
Fundamentals of Denim fabric Finishing
Finishing Process: Fabric finishing is the last stage in the production of denim. This is where the final touch is added, and it can make a big difference in how the fabric looks, feels and fades. Technically Fabric finishes are divided into two categories functional and aesthetic. They either work to correct and prevent issues of dimensional stability that control dimensions are crucial because unfinished denim shrinks as much as 10-12%.
The reason for that is summed up in one word: tension. During spinning, dyeing and weaving, denim stretches in length and width as the yarn is under continuous tension. Moreover, to enhance the look and feel of a fabric with what’s known as creative finishes. The processes can be mechanical, thermal or chemical.
Flow Chart of various Denim Finishing Process
The figure shows the treatment possibilities and processes. All the treatments always finish with the shrinkage process. Before the shrinkage process, a washing test should be performed prior to each fabric batch being shrunk in order to determine the shrinkage potential. The fabric shrinkage in warp and weft direction and the degree of skewing are measured.
The washing shrinkage in the warp direction and the degree of skewing provide indicative values for the setting of the denim shrinkage range. Essential denim completing, texture touches base from weaving straightforwardly, without de-estimating, and is brushed to expel tainting, seared with fire to make the texture smoother by lessening shagginess, cushioned with a basic formula, disregarded a couple of skew moves to diminish texture torque which causes skew development and after that dried. Basic finishes given to greige denim fabric are mechanical and chemical or a combination of both.

Objects of Fabric Finishing:
- To increase the attractiveness of fabric.
- To increase the serviceability.
- To increase the beauty and brightness of fabric.
- To increase the fineness and to ensure smoothness.
- To ensure the softness of the fabric.
There are two types of finishing process used.
- Mechanical finishing
- Chemical finishing
Mechanical finishing is of two types
- Flat finishing
- Regular finishing
The difference between Flat finishing and Regular finishing is 4 wash boxes are used in flat finishing but no wash box in the regular finishing process.
Mechanical finish
Singeing process– twice on the blue side; Stretching — longitudinally to set the desired fabric width; Weft straightening — pulling the weft threads to prevent twisting; Compressive shrinkage. Gas singing machines

What is Singeing?
Singing is the process of burning out the projecting fibre from the yarn or fabric surface to increase the smoothness and evenness of the fabric. A good singeing ensures a better fabric for that reason printing quality on fabric will be more than the normal condition. Based on the requirements several singeing methods are used in the textile industry. Here in this article, we will discuss single meaning, objectives, and classification.
Objective of Singeing
- Burning of projecting fibres from the yarn/fabric surface.
- Fabric/Yarn surface becomes smooth, even, and clean.
- Maximum Luster in the fabric is produced by the mercerizing process.
- Help to create a smart design by printing.
- Save from uneven dyeing and printing.

Plate Singeing
In plate singeing open fabric is passed upon the copper plate. To maintain ever speed some guide roller and draw roller are used. The temperature of singeing plates is heating but the problem is the plate temperature vary. The processing speed varies at 135-225 m/min.
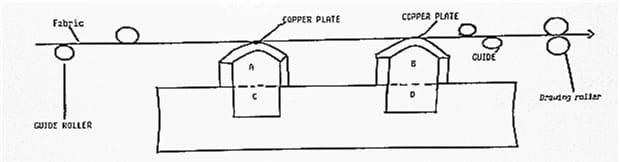

Advantages of Plate Singeing
Due to friction between cloth surface and copper plate fabric surface become smooth.
Disadvantages of Plate Singeing
Copperplate not to be evenly so uneven singeing is performed.
Roller Singeing
- Some defects of plate singeing machine are overcome in roller singeing machine.
- In the roller singeing machine, there is used a rotating cylinder instead of a stationary curved plate as a plate singeing machine. It may be made of either copper or cast iron and provided with an internal firing system.
The gas–singeing machine is commonly used and is typically equipped with four burners, and is capable of singeing one or both surfaces of the fabrics. A water-cooled roller is provided at a location opposite to the burners, thereby enabling singeing to be performed without undermining the strength of even thin fabrics.



Definition of Shrinkage, Sanforization
Fibre Content Determines Shrinkage. Textile producers and finishers understand shrinkage as any form of negative change in dimensions of textile products under the influence of high humidity/water/ heat. Sanforization is a process that stabilizes the fabric before it is cut by stretching and shrinking it. Named after its inventor, Sanford Lockwood Cluett, it was patented in 1930. This is done in order to reduce the amount of shrinkage that can happen after your jeans’ first wash.
The result of sanforization leads to 1-3% shrinkage, as opposed to 10% shrinkage with unsanforized (shrink to fit) denim. Basic denim finishing chemicals should provide improved fabric surface effects for Sanforizing, cutting and sewing. The finishing chemicals should not penetrate into the fabric, so no heat is required and no wetting agent is necessary. For uniformity of chemical application, a wet pick-up of at least 70% should be used.
The term sanforization is used to refer to the pre-emption of shrinkage by suitable mechanical and/or hydrothermal finishing processes. Shrinkage potential after different treatment processes for woven fabrics.
- Greige fabric, depending on fabric weight up to 10 per cent;
- Greige denim (after stretching) up to 18 per cent;
- Washed denim fabric up to 10 per cent;
- Bleached fabric approx. 5 per cent;
- Dyed fabric approx. 5 to 8 per cent; and
- Shrunk (sanforized) fabric less than +/- 1 per cent.
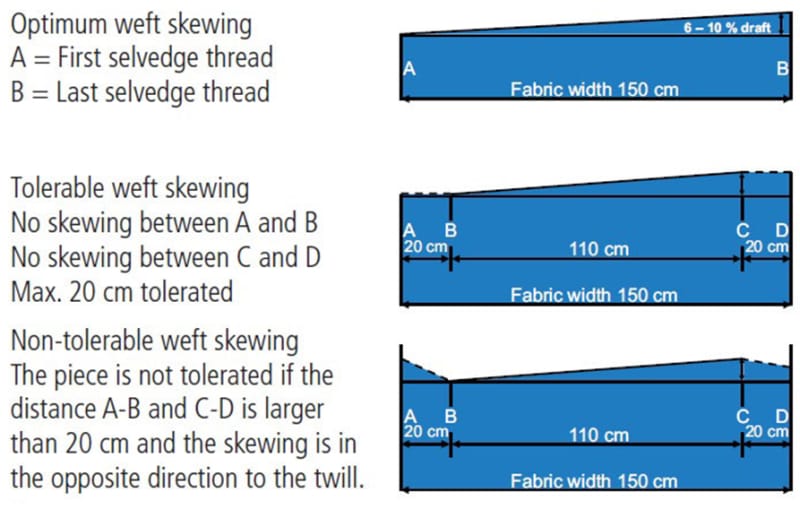
SKEWING OF DENIM FABRIC
Skewing is a common fabric defect in woven fabrications where weft or filling yarns are distorted means a pattern on one side of the fabric is ahead or behind the pattern on the opposite side. This is usually caused in fabric weaving or processing when both fabric edge will be pushed by a roller with different force.
Skewing is a similar condition in which filling yarns are angularly displaced from a line perpendicular to the edge or side of the fabric. It is a condition resulting when filling yarns or knitted courses are angularly displaced from a line perpendicular to the edge or side of the fabric due to uneven distribution of tension.
Lighter the fabric in weight (gsm) more chances of skewing and heavier the fabric in weight (gsm) fewer chances of skewing will be there. Finer the yarn count (Indirect system) more chances of skewing and coarser the yarn count then fewer chances of skewing will be there.
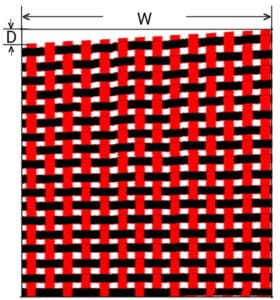
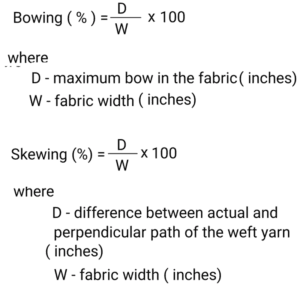
How do you calculate fabric skew?
Skew (bias) is defined as the distance measure parallel to and along a selvedge between the point at which a filling or course yarn, stripe, or dominant line meets the other selvedge. If the fabric skews after five wash and dry cycles, the square can be measured for per cent skew. Skew%= Dip of the Skew (Maximum deviation from the perpendicular line) × 100 Width of the fabric
Measurement procedure of Skewness in the Fabric
- Lay the fabric, without tension, on a horizontal surface at least three yards long.
- Place a straight edge across the fabric perpendicular to the selvedges at a point where a filling of course yarn,…
- Measure the distance parallel to and along a selvedge between the point at which the yarn, stripe, or dominant line…
- Repeat this procedure at least three places along the length of the fabric and report the average maximum bias.
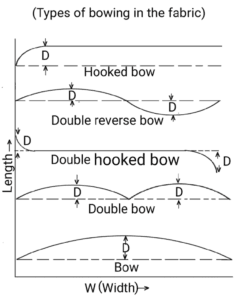
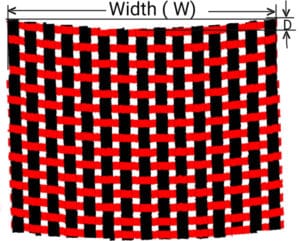
BOWING in the Fabric
Excessing bowing in grey fabric: Warp tension is also a very important factor. In normal practice, the warper does not change the warping creel tension for every warp count, he changes tension only when the warp count increases or decrease highly from the previous warp count. This problem mainly occurs due to faults in the weaver’s beam. This kind of situation can reflect in the beams to be manufactured on the sectional warping machine as well as the direct warping machine. When the warping of the beam is done on the sectional warping machine, then the warper needs to be careful about the selection of required cone height or warping drum traverse speed according to warp beam parameters.
The bowing is a fabric defect. When the weft yarn in the fabric gets displaced from a line perpendicular to the fabric selvedge and this weft displacement forms one or more arcs across the width of the fabric. When weft yarns are even at two edges but arched across the middle is known as Bow. Bowing is a condition in the woven fabric where filling yarns are displaced from a line perpendicular to the selvedges and lie in an arc across the width of the fabric. Bowing appears as rows of courses or yarn-dyed stripes forming a bow-shaped curvature along the fabric width.
Description of the modern machines used for Thermo Stretch Stretcher and Weft Straightener

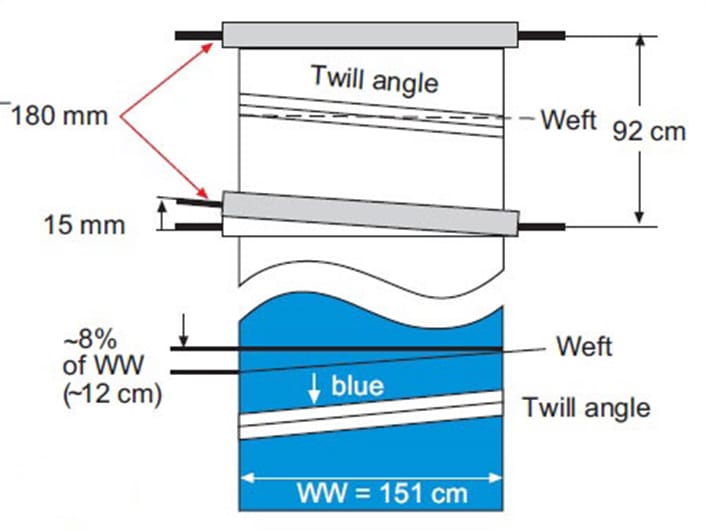
- The Thermo Stretch stretcher is a modified hot flue with reinforced and adjustable rolls with a diameter of 180 millimetres (mm). The stretcher can be heated and the fabric moisture at the exit is regulated to suit the shrinkage process.
- With their differently controlled speeds V1 and V2, the two tension rolls determine the longitudinal tension in the fabric, and hence the reduction in width monitored and controlled by the Pleva SD 1 camera. The camera also measures the weft thread position, and monitors and controls the skew by skewing on side of the roll package in the Thermo Stretch stretcher.
As the Thermo Stretch has a large number of guide rolls and can also be heated, the damp fabric can be stretched with a longitudinal tension of 200-300 N, instead of 4000 N as in the past.
The skewing of the rolls is adjusted in millimetres — rather than in centimetres as in the past — resulting increase-free the running of the fabric. The warm and damp stretching process requires far less force, making it gentler on the fabric and resulting in a better fabric appearance. Furthermore, the residual moisture in the fabric is measured and controlled so that it arrives at the actual shrinkage process with a controlled and constant moisture content.
The benefits of these innovations are:
- Greatly reduced stretching forces;
- Extremely low load on the fabric during the stretching process;
- Skewing of the rolls in millimetres rather than in centimetres;
- No creasing of the fabric during the passage;
- Skewing takes place in a large number of small individual steps;
- Higher production speeds on Eco Applicator ranges;
- More precise residual moisture measurement and control upline of the rubber calendar;
- A wider range of possibilities for fabric treatment; and
- Remarkable differences in the fabric quality by comparison with competitors’ products thanks to innovations and modern technologies.
The Eco versions offer the user the following benefits:
- More controllable process;
- Better fabric quality;
- Less steam energy;
- Less electrical energy;
- Lower water consumption
- Fewer chemicals used; and
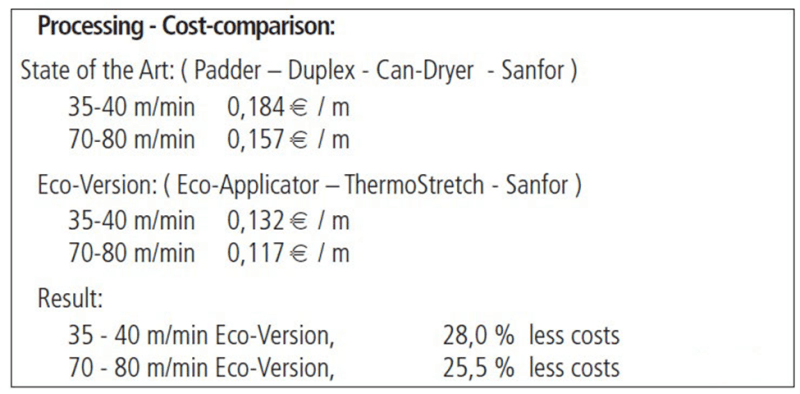
- Overall Lower costs per running meter.
Improvements in Denim — There are major aspects in which the innovation and development can be done in the Denim, comfort performance and environment friendly can be achieved in the different processes of manufacturing denim. Comfort and fit are very important aspects of denim garments. So, a lot of research has been done to make stretch denim.
The use of denim for fashion articles is one of the biggest successes of all time, and the ability of denim to keep pace with the requirements of the fashion industry is due to innovations in textile finishing. BASF produces a range of products for pre-treating, dyeing, coating, printing and washing denim fabrics and the yarns used to produce them. Research is in progress to produce fabrics that regulate body temperature and that stay clean. DyStar produces indigo dyes for dyeing the warp yarn of denim fabrics. The Italian company Master produces equipment for finishing denim, including the Indigoflow continuous dyeing machine for dyeing the warp yarn.
Elastane fibres are incorporated into the fabric. Lycra and Spandex are used in weft yarn. Ring and open-end core-spun yarns are also used in denim to provide stretch property. Elastic ply yarns produced on TFO are also used to make stretch denim fabrics. Apart from the multi-component, Bi-component synthetic filament yarns are also used to provide stretch.
Finishing of Elastic Denim Fabric
The elastic denim fabric has already established itself in the denim industry with growing market shares. Many premium denim brands employ modern stretch denim. These articles today have a more natural appearance and are no longer as glossy. These articles require a few treatment steps more than for normal classic denim finishing. The finishing process is therefore slightly more costly, but the prices that can be achieved are also somewhat better than for the classic denim fabric.
Apart from elastic texturized polyester — expand from Trevira, for example — with approximately 20 per cent stretch, yarns of elastane fibres with approximately 40 per cent stretch are frequently used to maintain the form stability and to improve the wearing comfort. Of the elastane fibres Dorlastan®, Lycra®, Linel®, Glospun®, Roicka® and Teplon®, may be used in denim. From molecular structure, elastane is a fibre with a polyurethane hard segment and a polyether or polyester soft segment, whereby the soft segment is responsible for the properties of the fibre.
As a large number of these fibre types are encountered, it is essential to observe the information provided by the respective fibre producers with respect to controlled shrinkage and proper fibre fixing. The producer should be consulted on the deviation ranges of the elastane fibres to be used in order to create optimum conditions for finishing. When selecting the finishing parameters — pH value, treatment time and mechanical influence — care must be taken from the point of view of the elastane fibres that the intended finished product data of the article are not impaired. For denim articles, cotton blends with different percentages of elastane are used.
The Behavior of Weft-Elastic Denim Fabric
A classic denim fabric without elastane content normally has a greige width of 157 to 159 cm. The washing tests on such articles show on average a shrinkage of -15 per cent in the warp direction and -6 per cent in the weft direction.
The weft-elastic denim fabric with elastane content may have a greige width of 180 cm and also shrinks during the washing test on average by -15 per cent in the warp direction, but by -34 per cent in the weft direction. This means that the fabric still had a width of approximately 119 cm after washing. And that with a desired finished width of 151 cm. The weft-elastic denim fabric therefore always has to be stabilized. To stabilize the fabric is heat-set in order to achieve:
- The desired stretch;
- The desired weight per square meter;
- A desired finished width;
- A desired improvement in the dimensional stability; and
- To avoid cold creep shrinkage.
Fixing ranges at 180 to 200°C lie in the order of 15 to 60 second dwell time. The fibre manufacturer’s recommendations have to be observed here. Within this range, the fabric reacts under optimum conditions. The times cited in this article are empirical values from the respective finishers.
The Discontinuous Finishing Method for Weft-Elastic Denim Fabric
After singeing, the weft-elastic denim greige cloth with a 180 cm fabric width undergoes hot washing on a washing machine where the fabric is washed and the majority of the size is removed. The fabric is then pre-dried, padded — liquor application — and then dried and fixed on a stenter with drying and fixing temperature of 190°C, stenter width 152 cm. The third finishing step is the compressive shrinkage process. The fabric to be shrunk is sprayed with water, passed over a steaming drum, skewed on a weft straightener and then fed to the rubber calendar with a defined rubber blanket pressure before finally being dried on the felt calendar. Instead of the spray system, the Matex ECO-Applicator can also be used for a selective moisture application. The fabric width before the rubber calendar is 150 cm; the fabric width after the felt calendar is also 150 cm.
The washed shrinkage values after treatment showed a residual shrinkage in the warp direction of -1 per cent and residual shrinkage in the weft direction of -1.5 per cent, thus falling within the range of the international standards required by Levis, Lee, Wrangler, Maverick, Mustang and General, for example. These respectable residual shrinkage values are achieved in three separate finishing steps.
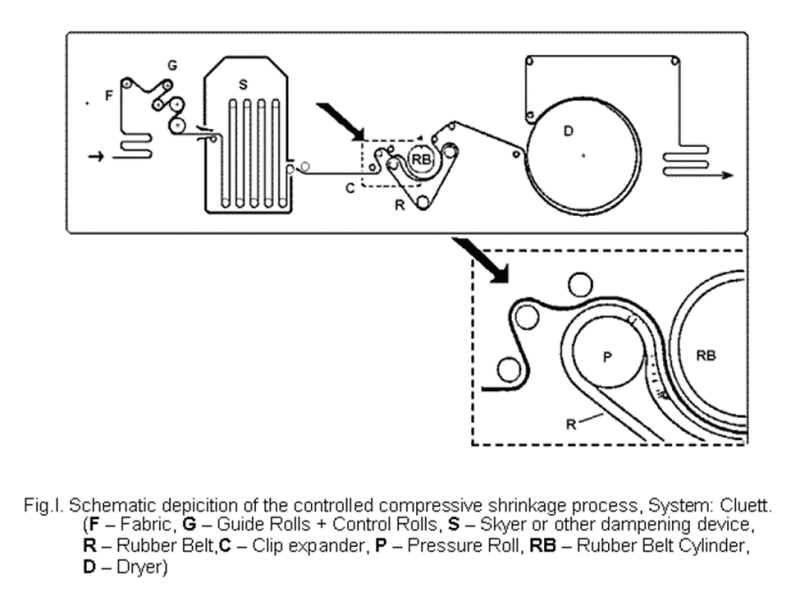
The Fully Continuous Finishing Method for Classic and Elastic Denim Fabrics
The most modern, most ecological and most economical denim range version is shown below.

This range allows fabric webs of 100-per cent cotton and of cotton blends with elastane to be finished. Different setting parameters are selected, depending on the quality. After unrolling, the grey fabric is cleaned and singed. In the following washing compartments, the fabric is partly de-sized and the first shrinkage in the length and width of the fabric web takes place. Other processes can also be integrated, depending on the number of washing compartments.
A high-performance squeezing unit optimally dewaters the fabric web for a wet-in-wet process. Minimal amounts of finishing liquor are applied with the ECO-Applicator. A concentration check of the finishing liquor, as is necessary with the wet-in-wet process with two padders, can be eliminated here. When using the ECO-Applicator, the finishing liquor is not diluted. The fabric is then pre-dried in the cylinder drier unit. Residual drying, stretching and skewing are performed on the Thermo Stretch stretcher and weft straightener.
The fabric is thereby carefully stretched in stages by passing it over rollers while skewing and stretching in small steps. The process takes place in a defined temperature and moist climate and achieves better fabric appearances. Compared with the conventional denim stretching technique this means: Significantly lower stretching forces, less fabric tension, better ‘look and feel’, Higher production speed and simpler residual moisture control. The fabric width, skew and number of filling threads are monitored by a special camera as mentioned above and the measured values are converted into corresponding control pulses for the range control.
The stenter with upline Matex ECO-Applicator and a coating range is then used either for finishing, drying of the coating or surface stabilization (fixing), depending on the article. The machine settings depend on the process to be employed. The fabric arrives at the range for the compressive shrinking process with a controlled residual moisture content or with moisture application using the Matex ECO-Applicator. Two rubber calenders and two felt calenders ensure a high production speed with gentle use of the rubber blanket and effective energy consumption. Two rubber calenders and two felt calenders are required to produce denim of 14.5 oz/yd² with 1 to 2-per cent residual shrinkage at speeds of at least 70 m/min.
The Thermo Stretch stretcher is a modified hot flue with reinforced and adjustable rolls with a diameter of 180 millimetres (mm). The stretcher can be heated and the fabric moisture at the exit is regulated to suit the shrinkage process. With their differently controlled speeds V1 and V2, the two tension rolls determine the longitudinal tension in the fabric, and hence the reduction in width monitored and controlled by the Pleva SD 1 camera. The camera also measures the weft thread position, and monitors and controls the skew by skewing on side of the roll package in the Thermo Stretch stretcher. Low-tension guidance of the fabric during rolling is important for the end of the process.
Functional finishes (Chemical finishes)
such as antibacterial finishes, UV- protection finishes are applied on denim fabrics to improve functional performances of denim fabrics. To enhance the durability of the finished fabric, nanoencapsulation of the herbal extracts were performed and the results showed good resistance for microbes even after 30 industrial washes. The use of nano-clay is also reported to impart an old look, soft handle, flame retardant and antibacterial properties to denim fabrics.
What is the best finish for Denim?
40 or 90 fluidity tapioca starch is the best hand-builder used for denim. Basic denim finishing chemicals should provide improved fabric surface effects for Sanforizing, cutting and sewing. The finishing chemicals should not penetrate into the fabric, so no heat is required and no wetting agent is necessary.
Creative fabric finishes Singeing. The singeing process removes the excess cotton fibres that give unfinished denim its ‘hairy’ look. Mercerization. Unfinished denim has a characteristic rough and uneven hand feel. This includes a wide range of Ecru Denim Fabric, Foam Finished Denim Fabric, De-sized Denim Fabric, Wet Finish on Denim Fabric, Over Dyed Denim Fabric and Heat Set Denim Fabric.
Ecru Denim Fabric is the natural colour of cotton or denim that is without dye. Ecru refers to the colour of undyed denim and is the natural hue of cotton. Jeans that have not been dyed with indigo are called ecru jeans.
Foam Finished Denim Fabric is the environment and energy-conscious finishing and shrinking method for meeting the highest quality demands. In this method, only the moisture required for the process is applied to the fabric – together with the finishing agents – in the form of foam. This result in an 80% saving in water and energy compared with the traditional denim finishing method.
De-sized Denim Fabric –De-sizing removes the solution added to the fabric during the sizing process and results in softening of Denim fabric.Wet finished denim fabrics This is a Finishing process in which the material is immersed or made wet with water or other liquids in one or more steps. These finishing processes include beetling, bleaching, calendaring, chasing, decorating, dyeing, embossing, fulling, gassing, London Shrinking, mercerizing, milling, printing, shrinking, stenting, sizing, sponging, washing and waterproofing.
Over Dyed Denim Fabric is a process where the fabric is either dyed for too long or dyed a second time. It is most often used in denim to add an overtone of colour to the indigo.
Heat Set Denim Fabric is a process for removing spinning- and cabling-induced torque and imparts dimensional stability in fibres and yarns. The process may also cause synthetic fibres to gain bulk or volume and is also used to stabilize fibres after processes such as freezing.
To furnish the diverse requirements of our clients we are involved in offering a wide range of Mercerized Denim Fabric in all sorts of combination of weaves, width, style etc and is also known as flat finish denim
What is Mercerized Fabric:
- Mercerization is an industrial process used on yarn or fabrics to increase its lustre and dye affinity.
- For fabrics used in the denim industry, mercerization can be used for keeping dye on the surface of the yarns or fabrics and to prevent dyes from fully penetrating the fibres.
- Created by John Mercer in 1844, mercerization is a chemical treatment used on cotton. In addition to increasing the fabric’s lustre, it also improves its strength. The process involves dipping the material in baths of sodium hydroxide several times to shrink the fibres and smooth the grains of the threads.
- Mercerized cotton is also known as pearl cotton because of its lustrous appearance after the process.
CONCLUSION
Denim has been around for a very long time now, the fabric has been constantly evolving as per the need of the time. The latest inclusion of the friction factor of denim constitutes a vital aspect of the quality of denim products, a key feature, which not only affects the product aesthetics but defines the final appearance of the quality of the article in the real sense. The friction factor, a featured field of textile research, but all the time in correlation with the friction, an exciting proposal is how to measure the ideal intensity of each treatment.
Denim fabric started as a durable fabric material for uniforms for working-class labourers and then in the 20th century, it became a symbol of modern fashion and liberation of women’s. Denim is liked by all irrespective of gender, age and profession. A lot of innovation and research is to be done on a continuous basis to fulfil the requirement of diverse consumers keeping in mind its impact on the environment and society.
Denim is a quality product and is multipurpose it can be used as a garment and clothing as well as package or covering. It’s a diverse material with multiple types each with a unique quality. Denim has a lot of scopes and if used consciously can create a great scope for humanity. One of the best ways to shop in a sustainable way is to do so within the circular economy, prolonging the life of garments and keeping them out of landfills that much longer. Also since denim is a durable fabric hence, we can easily upcycle denim.







