The most widely used yarn in the airbag market is nylon 6.6 yarn in the denier ranging from 420 to 840. Nylon 6, nylon 4.6, and polyester are also used. Nylon 6 is used in a small percentage of US-made airbags. Dupont, Allied Signal, Akzo, and Toray are the major fiber suppliers of airbags. Polyester which has good dimensional stability even in humid environmental conditions has started to be used.
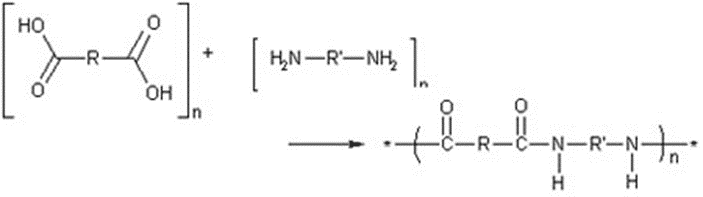
Chemical Composition Polyamide 6
- Synonyms: Polycaprolactam, Nylon 6
- Linear Formula: [-NH(CH2)5CO-]n
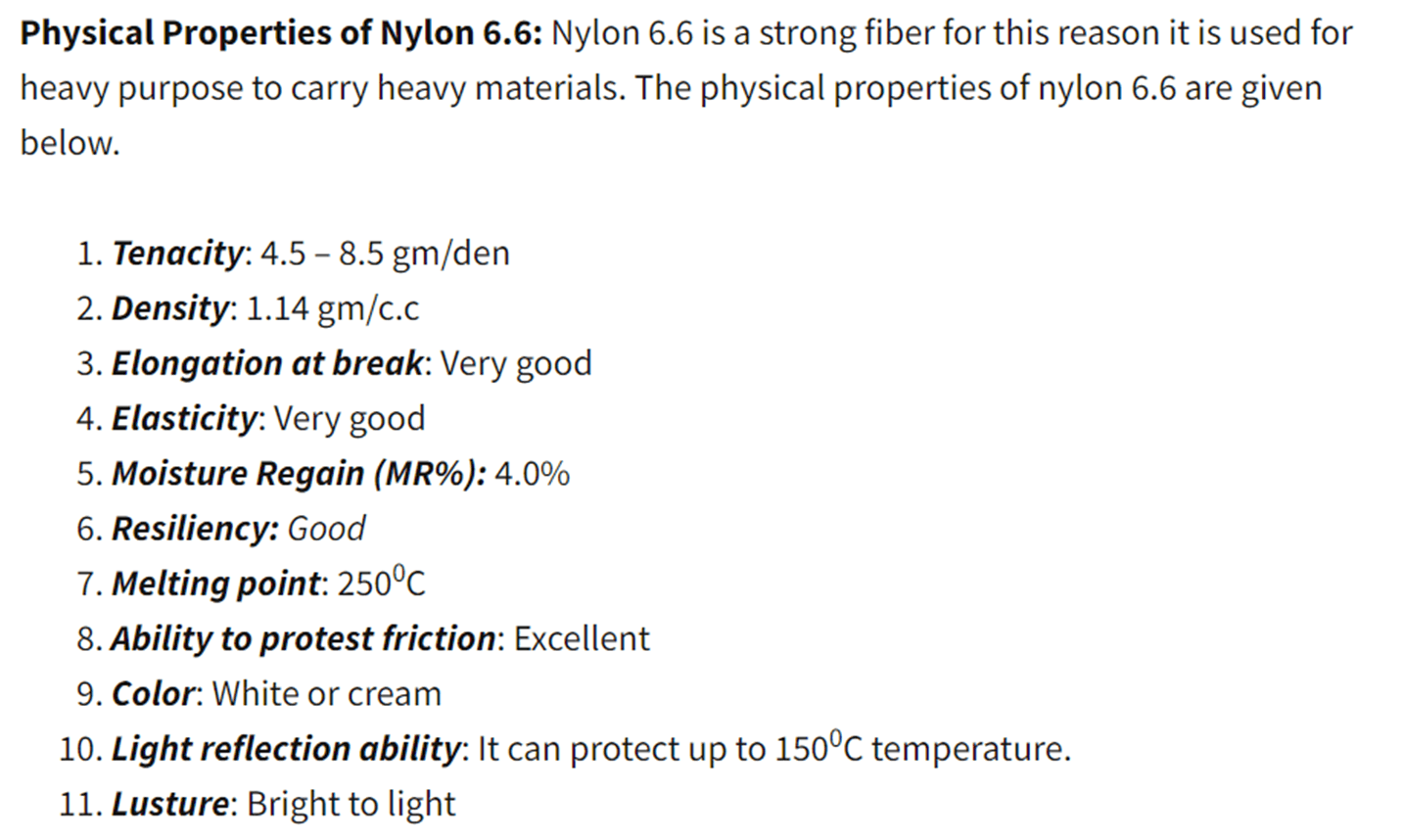
- Physical Properties of Nylon 6.6: Nylon 6.6 is a strong fiber for this reason it is used for heavy purposes to carry heavy materials. The physical properties of nylon 6.6 are given below. Tenacity: 4.5 – 8.5 gm/den Density: 1.14 gm/c.c
Yarn-Twisting-weaving specifications for Air Bag fabrics

| Denier | 420 | 840 | |||
| Filaments | 68 | 140 | |||
| Tenacity (g/d) | 7.9 | 8.4 | |||
| Elongation (%) | 21 | 21 | |||
| Free Shrinkage (%At 177 C) | 6.1 | 6.5 | |||
| Melting Temperature ( C) | 256 | 256 | |||
| Properties | Nylon 6 | Nylon 6.6 | ||||
|---|---|---|---|---|---|---|
| Tenacity: Dry | 7.5-8.3 | 9.0 | ||||
| : Wet | 5.4-7.1 | 7.7 | ||||
| Elongation: Dry | 16%-19% | 19%-24% | ||||
| : Wet | 19%-22% | 21%-28% | ||||
| Initial Modulus(gm/den) | 35-40 | 50-60 | ||||
| Work of rupture(gm/den) | 0.6-0.8 | 0.6-0.8 | ||||
| Thermal Property | 215 C | 250 C | ||||
| Elasticity Recovery | 100% at 8% | 100% at 8% | ||||
| Moisture content | 4% at 65% RH | 4% at 65% RH | ||||
| Density | 1.14 gm/cc | 1.14 gm/cc | ||||
| Shrinkage | 9%-10% | 9%-10% | ||||
| DRIVER SIDE | PASSENGER SIDE |
|---|---|
|
25 X 25 plain weave 840 D nylon 6,6 Scoured, heat-set, coated
46 X 46 plain weave 420 D nylon 6,6 scoured, heat-set, coated |
25 X 25 ripstop 840 D nylon 6,6 Scoured, heat set
41 X 41 plain weave 630 D nylon 6,6 Scoured, heat set
49 X 49 plain weave 420 D nylon 6,6 Scoured, heat set |
| Type of Air Bag | Original Coated | Experimentation (Non-coated type) | ||
|---|---|---|---|---|
| Yarn Type | Nylon6,6 | Nylon6,6 | Nylon 6 | Nylon 6 |
| Yarn Denier | 840 | 420 | 840 | 420 |
| Fabric construction
(ends/dm) |
25*25 | 50*50 | 30*35 | 55*48 |
| Weight(gm/m2) | 280 | 260 | 260 | 212 |
| Thickness(mm) | 0.38 | 0.34 | 0.40 | 0.35 |
Using nylon 6 can satisfy the required properties for airbag manufacturing.
Nylon 6 offers excellent properties like a high strength-to-weight ratio, good chemical, and thermal stability, and durability. Textile yarn manufactured from Nylon-6 exhibits fine drape, resistance to abrasion, high flexibility, chemical, and biological stability, etc. Items manufactured using Nylon-6 offer excellent engineering properties even at high temperatures
Warping (Trail sampling)
Sample 1:
Warp – 840 denier (nylon 6) twisted yarn
EPI – 28
Reed space – 50”
Beam flange distance – 52”
# package on creel – 100
Sections – 14
No. of ends – 100 x 14 = 1400
Length of warp – 80 meter for 1 beam
Sample 2:
Warp – 420 denier (nylon 6) twisted yarn
EPI – 52
Reed space – 50”
Beam flange distance – 52”
# packages on creel – 100
Sections – 26
No. of ends – 100 x 26 = 2600
Length of warp – 80 meter for 1 beam
- Precautionary measures
- Package used in cheese form (baby package) every 250 gms. contains.
- Disc type tensioners with additional weights 10 gms.
- Ceramic guides are polished and made smooth.
- More attention is given to the alignment of the package at creel to avoid tension variation.
- Reed well-polished with chalk powder yarn 1 in dent.
- Sectional reed well-polished.
- While warping 840 denier weight was removed to avoid the end break.
- For warping 420 denier extra weight was added to avoid the slack yarn between package to reduce balloon size.
- Antistatic oil added during beaming.
- Paper placed between 2 layers during beaming.
Weaving
Fabric construction:
Sample 1
- Weave — plain
- No. of head used — 4
- Warp yarn — 840 denier(twisted)
- Reed space — 50”
- No. of ends — 1400
- Denting order
- Body – 1 in dent
- Selvage – 2 in dent
- Selvedge ends — 2 x 20 = 40
- EPI — 30 (840 denier twisted)
- PPI — 36 (840 denier twisted)
Sample 2:
- Weave — plain
- No. of head used — 4
- Warp yarn — 420 denier(twisted)
- Reed space — 50”
- No. of ends — 2600
- Denting order
- Body – 2 in dent
- Selvage – 3 in dent
- Selvedge ends — 2 x 30 = 60
- EPI — 54 (420 denier twisted)
- PPI — 48 (420 denier twisted)
The developed airbag is tested according to the ASTM standards. Testing is conducted on three samples one with 840 denier warp/weft, the second sample with 420 denier warp/weft, and the third sample with 420 d warp/840 d weft. Results are compared with the requirements of Mercedes-Benz and the Trial made by Sulzer-Ruti.
Breaking strength, Elongation, and Tear strength are tested by INSTRON Tensile Testing Instrument. For 420 denier the Breaking Strength in warp way direction is higher than one mentioned by Mercedes-Benz. Similarly for 840 denier warp way strength is higher than trial made by Sulzer-Ruti.
Tear strength for 420 denier warp way and weft way both are higher than the requirement. Air Permeability for 420 denier is closer to the requirement of Mercedes-Benz. And for 840 denier it is less than Sulzer-Ruti.
Test results and discussion
| Experimentation Performed in
Project |
Trials made by Sulzer-Ruti | Requirement according to MERCEDES-BENZ | |||||||
|---|---|---|---|---|---|---|---|---|---|
| S.
N. |
Specifications | 840 Denier | 420
Denier |
420 x
840 D |
840
Denier |
420
Denier |
|||
| 1. | Fabric Sett (per inch) | 30 x 36 | 54 x 48 | 54x 36 | 28 x 28 | 57 x 53 | |||
| 2. | Weight (gm/sq.m) | 260 | 212 | 232 | 198 | 220-260 | |||
| 3. | Thickness (mm) | 0.44 | 0.36 | 0.41 | – | 0.42-0.32 | |||
| 4. | breaking strength(N)
Warp Weft |
3189.36 2566.12 |
3290.3 2275.9 |
3151.5 3541.4 |
2500 – |
> 2500 > 2500 |
|||
| 5. | Elongation %
Warp Weft |
12.16 13.91 |
42.72 24.47 |
44.80 24.78 |
35 – |
> 33 > 23 |
|||
| 6. | Tear Strength (N)
Warp Weft |
421.0 397.9 |
236.59 257.42 |
262.32 448.65 |
86 – |
> 115 > 115 |
|||
| 7. | Air Permeability(dm/min)
At 500 pa. |
8.71 |
10.84 |
6.60 |
10 |
< 10 |
|||
| 8. | BurstingStrength(kg/cm2) | >60 | 54.8 | >60 | – | – | |||
| Property | Coated | Uncoated | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Air porosity | Precisely controlled | Variable | |||||||
| Pattern cutting | Easily cut | More difficult | |||||||
| Sewing | Easy to handle | More difficult | |||||||
| Packageability | Bulky | Smaller package | |||||||
| Stiffness | Variable | Pliable top moderate | |||||||
| Burn thru | Good resistance | Not good | |||||||
| Deployment | Excellent control | Combing effects | |||||||
| Cost | High | Low | |||||||
| Recyclability | Difficult | Easier | |||||||
Finishing Process
After weaving, the Air Bag fabric is subjected to finishing and the first regime is scouring. To facilitate weaving, nylon fabric contains about 10% acrylate size and 1.5% mineral oil. Likewise, polyester fabric is woven with approximately 30% size and 1.5% mineral oil. Airbag fabric of serviceable quality should hold 0.3% or less of these deposits.
To remove size from nylon fabric, it is impregnated with a chemical treatment of PH 10 on a saturator. The machine runs at a high liquor pick-up and low water surplus so that displaced size cannot redeposit on the fabric. Polyester size is normally removed in dispersion since it cannot be dissolved or swollen in water.
The removal necessitates special washing ingredients and high liquor turbulence. Though washing the electrolyte content of the mixer is monitored to prevent the size from coagulation and re-adhering to the fabric. To remove oily preparations such as mineral and paraffin oil from polyester fabric, the fatty particles are removed at high temperatures. The complete scouring operation uses 3 or 4 wash boxes that are separated by a vacuum extraction system to capture the exact size.
To achieve the precise air permeability along the full length and width of the fabric, a calendar with a deflection compensation roller is used. Here the calendar incorporates a roller with an internal pressure system that bends the roller sleeve into the deflected counter roll. The rollers are coupled with a width adjustment system. Some other important features of the machines are the roller temperature, speed, and pressure controls. If these controls are used effectively, then the permeability of the nylon and polyester fabrics can be engineered precisely.
A novel method of influencing airbag fabric permeability is by hydro-entanglement using veratec’s inter-spun process. In this process, a curtain of needle-thin water jets strikes the fabric and rearranges its surface fibers. This fiber entangles, making the yarn ‘bloom’ and the fabric bulk. The benefit of this process is that the fabric becomes more opaque and softer, and on the other hand pore size is altered which can increase or reduce permeability. JPS Automotive has taken a compact 630 Denier 41 X 41 nylon fabric and increased its permeability. The resulting fabric is suitable for venting hot gasses and smoke from driver and passenger airbags.
To confer dimensional stability to airbag fabric, it is heat set. If temperature-sensitive fibers have been included in the material, then the heat will induce shrinkage that will principally affect the fabric’s permeability. In a sophisticated finishing plant, the fabric can be inspected in close loop weft straightening. This is a computer-controlled device with two cameras that lie at either end of a length of fabric and its diagnosis is used to realign the weft accordingly. It is equally pertinent to check the pick density of the fabric at the stage of production.
Silicon is being chosen to coat more airbags. Because Silicon outperforms Neoprene in many areas. The typical weight of the uncoated fabric is 150 gm/m2 and the coating adds 70 – 80 gm/m2. In processing, the Silicon elastomer is applied as a single coat by blade application. The fabric is held under tension and passed through an oven to induce polymerization.
Fabrics made for certain applications, such as use in vehicle airbags, may require treatment with a coating to improve permeability characteristics. The permeability of airbag fabrics is typically reduced by coating the fabric with a material such as silicone. Conventional coating machines are configured to apply a coating to a woven fabric having a porous web of yam bundles. The coating is typically supported above the fabric in a trough and is dispensed onto the fabric through an opening between the trough and a coating blade as the fabric travels through the coating machine. The fabric is typically held against the coating blade by a support surface or by fabric tension while the coating blade scrapes the coating onto the fabric.
- A coated fabric, comprising a fabric web; and a coating layer, wherein the coating layer overlies the fabric web so that a leak loss rate of the coated fabric is 0.5 psi or less over a 10 second time period.
- A coated fabric, comprising: a fabric layer; and a coating layer formed by dispensing a coating material onto the fabric layer as a liquid curtain having a substantially uniform thickness.
- A silicone-coated airbag has a leak loss rate of no more than 0.5 psi over a 10 second time period.
- A coated airbag fabric exhibiting improved air permeability characteristics and including a coating comprising silicon disposed on the fabric so that an average thickness of the coating is substantially uniform and so that interstices between yarns of the fabric are substantially free of the coating.
- An airbag for protecting an occupant of a vehicle, wherein the airbag is formed of a coated fabric having a leak loss rate of 0.5 psi or less over a 10 second time period.
Acknowledgment: Technical and Technological Facts in this write-up have been selected from various research papers and from reliable sources.
Ashok Hakoo. B.E(Textiles), MBA.
Technical and Management Consultant
FabTech Solutions







