
Department of Textile Technology and Research Centre
Bapuji Institute of Engineering and Technology, Davangere – 577004, Karnataka, India
Textile wet processing Industry is one of the highest water-consuming industries. 17-20% of today’s industrial pollution is the result of the textile coloring treatment, contributing to 72 toxic chemicals in water supplies, 30 of which are permanent processes. To reduce these water contaminations, a new technology called “Air-Dyeing” has been introduced.
The Air-Dyeing uses 95% less water and 86% less energy than conventional fabric dyeing processes. While 10% of the conventionally-dyed fabric is damaged during the production process, only 1% of Air-Dyed fabrics are damaged during air-dyeing and no post-treatment or finishing is required. This reduces the industry’s share of global warming by 84%.
The key factor of this technology is airflow with air being a perfectly suitable transport medium. The jet dyeing machines use air instead of dyed liquor as a transport medium for piece goods and this reduces consumption of chemicals and water to a great extent. Air Dye process is 2-sided and the hand feel of the finished fabric is luxurious and clean. Air Dyeing is a revolutionary method of dying that causes minimum harm to the environment.
Introduction
Water is used in everything from irrigation to raising livestock, to dyeing textiles for the clothing we wear. But the textile industry is one of the most villainous sectors when it comes to depleting and polluting fresh water sources.
Discontinuous processing of textile substrates requires more water and energy compared to continuous processes. However, for a long time efforts are undertaken to optimize discontinuous processes with respect to productivity, efficiency and also to minimize energy and water consumption effectively.
The World Bank estimates that 17-20% of today’s industrial pollution is the result of the textile colouring and treatment, contributing to 72 toxic chemicals in water supplies, 30 of which are permanent.
Machine GmbH’s Airflow dyeing concept was invented by Wilhelm Christ and subsequently patented in 1978 by then, which produced the first prototype. It was developed and patented by Colorep, a California-based sustainable technology company. The company that patented this technology claimed after conducting an independent assessment that ‘air dyeing’ the fabric reduces water consumption by 95% and energy use by 86% depending upon the type of dyeing and fabric used. This reduces the industry’s share of global warming by 84%. The key factor of this technology is airflow with air being a perfectly suitable transport medium. The jet dyeing machines use air instead of dyed liquor as a transport medium for piece goods and this reduces consumption of chemicals and water to a great extent.
Principle of Air-dyeing
In airflow dyeing machine, dyeing liquor is first atomized, then mixed with high-pressure airflow, finally sprayed on fabric to be dyed. Because water just serves as a solvent of dyeing liquor and the dye chemicals directly contacts the fabric, only a little water is consumed. Compared with overflow dyeing machines, airflow dyeing machine has the merits of high efficiency, energy-saving, and environmental protection.
The basic principle underlying the aero-dynamic system is that the fabric passes through an air-steam mixture emitted from a blower. This means that contrary to a hydraulic dyeing machine, neither a dye bath nor an aqueous medium is needed for fabric transport. In other words, the fabric passage is possible without liquor. The material is in constant motion from feeding to the end of the process, as well as during drainage and filling procedures.
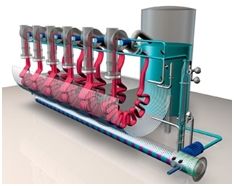
Figure 1 shows the air suction pipe, which has been designed as a filter, in the center of the dyestuff vessel. The blower and the airline, which leads to the transport nozzle, can be seen in the background. The fabric skein is drawn off from the dyestuff vessel by the winder, fed to the nozzle line and then returned to the storage chamber via the cutter.

The storage chamber is fitted with PTFE rods (Figure 2). PTFE, which is familiar under the brand name Teflon, offers very good non-adherence characteristics with the result that the surface of the fabric is well protected. There is no dyeing liquor in the dyestuff.
To achieve very low Liquor Ratios ranging from 1:3 to 1:4.5, within the machine (jet), the fabric is moved by moisturized air or a mixture of steam and air only (no liquid) along with a winch. The prepared solutions of dyestuffs, auxiliaries and basic chemicals are injected into the gas stream. The bath level is always below the level of processed textiles in order to maintain low LR. Rinsing is carried in a continuous manner.
During the whole rinsing process, the bottom valve is open and rinsing water is discharged without additional contact with the fabric (which is the case in conventional machines). This also allows the discharge of hot bath liquors after high-temperature dyeing at 130°C. Thus, in addition to time-saving, optimum heat recovery can be performed. The fabric itself is processed with low tension and crease formation is minimized.
Working of Nozzle of Airflow Dyeing Machine
The nozzle of an airflow dyeing machine (Figure 3) consists of an injector, annular mixing room, air pipe, nozzle body, and shell, etc. Dyeing liquor is atomized and jetted into the annular mixing room by the injector. At the same time, high-pressure air is pumped into an annular mixing room and mixed with the atomized dyeing liquor. After mixture, they are jetted at the fabric. During this process, the fabric is pulled to move forward by high-pressure air when it is dyed. Comparing with overflow dyeing machine, airflow dyeing machine does have a lower liquor ratio and better levelness.

Process and Technology Involved in Air-Dyeing
These are the most modern rope dyeing machines currently available on the market. The operating principle is similar to the jet dyeing system, but the fabric, guided by a motorized reel, is exposed inside the nozzle to a stream of forced air, blowing from one or two turbines (or fans) which take the air from inside. During the transport stage, or at the exit of the transport section, or, if necessary in both areas, the rope is sprayed with a controlled quantity of dyeing liquor; the atomized quantity of liquor slightly exceeds the one that the fiber can actually absorb. When the fabric folds in the perforated collection vat, it releases the excess liquor, which is recirculated by the special pump (Figure 4).

The fabric transport speed can be also very high (between 250 and 1000 m/min) while the liquor ratio could be, in theory, 1:1 to 1:2; in standard processing conditions the liquor ratio is 1:3-1:8. This machine usually allows a high temperature process.
The high speed of the fabric fed, together with the reduced liquor ratio, guarantee optimum dyeing results in very short times; it also reduces water consumption and the quantities of auxiliaries and dyes necessary for an optimum dyeing process, thus leading to considerable cost reduction (also with regard to wastewater treatment costs). This applies particularly to dying, above all in the case of dyes with low affinity for fibers and low exhaustion percentages.
However, sometimes the low liquor ratio could cause problems due to the poor solubility of some dyes and/or during subsequent post-dyeing washing process when higher liquor ratios would be more helpful.
These machines have also been designed for dyeing fabrics made of natural fibers, synthetic fibers, blends of man-made and elastic fibers, and micro-fiber fabrics; in reality, these machines have proved to be extremely suitable for dyeing man-made filament fabrics. While air feeding facilitates the continuous motion of the fabric and reduces possible defects due to rope folding, the fabric tends to pack on the bottom of the machine for the extremely reduced quantity of liquor, thus leading to permanent wrinkles.
This problem becomes clear above all for fabrics made of synthetic fibers, particularly when they have not been efficiently heat-set, and sometimes it is amplified by the water blade beating the fabric at the exit of the nozzle. These systems can process lots from 100 to 600-800 kgs, depending on the size of the machine and of the ropes.
Advantages of Airflow Dyeing Technology
Several advantages can be claimed by Air-flow dyeing over other conventional dyeing technologies. Air-Dyeing technology manages the application of color to textiles without the use of water. It is today’s sustainable alternative to traditional dyeing and decorating processes. Airflow is the key element of the technology, as air is an ideal transport medium.
The replacement of dye liquor with air as a method of transporting piece goods in jet-dyeing machines is a big step toward reducing water and chemicals consumption. Compared to the jet system in which the nozzles are filled with liquor, nozzle pressure is negligible, thus offering optimum protection of sensitive textile surfaces. At the same time, the use of the mass flow principle provides a major improvement in fabric hank laying, thus preventing creasing.
The moisture-saturated airflow ensures the uniform distribution of temperature on the fabric and in the machine, constituting a prerequisite for even and reproducible dyeing. Moreover, the low level of liquor in the dyeing boiler means the fabric is lighter than in conventional machinery and can, therefore, be accelerated quickly to high speeds. Thus, the risk of draft or strain is minimal, which is particularly advantageous with regard to the finishing of items containing elastane fibers.
The high transportation speeds of the fabric result in very short fabric turn time. High heating-up gradients are possible because a very low liquor ratio is maintained. The unique ability to use a hot drain system and rinsing with fresh water in a running wash system considerably reduces the time required for the dyeing process.
Some Specific Benefits are
- It does not pollute water in the color application process. By using air instead of water to convey dye, no hazardous waste is emitted and no water is wasted.
- It greatly reduces energy requirements, thereby lowering costs and satisfying the strictest standards of global responsibility.
- It does not use boilers, screen printing machines, drying ovens, or cleaning and scouring chemicals, thereby eliminating major sources of pollution.
- It eliminates water in the color application step and simplifies the process, creating revolutionary possibilities of new industry and employment in un-farmable, arid regions of the world.
- It gives consumers a way to choose style and sustainability at a realistic price at the point of purchase, thereby initiating world change.
- Air-Dye technology eliminates hazardous wastewater as a byproduct of dyeing fabric. Water scarcity affects one in three people on every continent and is getting worse as water needs rise with population growth, urbanization and increased usage by households and industries.
- Depending on the fabric, and type of dyeing, Air-Dye uses up to 95% less water, and up to 86% less energy, contributing 84% less to global warming, according to an independent assessment. Additionally, some companies state that with Air-Dye technology they can print to order which eliminates production excess and waste.
- Overall dyeing is cost reduced to a greater extent compared to traditional methods.
- Since Air-Dye process injects the dyes into the fabric and not on the fabric, bleaching and cleaning agents do not affect them. Using Air-Dyeing technology, for every 25,000 T-shirts sold, a company can save energy of 1,132,500 megajoules, water to the extent of 157,500 gallons, greenhouse emissions of 57, 500 (Kg CO2 equiv. emissions).
- The Airflow Dyeing is being especially suitable for the wet finishing of delicate cellulose and man-made-fiber knitwear and woven fabrics with a high percentage of elastane. Such fabrics are used in the automotive, lingerie, sports-leisure and swimwear segments.
Diversified Air-dyed Patterns
Fabrics dyed with Air-Dye technology supposedly feel no different than conventionally dyed textiles. They can be dyed all with one color, a different color on each side, a pattern on one side and a solid color on the other, or a pattern on both sides as follows (Figure 5 and 6):
- Dye-to-Dye Contrast: Air-Dye technology that dyes two different colors on opposite sides of a piece of fabric without the use of water.
- Dye-to-Print: Air-Dye technology that, on a single piece of fabric, dyes one side a solid color and one side a print, without the use of water.

- Dye-Squared: Air-Dye technology that dyes the same solid color of ink on both sides of a piece of fabric, without the use of water.
- Print-to-Print: Air-Dye technology that dyes one side of a piece of fabric with a print and the opposite side of the fabric with another print.

Applications of Air-dyed Fabrics
- Promotional Items: Banners, retail display/signage, short-run branded products, tote bags / reusable bags/aprons.
- Apparel: Fabric for all types of garments, finished accessories – scarf / ties / aprons / etc., specialty fabrics for custom items, flags / umbrellas / awnings / tents, uniforms – civic / corporate / medical, swimwear / sarongs, outerwear, sportswear / yoga-wear / active-wear / dance-wear, infant / toddler apparel, junior apparel, missy apparel, men’s wear, lingerie / intimate apparel / sleep wear, accessories / handbags / cosmetic bags / etc., & shopping bags.
- Interiors: Carpet/ceiling tiles, drapes/curtains/ blinds, top of bed product – coverlets/bedspreads/ etc., linens, wall coverings, tabletop/napkins, shower curtains, pillows/mattress coverings, & upholstery – sofas, chairs, etc.
- Industrial Print Applications: Hard surface laminate, melamine, Thin paper, vinyl transfer, & thermo films
- Medical cubicle curtains, hospital gowns.
Conclusion
The Air-Dye process radically reduces the environmental profile of the color application process while improving the use phase performance of the finished fabric. By removing the requirement of water at the point of color application, Air-Dye technology creates a significant opportunity to localize production for regions of the globe that lack the water resources traditional methods require.
Because traditional processes require considerable energy to heat the water and dry the fabric, Air-Dye technology also significantly reduces the energy required at the point of color application. As Air-Dye technology matures, expect to see additional benefits from increased efficiency in power usage, power source, and the direct application of dye without a donor media. Air-Dye is a clear response to increasing awareness of the environmental impacts associated with traditional dye application processes and new technology for improving.
References:
- Vignesh Dhanabalan, Sukanya, K.V. Lokesh, Air-Dyeing Technology-A Review, Textiles Today, October 14 (2015)
- Using Textile Dyes in the ‘Air Dyeing’ Technology, A Report, http://vipulorganics.com/blog/2017/06/08/using-textile-dyes-in-the-air-dyeing- technology/
- Deepak Kumar, Dyeing Without Water, https://www.fibre2fashion.com/industry-article/5676/dyeing-without-water
- SIU Chun Lam, Chen Xiaohui and Xie Longhan, Increased Ultra-Low Liquor Ratio Dyeing Machine with Separated Flow of Air and Dyeing Liquor, International Journal of Simulation:Systems, Scince and Technology, DOI 10.5023, 17, 23 (2004)
- Recent Developments In Dyeing, A Report, Textile World, March 21 (2010)
- Preetam Shah, Developments in Textile Machinery, https://www.fibre2fashion.com/industry-article/5122/developments-in-textile-machinery
- Kurt Muller, Ecology Meets Economy in Fabric Dyeing Airflow Technology Far Superior, Apparel Resources, May 1 (2009)
- Arun Rao, Cleantech air-flow dyeing technology to meet stricter environmental norms, The Textile Magazine, February 11, (2015)
- Nair G P, Methods and Machinery for the dyeing process, in Hand book of Textile and Industrial Dyeing, Ed.by, M.Clark, Volume-1, Page 248-298, Woodhead Publishing (2011)
- D. Kumar, Ambadas Garje, K. Desai and D. Gupta, Dyeing Without Water, Journal of the Textile Association, 71(4):171-174, November (2010)








To the textileschool.com admin, Thanks for the well written post!