
Fabrics for Heat and Flame Protection
With industrialisation, the safety of human beings has become an important issue. A growing segment of the industrial textiles industry has therefore been involved in a number of new developments in fibres, fabrics, protective clothing. Major challenges to coatings and fabrication technology for production in the flame retardant textile industry have been to produce environmentally friendly, non-toxic flame-retardant systems that complement the comfort properties of textiles. The 1990s, therefore, saw some major innovations in the development of heat-resistant fibres and flame-protective clothing for firefighters, foundry workers, military, aviation and space personnel, and for other industrial workers who are exposed to hazardous conditions.
For heat and flame protection, requirements range from clothing for situations in which the wearer may be subjected to occasional exposure to a moderate level of radiant heat as part of his/her normal working day to clothing for prolonged protection, where the wearer is subject to severe radiant and convective heat, to direct flame, for example, the firefighter’s suit. In the process of accomplishing flame protection, however, the garment may be so thermally insulative and water vapour impermeable that the wearer may begin to suffer discomfort and heat stress. Body temperature may rise and the wearer may become wet with sweat.
What constitutes flammability?
Ease of ignition, rate of burning and heat release rate are the important properties of textile materials that determine the extent of fire hazards. The other factors that influence the thermal protection level include melting and shrinkage characteristics of synthetic fibre fabrics, and emission of smoke and toxic gases during burning. So, while selecting and designing flame protective clothing, the following points should be kept in mind:
- the thermal or burning behaviour of textile fibres
- the influence of fabric structure and garment shape on the burning behaviour
- selection of non-toxic, smoke-free flame-retardant additives or finishes
- design of the protective garment, depending on its usage, with comfort properties
- the intensity of the ignition source
- the oxygen
Thermal behaviours of fibres
The effect of heat on a textile material can produce physical as well as chemical changes. In thermoplastic fibres, the physical changes occur at the second-order transition (Tg), and melting temperature (Tm), while the chemical changes take place at pyrolysis temperatures (Tp) at which thermal degradation occurs. Textile combustion is a complex process that involves heating, decomposition leading to gasification (fuel generation), ignition and flame propagation.
A self-sustaining flame requires a fuel source and a means of gasifying the fuel, after which it must be mixed with oxygen and heat.
When a textile is ignited, heat from an external source raises its temperature until it degrades. The rate of this initial rise in temperature depends on the specific heat of the fibre, its thermal conductivity and also the latent heat of fusion (for melting fibres) and the heat of pyrolysis.
In protective clothing, it is desirable to have a low propensity for ignition from a flaming source or, if the item ignites, a slow fire spread with low heat output would be ideal. In general, thermoplastic-fibre fabrics such as nylon, polyester fibre, and polypropylene fibres fulfil these requirements because they shrink away from flame and, if they burn, they do so with a small slowly spreading flame and ablate. For protective clothing, however, there are additional requirements, such as protection against heat by providing insulation, as well as high dimensional stability of the fabrics, so that, upon exposure to the heat fluxes that are expected during the course of the wearer’s work, they will neither shrink nor melt and if they then decompose, form char.
The above-mentioned requirements cannot be met by thermoplastic fibres and so recourse must be made to one of the so-called high-performance fibres such as aramid fibre (e.g. Nomex, DuPont), flame-retardant cotton or wool, partially oxidised acrylic fibres, and so on. It may also be noted that the aramid fibres, in spite of their high oxygen index and high thermal stability, have not been found suitable for preventing skin burns in molten-metal splashes because of their high thermal conductivity.
Selection of Fibers suitable for thermal and Flame Protection
Selection of fibres suitable for thermal and flame protection. The fibres could be classified into two categories:
- Inherently flame-retardant fibres, such as aramid, modacrylic, polybenzimidazole (PBI), Panox (oxidised acrylic) or semi carbon, phenolic, asbestos, ceramic etc.
- Chemically modified fibres and fabrics, for example, flame retardant cotton, wool, viscose and synthetic fibres.
Inherently flame-retardant fibres
For some 2000 years, there was only one type of naturally occurring mineral fibre, asbestos which could not be completely destroyed by fire. Asbestos has many desirable properties and is cheap as well. However, the fibres are so fine that they can be breathed into the lungs and can promote fatal cancerous growth.
Glass fibres are also heat-resistant materials. In earlier times such fibres were used for printed circuit boards. Now developments in the texturing of glass fibres have provided a material that could substitute for the asbestos fibres to some extent. Unlike asbestos fibres, glass fibres with high diameters are non-respirable. They have an upper-temperature resistance of about 450°C. They spin well, knit or braid easily and can be coated with rubber, polyacrylate or silicones.
Glass fibres have also good electrical and insulation properties. However, they cause skin irritation, which limits their application in protective clothing. Silica-based fibres have high rates of thermal conductivity, a property that may be valuable in heat dissipation in some uses but in situations like hot metal splashes, where the heat is transmitted to the person by conduction, they will cause more burn injuries instead of protecting the skin. Thus, the selection of the fibre for making thermally protective clothing should be decided on the basis of the environment to which a worker is exposed, namely, whether the heat will be transmitted to the person by conduction, convection or radiation. Despite their high-temperature resistance, ceramic fibres have poor aesthetic characteristics, high densities and are difficult to process.
Aramids
Aromatic polyamides such as poly(metaphenylene isophthalamide) char above 400 °C and may survive short exposures at temperatures up to 700°C. Nomex (DuPont), Conex (Teijin), Fenilon (Russian) and Apyeil (Unitika) meta-aramid fibres have been developed for protective clothing for fighter pilots, tank crews, astronauts and those working in certain industries. Para-aramid fibres like Kevlar (DuPont),Twaron (Akzo Nobel) and Technora (Teijin) are also being used for ballistic and flame protection. Nomex nonwovens are used for hot gas filtration and thermal insulation.
Aramids are resistant to high temperatures, for example at 250 °C for 1000 hours the breaking strength of Nomex is about 65% of that before exposure. They begin to char at about 400 °C with little or no melting. Generally, meta-aramids are used in heat protective clothing, however, in intense heat, Nomex III (a blend of Nomex and Kevlar 29 (95 : 5 by wt) is preferred, in order to provide a greater mechanical stability to the char. Teijin23 has introduced a new fabric, X-fire, a combination of Teijin Conex (meta-aramid) and Technora (para-aramid) fibres. This fabric is capable of resisting temperatures up to 1200 °C for 40–60 s.
Nomex can also be blended with FR fibres, for example, FR wool and FR viscose. Karvin (DuPont) is a blend of 30% Nomex, 65% FR viscose and 5% Kevlar. Kevlar blends were formerly used by Firotex Co. UK (now defunct) with partially carbonized viscose in fabric form. This blend was developed as a fire blocking fabric for aircraft seats but found little favour because of the poor abrasion resistance of the carbonised viscose component.
Other examples of such blends include Fortafil and Fortamid needle felt NC580, which comprise aramid and FR viscose. This material is useful for gloves and mittens in which temperatures may reach up to 350°C. The outer working surface of the aramid fibre is needled through a reinforcing polyester fibre scrim over an inner layer of FR viscose.
Another aromatic copolyamide fibre developed by Lenzing AG is P84. This fibre does not melt but becomes carbonized at temperatures in excess of 500 °C and has an LOI value of 36–38%. The basic fibre is golden yellow in colour but Lenzing AG offers it as spun material dyed in limited colours. P84 fibres have irregular crosssection, which provides a higher cover factor at lower weights of fabrics made from it. Its extensibility is >30% with a good knot and loop strength. The applications of high-performance P84 include protective clothing, as a sealing or packing material, for hot gas filtration and in aviation and space including covers for aircraft seats.
Poly(amide-imide) fibres
Rhone-Poulenc produces polyamide–imide fibre called Kermel. This is available in two forms: 234 AGF and 235 AGF. Type 234 is a staple fibre for use in both cotton and worsted spinning systems and is produced in five spun-dyed colours. Type 235 is intended for nonwovens applications. In France, Kermel is used by firefighters and military personnel where the risk of fire is higher than usual. Its LOI is 31–32%, and it resists up to 250 °C exposure for a long duration. At 250°C after 500 hours of exposure, the loss of mechanical properties is only 33%. Kermel fibre does not melt but carbonises. During its carbonization, it generates very little opacity. Blends of 25–50% Kermel with FR viscose offer resistance to ultraviolet (UV) radiation and price advantage also compared with 100% Kermal fabrics. Blending with 30–60% wool also produces more comfortable woven fabrics with enhanced drapes. In the metal industry, the 50: 50 blend gives very good results, but a 65:35 Kermel/viscose blend is preferred for such applications. Kermel-based fabrics are now used both on-shore and off-shore by leading petrochemical groups. The army, navy and airforces are also using Kermel in woven and knitted forms.
Polybenzimidazole (PBI) fibres
Celanese developed PBI,28,30,31 a non-combustible organic fibre. Its LOI is 41% and it emits little smoke on exposure to flame. PBI can withstand temperatures as high as 600 °C for short-term (3–5 s) exposures and longer-term exposure at temperatures up to 300–350°C. It provides the same protection as asbestos while weighing half as much. It also absorbs more moisture than cotton. The current area of interest in PBI is in the replacement of asbestos-reinforced rubbers used in rocket motors and boosters to control ignition. Its other applications include fire blocking fabrics in aircraft seats, firefighter suits and racing-car driver suits.
Ballyclare Special Products, UK31 has recently developed a fire-resistant garment assembly for firefighters’ safety. The outer fabric of the garment is made from Pbi Gold(R), a fire-resistant fabric from Hoechst Celanese. This fabric, which was originally developed for the US Apollo space programme, combines the comfort, thermal and chemical resistance of polybenzimidazole (PBI) with the strength of aramid fibre. Pbi Gold is stable even under simulated flash conditions at 950°C. The fabric is also resistant to puncturing, tearing and ripping.
Poly(phenylene sulphide) PPS fibres
Ryton (Sulfar) fibres (Tm 285 °C) produced by Amoco Fabrics and Fibres are nonflammable. They do not support combustion under normal atmospheric conditions, and the LOI is 34–35%. Chemical resistance and the ability to retain physical properties under extremely adverse conditions make the fibre valuable for protective clothing.
Polyacrylate (Inidex)
Polyacrylate is a crosslinked copolymer of acrylic acid and acrylamide. Its LOI is 43%, and when subjected to flame, it neither burns nor melts. It emits virtually no smoke or toxic gases. Because of its low strength and brittleness, it can be used in nonwovens although the durability of fabrics made from this fibre may not be adequate for some apparel uses.
Semicarbon/Panox fibres
These fibres are produced by thermal treatment (thermo-oxidative stabilization) of either viscose or acrylic fibres. Asgard and Firotex are produced from viscose while Panox, Pyromex, Fortasil, Sigratex and so on are made from acrylic precursors. The acrylic fibres can be oxidised in the fibre, filament or fabric form at 220– 270 °C in air, but the viscose fibres are generally partially carbonized in the fabric form in a nitrogen atmosphere.
These semi carbon fibres have excellent heat resistance, do not burn in air, do not melt and have outstanding resistance to molten metal splashes. After exposure to flame, there is no afterglow and fabrics remain flexible. In view of their outstanding properties, the Panotex fabrics (Universal Carbon Fibres) made from Panox (RK Textiles), for example, are ideal for use in protective clothing where protection against the naked flame is required. Currently, this range of fabrics is probably the most common and versatile of oxidised acrylic-based materials.
To prevent the transfer of radiant heat, Panotex fabrics may be aluminized. An aluminized Panotex fabric is thus suitable for fire-proximity work but not for fire entry. It has been demonstrated that with a heat flux of 3Wcm-2, an aluminium coating will ignite, but a stainless steel coating can withstand such a situation for a prolonged period. Multiple layers of Panotex fabric tend to protect a polyvinyl chloride (PVC)-simulated skin against irradiance as high as 170Wcm-2 applied for 2 s.
Another advantage of Panotex outer fabric is the shedding of burning petrol, and it can even withstand several applications of napalm.
Phenolic or novoloid fibres
Kynol is a well-established novoloid heat-resistant fibre that is produced by spinning and posturing phenol formaldehyde resin precondensate. The fibre is soft and golden coloured with moisture regain of 6%. When strongly heated, Kynol fabric is slowly carbonised with little or no evolution of toxic gases or smoke. However, its poor strength and abrasion properties preclude its application for making apparel. To upgrade its mechanical properties, Kynol fibres can be blended with Nomex or FR viscose to produce flame-protective clothing.
Another phenolic fibre, Philene has also been developed, for example, Philene 206 (0.9 den) and Philene 244 (2.1 den). The moisture regains of the fibre is 7.3% and is said to be non-flammable and self-extinguishing, with an LOI of 39%. It does not show any change in tensile properties after being heated for 24 hours at 140°C (or for 6 hours at 200 °C). A charred Philene fabric is claimed to form a thermal insulating barrier that retains its initial form.
Modacrylic
Flame-retardant modacrylic under different brand names, such as Velicren FR (Montefibre, Italy) and SEF (Solutia Inc.) is a copolymer of acrylonitrile, vinyl chloride or vinylidene chloride in the ratio of 60 : 40 (w/w) along with a sulphonated vinyl monomer. It has an LOI in the range of 26–31%.
Flame retardation of conventional textile fibres
FR viscose
Inherently flame-retardant viscose fibres are produced by incorporating FR additives/ fillers in the spinning dope before extrusion. For example, Sandoflam 5060 (Sandoz), polysilicic acid or polysilicic acid and aluminium (Sater).
Flame-retardant polyester
There are three methods of rendering synthetic fibres flame retardant:
- use of FR comonomers during copolymerization,
- introduction of an FR additive during extrusion,
- application of flame retardant finishes or
The first two methods would give inherently flame-retardant polyester fibres. Trevira CS(R) and Trevira FR(R) produced by Hoechst are flame-retardant polyesters. Both are manufactured by copolymerizing a bifunctional organophosphorus compound based on phosphinic acid derivative.
Flame-retardant nylon
Nylons have a self-extinguishing property due to extensive shrinking and dripping during combustion. Problems arise in blends with natural fibres like cellulosic which will char and form a supporting structure (the so-called scaffolding effect) which will then hold the molten polymer. Introduction of flame or combustion retarders into polyamide melts before spinning appears to be an economical and feasible process if they are stable.
Flame-retardant acrylic fibres
Like other synthetic fibres, acrylic fibres shrink when heated, which can decrease the possibility of accidental ignition. However, once ignited, they burn vigorously accompanied by black smoke. Thus, many efforts have been devoted to improving the flame resistance of acrylic fibres.60–67 Among these studies, halogen-based and particularly bromine derivatives or halogen- or phosphorus-containing comonomers, are the most effective flame retardants used in acrylic fibres.
Flame-retardant finishes for polyester
There have been some developments in flame retardant finishes for polyester fabric and its blends. Flame-retardant finishes for synthetic fibres should either promote char formation by reducing the thermoplasticity or enhance melt dripping so that the drops can be extinguished away from the igniting flame. For protective clothing, char forming finishes would be desirable.
Flame-retardant finish for wool
Wool is not as flammable as cotton, and the wool fabric was the traditional material for thermal protection except for the more arduous conditions where asbestos was required. However, for thermal protective clothing a Zirpro(IWS) finish, based on hexafluorotitanates and hexafluorozirconates, has been developed, which is extremely stable in acid solutions and exhausts onto wool well below the boil. The Zirpro finish produces an intumescent char, which is beneficial for protective clothing, where thermal insulation is a required property of a burning textile.
Glass-fibre fabrics
In one finishing treatment, colloidal graphite was used, together with silicone oil, to provide protection at higher temperatures. Clothes treated in this way can be used at 400 °C or higher if exposure times are in minutes rather than days or in the absence of oxygen.
Another feature of glass fibre is that it melts at around 1000°C, so that in the untreated form, it is unsuitable for applications at higher temperatures. However, it can be treated to improve its resistance to such temperatures, by incorporating finely dispersed vermiculite and another involving aluminium salts. At high temperatures, the aluminium will react with the glass fibre to raise its melting point above 1500°C.
Waterproof Fabrics
Waterproof breathable fabrics are designed for use in garments that provide protection from the weather, that is from wind, rain and loss of body heat. Clothing that provides protection from the weather has been used for thousands of years. The first material used for this purpose was probably leather but textile fabrics have also been used for a very long time. The waterproof fabric completely prevents the penetration and absorption of liquid water, in contrast to water-repellent (or, shower-resistant) fabric, which only delays the penetration of water.
Traditionally, the fabric was made waterproof by coating it with a continuous layer of impervious flexible material. The first coating materials used were animal fat, wax and hardened vegetable oils. Nowadays synthetic polymers such as polyvinylchloride (PVC) and polyurethane are used. Coated fabrics are considered to be more uncomfortable to wear than water-repellent fabric, as they are relatively stiff and do not allow the escape of perspiration vapour. Consequently, they are now used for ‘emergency’ rainwear. Water-repellent fabric is more comfortable to wear but its water-resistant properties are short-lived.
The term ‘breathable’ implies that the fabric is actively ventilated. This is not the case. Breathable fabrics passively allow water vapour to diffuse through them yet still prevent the penetration of liquid water.1 Production of water vapour by the skin is essential for the maintenance of body temperature. The normal body core temperature is 37°C, and skin temperature is between 33 and 35°C, depending on the conditions. If the core temperature goes beyond critical limits of about 24 °C and 45°C then death results. The narrower limits of 34 °C and 42 °C can cause adverse effects such as disorientation and convulsions. If the sufferer is engaged in a hazardous pastime or occupation then this could have disastrous consequences.
During physical activity, the body provides cooling partly by producing insensible perspiration. If the water vapour cannot escape to the surrounding atmosphere the relative humidity of the microclimate inside the clothing increases causing a corresponding increased thermal conductivity of the insulating air, and the clothing becomes uncomfortable. In extreme cases hypothermia can result if the body loses heat more rapidly than it is able to produce it, for example when physical activity has stopped, causing a decrease in core temperature. If perspiration cannot evaporate and liquid sweat (sensible perspiration) is produced, the body is prevented from cooling at the same rate as heat is produced, for example during physical activity, and hyperthermia can result as the body core temperature increases.
If the body is to remain at the physiologically required temperature, clothing has to permit the passage of water vapour from perspiration at the rates under the activity conditions. The ability of a fabric to allow water vapour to penetrate is commonly known as breathability. This property should more scientifically be referred to as water vapour permeability. Although perspiration rates and water vapour permeability are usually quoted in units of grams per day and grams per square metre per day, respectively, the maximum work rate can only be endured for a very short time.
During rest, most surplus body heat is lost by conduction and radiation, whereas during physical activity, the dominant means of losing excess body heat is by evaporation of perspiration.
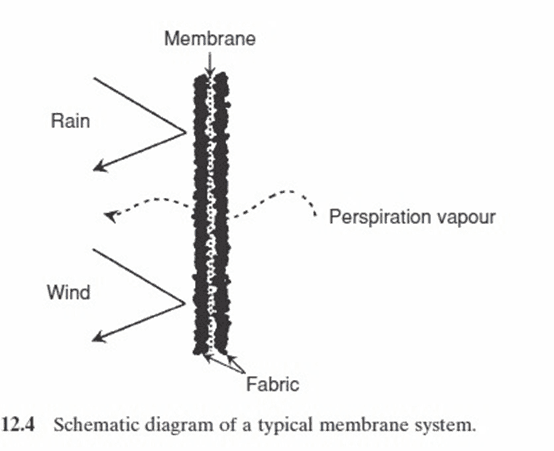
Thus, waterproof breathable fabrics prevent the penetration of liquid water from outside to inside the clothing yet permit the penetration of water vapour from inside the clothing to the outside atmosphere.
Types of waterproof breathable fabric
There are several methods that can be used to obtain fabrics that are both breathable and waterproof. These can be divided into three groups:
- Densely woven fabrics
- Membranes
Densely woven fabrics
Probably the first effective waterproof breathable fabric was developed in the 1940s for military purposes and is known as Ventile. The finest types of long-staple cotton are selected so that there are very small spaces between the fibres. The cotton is processed into combed yarn, which is then plied. This improves regularity and ensures that the fibres are as parallel as possible to the yarn axis and that there are no large pores where water can penetrate. The yarn is woven using an Oxford weave, which is a plain weave with two threads acting together in the warp. This gives minimum crimp in the weft, again ensuring that the fibres are as parallel as possible to the surface of the fabric.
When the fabric surface is wetted by water, the cotton fibres swell transversely reducing the size of the pores in the fabric and requiring very high pressure to cause penetration. The fabric is thus rendered waterproof without the need for any water-repellent finishing treatment. It was first made for military applications but the manufacturers are now producing a range of variants to widen the market appeal. The military variants use thread densities as high as 98 per cm. Fabric for other applications uses much lower thread densities, necessitating a water-repellent finish to achieve waterproof properties.
Densely woven fabric can also be made from synthetic microfilament yarns. The individual filaments are less than 10mm in diameter so that fibres with very small pores can be engineered. Microfilaments are usually made from polyamide or polyester. The latter is particularly useful as it has inherent water-repellent properties. The water penetration resistance of the fabric is improved by the application of silicone or fluorocarbon finish.
Membranes
Membranes are extremely thin films made from a polymeric material and engineered in such a way that they have a very high resistance to liquid water penetration, yet allow the passage of water vapour. A typical membrane is only about 10mm thick and, therefore, is laminated to a conventional textile fabric to provide the necessary mechanical strength. They are of two types, microporous and hydrophilic.
Microporous membranes
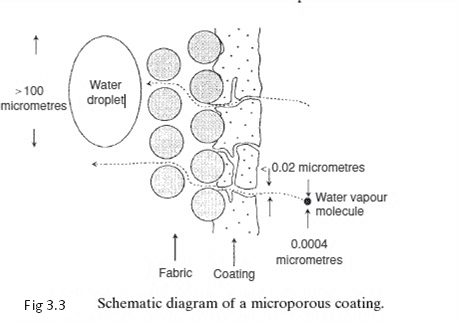
The first and probably the best known microporous membrane, developed and introduced in 1976 by W Gore, is known as Gore-Tex. This is a thin film of expanded polytetrafluoroethylene (PTFE) polymer claimed to contain 1.4 billion tiny holes per square centimetre. These holes are much smaller than the smallest raindrops (2–3mm compared with 100mm),10 yet very much larger than a water vapour molecule (40 ¥ 10-6mm).
The hydrophobic nature of the polymer and small pore size requires very high pressure to cause water penetration. Contamination of the membrane by various materials including body oils, particulate dirt, pesticide residues, insect repellents, suntan lotion, salt and residual detergent and surfactants used in cleaning have been suspected of reducing the waterproofing and permeability to water vapour of the membrane. For this reason, microporous membranes usually have a layer of hydrophilic polyurethane to reduce the effects of contamination. Figure 3.1 is a schematic diagram of a fabric incorporating a microporous membrane.
Hydrophilic membranes
Hydrophilic membranes are very thin films of chemically modified polyester or polyurethane containing no holes which, therefore, are sometimes referred to as non-poromeric. Water vapour from perspiration is able to diffuse through the membrane in relatively large quantities. The polyester or polyurethane polymer is modified by incorporating up to 40% by weight of poly(ethylene oxide). The poly(ethylene oxide) constitutes the hydrophilic part of the membrane by forming part of the amorphous regions of the polyurethane polymer system. It has a low energy affinity for water molecules which is essential for the rapid diffusion of water vapour. These amorphous regions are described as acting like intermolecular ‘pores’ allowing water vapour molecules to pass through but preventing the penetration of liquid water owing to the solid nature of the membrane

Methods of incorporation
Membranes have to be incorporated into textile products in such a way as to maximize the high-tech function without adversely affecting the classical textile properties of handle, drape and visual impression. There are four main methods of incorporating membranes into textile articles. The method employed depends on cost, required function and processing conditions:
- Laminate of membrane and outer fabric– The membrane is laminated to the underside of the outer fabric to produce a two-layer system. This method has the disadvantage of producing a rustling, paper-like handle with the reduced aesthetic appeal but has the advantage of having very effective protective properties of wind resistance and waterproofing. This method is mainly used for making protective (Fig – 3.2)
- Liner or insert processing – The membrane is laminated to a lightweight knitted material The pieces are cut to shape from this material, sewn together and the seams are rendered waterproof with special sealing tape. This structure is then loosely inserted between the outer fabric and the liner. The three materials (outer, laminate and lining) are joined together by concealed stitch seams. If high thermal insulation is required then the lightweight support for the membrane is replaced by a cotton, wool or wadding fabric. This method has the advantage of giving a soft handle and good drape. The outer fabric can also be modified to suit fashion demands.
- Laminate of membrane and lining fabric– The laminate is attached to the right side of the lining material. The functional layer is incorporated into the garment as a separate layer independent of the outer fabric. This method has the advantage that the fashion aspects can be maximized
- Laminate of outer fabric, membrane and lining– This produces a three-layer system, which gives a less attractive handle and drape than the other methods and, therefore, is not commonly used.
Coatings
These consist of a layer of polymeric material applied to one surface of the fabric. Polyurethane is used as the coating material. Like membranes, the coatings are of two types; microporous and hydrophilic. These coatings are much thicker than membranes.
Microporous coatings
Microporous coatings have a similar structure to the microporous membranes. The coating contains very fine interconnected channels, much smaller than the finest raindrop but much larger than a water vapour molecule. (Fig- 3.3)
- Wet coagulation: Polyurethane polymer is dissolved in the organic solvent dimethyl formamide to produce a solution insoluble in water. This is then coated onto the fabric. The coated fabric is passed through a conditioning chamber containing water As the organic solvent is miscible with water, it is diluted and solid polyurethane precipitates. The fabric is then washed to remove the solvent, which leaves behind pores in the coating. Finally, the coated fabric is mangled and dried. This method is not very popular as it requires high capital cost for machines and solvent recovery is expensive.
- Thermocoagulation: Polyurethane is dissolved in an organic solvent and the resulting solution is mixed with water to produce an emulsion. The emulsion ‘paste’ is coated onto one side of the fabric. The coated fabric then goes through a two-stage drying The first stage employs a low temperature to remove the organic solvent, precipitating the polyurethane. The coating is now a mixture of solid polyurethane and water. The second stage employs a higher temperature to evaporate the water leaving behind pores in the coating.
- Foam coating: A mixture of polyurethane and polyurethane/polyacrylic acid esters are dispersed in water and then foamed. The foam is stabilised with the aid of additives. The foam is then coated onto one side of the fabric. The coated fabric is dried to form a microporous coating. It is important that the foam is open cell to allow penetration of water vapour but with small enough cells to prevent liquid water penetration. The fabric is finally calendered under low pressure to compress the coating. As the foam cells are relatively large, a fluorocarbon polymer water-repellent finish is applied to improve the water-resistant
Hydrophilic coatings
Hydrophilic coatings use the same basic water vapour permeability mechanism as the hydrophilic membranes. The difference between microporous materials and hydrophilic materials is that with the former, water vapour passes through the permanent air-permeable structure whereas the latter transmit vapour by a molecular mechanism involving adsorption–diffusion and desorption. These coatings are all based on polyurethane, which has been chemically modified by incorporating polyvinyl alcohols and polyethylene oxides. These have a chemical affinity for water vapour allowing the diffusion of water vapour through the amorphous regions of the polymer. The balance between hydrophilic and hydrophobic components of the polymer system has to be optimised to give acceptable vapour permeability, flexibility, durability and insolubility in water and dry cleaning solvents. Swelling of the membrane is encouraged to assist water vapour diffusion yet it also has to be restricted to prevent dissolution or breakdown in water or in the other solvents with which the polymer is likely to come into contact. Poly(ether–urethane) coatings and membranes have excellent integrity. This can be conferred in two ways:
- by a high degree of hydrogen bonding, principally between polar groups in the hydrophobic segments of adjacent polymer chains
- by forming covalent crosslinks between adjacent polymer chains. The effective length and density of the crosslinks are variables affecting polymer swelling and thus vapour permeability
Methods of applying coatings
The conventional method of applying coatings to fabric is to use the direct application using the knife over roller technique. The fabric is passed over a roller and liquid coating is poured over it. Excess liquid is held back by a ‘doctor blade’ set close to the surface of the fabric. The thickness of the coating is determined by the size of the gap between the blade and the surface of the fabric. The coated fabric is passed through a dryer to solidify the coating. Sometimes the coating is built up in several layers by a number of applications. In order to achieve thinner coatings and, therefore, more flexible fabric and to apply a coating to warp knitted, nonwoven, open weave and elastic fabric, transfer coating is used. The liquid coating is first applied to a silicone release paper using the knife over roller technique. This is then passed through an oven to solidify the coating. A second coating is then applied and the textile fabric is immediately applied to this. The second coating, therefore, acts as an adhesive. This assembly is passed through an oven to solidify the adhesive layer. The coated fabric is stripped from the release paper, which can be reused.
Applications of Water Proof fabrics
| Leisure | Work |
| Heavy duty, foul weather clothing: Anoraks, cagoules, packs, over-trousers, hats, gloves, gaiters | Foul weather clothing: Survival suits, special military protective clothing, clean-rom garments, surgical garments, hospital drapes, mattress, and seat covers, specialised tarpaulins, packaging, wound dressing, and transport |
| Fashionable weather protection: Rainwear, skiwear, golf suits, walking boot linings, panels, and inserts, sport footwear things, panels, and inserts | Domestic and transport: non-allergic bedding, car covers, fire smoke curtains in ships, cargo wraps in aircraft |
| Tents | |
| Sleeping bag covers |
(Table 3.1) Applications of waterproof breathable fabrics
Geo Textiles
Geotextiles were one of the first textile products in human history. Excavations of ancient Egyptian sites show the use of mats made of grass and linen. Geotextiles were used in roadway construction in the days of the Pharaohs to stabilise roadways and their edges. These early geotextiles were made of natural fibres, fabrics or vegetation mixed with soil to improve road quality, particularly when roads were made on unstable soil. Only recently have geotextiles been used and evaluated for modern road construction. Geotextiles today are highly developed products that must comply with numerous standards. To produce tailor-made industrial fabrics, appropriate machinery is needed.
Geotextiles have been used very successfully in road construction for over 30 years. Their primary function is to separate the sub-base from the subgrade resulting in stronger road construction. The geotextile performs this function by providing a dense mass of fibres at the interface of the two layers.
Geotextiles have proven to be among the most versatile and cost-effective ground modification materials. Their use has expanded rapidly into nearly all areas of civil, geotechnical, environmental, coastal, and hydraulic engineering. They form the major component of the field of geosynthetics, the others being geogrids, geomembranes and geocomposites. The ASTM (1994) defines geotextiles as permeable textile materials used in contact with soil, rock, earth or any other geotechnical related material as an integral part of civil engineering project, structure, or system.
Geotextiles should fulfil certain requirements like it must permit material exchange between air and soil without which plant growth is impossible, it must be penetrable by roots etc. and it must allow rainwater to penetrate the soil from outside and also excess water to drain out of the earth without erosion of the soil. To obtain all these properties in geotextiles, the proper choice of textile fibre is of paramount importance. The different synthetic fibres used in geotextiles are nylon, polyester, polypropylene while some natural fibres like ramie, jute etc. can also be used.
Important Characteristics of Geotextiles
- Physical properties
- specific gravity
- weight
- thickness
- stiffness
- Mechanical properties:
- tenacity
- tensile strength
- bursting strength
- drapability
- compatibility
- flexibility
- tearing strength
- frictional resistance
- Hydraulic properties:
- porosity
- permeability
- permittivity
- transitivity
- turbidity /soil retention
- filtration length
- Degradation properties:
- biodegradation
- hydrolytic degradation
- photo degradation
- chemical degradation
- mechanical degradation
- other degradation occurring due to attack of rodent, termite
- Endurance properties:
- elongation
- abrasion resistance
- clogging length and flow
Selection of Fibre for Geotextiles
Different fibres from both natural as well as a synthetic category can be used as geotextiles for various applications.
Natural fibres
Natural fibres in the form of paper strips, jute nets, wood shavings or wool mulch are being used as geotextiles. In certain soil reinforcement applications, geotextiles have to serve for more than 100 years. But bio-degradable natural geotextiles are deliberately manufactured to have a relatively short period of life. They are generally used for the prevention of soil erosion until vegetation can become properly established on the ground surface.
The commonly used natural fibres are
Ramie: These are subtropical bast fibres, which are obtained from their plants 5 to 6 times a year. The fibres have a silky lustre and have a white appearance even in unbleached conditions. They constitute pure cellulose and possess the highest tenacity among all plant fibres.
Jute: This is a versatile vegetable fibre that is biodegradable and has the ability to mix with the soil and serve as a nutrient for vegetation. Their quick biodegradability becomes a weakness for their use as a geotextile. However, their life span can be extended even up to 20 years through different treatments and blendings. Thus, it is possible to manufacture designed biodegradable jute geotextile, having specific tenacity, porosity, permeability, transmissibility according to need and location specificity.
Soil, soil composition, water, water quality, water flow, landscape etc. physical situation determines the application and choice of what kind of jute geotextiles should be used. In contrast to synthetic geotextiles, though jute geotextiles are less durable they also have some advantages in certain areas to be used particularly in agro-mulching and similar areas to where quick consolidation is to take place. For erosion control and rural road considerations, soil protection from natural and seasonal degradation caused by rain, water, monsoon, wind and cold weather are very important parameters. Jute geotextiles, as a separator, reinforcing and drainage activities, along with topsoil erosion in shoulder and cracking are used quite satisfactorily.
Furthermore, after degradation of jute geotextiles, lignomass is formed, which increases the soil organic content, fertility, texture and also enhance vegetative growth with further consolidation and stability of the soil.
Synthetic Fibres
The four main synthetic polymers most widely used as the raw material for geotextiles are – polyester, polyamide, polyethylene and polypropylene. which was discovered in 1935. The next oldest of the four main polymer families relevant to geotextile manufacture is polyester, which was announced in 1941. The most recent polymer family relevant to geotextiles to be developed was polypropylene, which was discovered in 1954.
Polyamides (PA): There are two most important types of polyamides, namely Nylon 6 and Nylon 6,6 but they are used very little in geotextiles. The first one is an aliphatic polyamide obtained by the polymerization of petroleum derivative ε- caprolactam. The second type is also an aliphatic polyamide obtained by the polymerization of salt of adipic acid and hexamethylene diamine. These are manufactured in the form of threads which are cut into granules. They have more strength but fewer moduli than polypropylene and polyester They are also readily prone to hydrolysis.
Polyesters (PET): Polyester is synthesised by polymerizing ethylene glycol with dimethyle terephthalate or with terephthalic acid. The fibre has high strength modulus, creep resistance and general chemical inertness due to which it is more suitable for geotextiles. It is attacked by polar solvents like benzyl alcohol, phenol, and meta-cresol. At pH range of 7 to 10, its life span is about 50 years. It possesses high resistance to ultraviolet radiations. However, the installation should be undertaken with care to avoid unnecessary exposure to light.
Polyethylene (PE): Polyethylene can be produced in a highly crystalline form, which is an extremely important characteristic in fibre-forming polymer. Three main groups of polyethylene are – Low density polyethylene (LDPE, density 9.2- 9.3 g/cc), Linear low-density polyethylene (LLDPE, density 9.20-9.45 g/cc) and High density polyethylene (HDPE, density 9.40-9.6 g/cc).
Polypropylene (PP): Polypropylene is a crystalline thermoplastic produced by polymerizing propylene monomers in the presence of stereo-specific Zeigler- Natta catalytic system. Homo polymers and copolymers are two types of polypropylene. Homo polymers are used for fibre and yarn applications whereas co-polymers are used for varied industrial applications. Propylene is mainly available in granular form. Both polyethylene and polypropylene fibres are crept prone due to their low glass transition temperature. These polymers are purely hydrocarbons and are chemically inert. They swell by organic solvent and have excellent resistance to diesel and lubricating oils. Soil burial studies have shown that except for the low molecular weight component present, neither HDPE nor polyethylene is attacked by micro-organisms.
Polyvinyl chloride (PVC): Polyvinyl chloride is mainly used in geomembranes and as a thermoplastic coating material. The basic raw material utilized for the production of PVC is vinyl chloride. PVC is available in free-flowing powder form.
Types Of Geotextiles
Geotextiles are permeable synthetic materials made of textile materials. They are usually made from polymers such as polyester or polypropylene. The geotextiles are further prepared in three different categories – woven fabrics, non-woven fabrics and knitted fabrics.
Woven fabrics: Large numbers of geosynthetics are of woven type, which can be sub-divided into several categories based upon their method of manufacture. These were the first to be developed from synthetic fibres. As their name implies, they are manufactured by adopting techniques that are similar to weaving usual clothing textiles. This type has the characteristic appearance of two sets of parallel threads or yarns –.the yarn running along the length is called the warp and the one perpendicular is called the weft. The majority of low to medium strength weaved geosynthetics are manufactured from polypropylene which can be in the form of extruded tape, silt film, monofilament or multifilament. Often a combination of yarn types is used in the warp and weft directions to optimize the performance/cost. Higher permeability is obtained with monofilament and multifilament than with flat construction only.
Non-woven: Non-woven geosynthetics can be manufactured from either short-staple fibre or continuous filament yarn. The fibres can be bonded together by adopting thermal, chemical or mechanical techniques or a combination of techniques. The type of fibre (staple or continuous) used has very little effect on the properties of the non–woven geosynthetics. Non-woven geotextiles are manufactured through a process of mechanical interlocking or chemical or thermal bonding of fibres/filaments. Thermally bonded non-wovens contain a wide range of opening sizes and a typical thickness of about 0.5-1 mm while chemically bonded non-wovens are comparatively thick usually in the order of 3 mm. On the other hand, mechanically bonded non-wovens have a typical thickness in the range of 2-5 mm and also tend to be comparatively heavy because a large quantity of polymer filament is required to provide a sufficient number of entangled filament cross wires for adequate bonding.
Knitted fabrics: Knitted geosynthetics are manufactured using another process that is adopted from the clothing textiles industry, namely that of knitting. In this process of interlocking, a series of loops of yarn together is made. An example of a knitted fabric is illustrated in the figure. Only a very few knitted types are produced. All of the knitted geosynthetics are formed by using the knitting technique in conjunction with some other method of geosynthetics manufacture, such as weaving. Apart from these three main types of geotextiles, other geosynthetics used are geonets, geogrids, geo-cells, geomembranes, geocomposites, etc. each having its own distinct features and used for special applications.
Functions Of Geotextiles
Every textile product applied under the soil is a geotextile. The products are used for the reinforcement of streets, embankments, ponds, pipelines, and similar applications (Figure 3.5). Depending on the required function, they are used in open-mesh versions, such as a woven or, rarely, warp-knitted structure, or with a closed fabric surface, such as a non-woven. The mode of operation of a geotextile in any application is defined by six discrete functions: separation, filtration, drainage, reinforcement, sealing and protection. Depending on the application the geotextile performs one or more of these functions simultaneously.

The principal functions performed by geotextiles are given below.
- Confinement/ Separation: Confinement provides a media between the aggregate and the subsoil which absorbs the load in the form of tension and prevents change in the alignment of the Geotextile economically helps the separation concept of keeping two dissimilar apart to maximize the physical attributes of each of those materials. ( Fig 3.6)
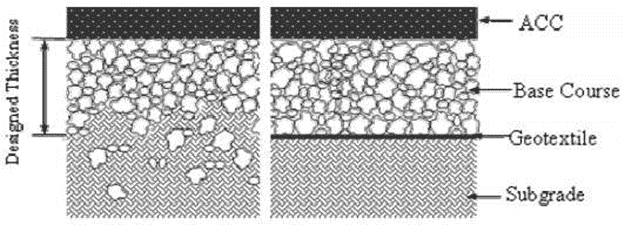
Fig-3.6 Concept of Separation function - Reinforcement: The purpose of geo-textiles in the reinforcement function is to reinforce the weak subgrade or subsoil. It helps to strengthen the soil surface and to increase the soils ability to stay put especially on the slopes. This function is important in wall embankments, foundations and slops. There is no problem of corrosion and there is minimum excavation behind the face of the wall when geo-textiles fabrics are laid.
- Filtration: The purpose of geo-textiles with reference to drainage and filtration is simply to retain soil while allowing the passage of water. When geotextiles are used as drains, the water flow is within the plane of the geotextile itself i.e., they have lateral permeability. Adequate dimensional stability becomes an important factor to retain their
- Drainage: Use of Geo-textiles in drainage has outstanding advantages. They eliminate the filter sand with the dual media backfill. In some cases, they eliminate the need for perforated They are used as a chimney drain or a drainage gallery in an earth dam as a drain behind a wall or beneath railroad ballast, athletic fields and for salt migration in arid areas.
- Protection: Geotextiles are used with geo-membranes to provide long term protection of geo-membranes used for applications such as landfill and waste containment from puncture or training by sharp stone or stress. Typical application areas are highway tunnels, landfills, water and sewage tunnels, railroads and subway tunnels and reservoirs
Medical Textiles
An important and growing part of the textile industry is the medical and related healthcare and hygiene sector. The extent of the growth is due to constant improvements and innovations in both textile technology and medical procedures. Combination of textile technology and medical sciences has resulted into a new field called medical textiles. New areas of application for medical textiles have been identified with the development of new fibers and manufacturing technologies for yarns and fabrics.
Textile materials and products that have been engineered to meet particular needs, are suitable for any medical and surgical application where a combination of strength, flexibility, and sometimes moisture and air permeability are required. Materials used include monofilament and multifilament yarns, woven, knitted, and nonwoven fabrics, and composite structures. The number of applications are huge and diverse, ranging from a single thread suture to the complex composite structures for bone replacement, and from the simple cleaning wipe to advanced barrier fabrics used in operating rooms.
Although textile materials have been widely adopted in medical and surgical applications for many years, new uses are still being found. Research utilising new and existing fibres and fabric-forming techniques has led to the advancement of medical and surgical textiles. At the forefront of these developments are the fibre manufacturers who produce a variety of fibres whose properties govern the product and the ultimate application, whether the requirement is absorbency, tenacity flexibility, softness, or biodegradability.
Development in the field of textiles, either natural or manmade textiles, normally aimed at how they enhance the comfort to the users.
Fibres used
Commodity fibres
Fibres used in medicine and surgery may be classified depending on whether the materials from which they are made are natural or synthetic, biodegradable or nonbiodegradable. All fibres used in medical applications must be non-toxic, nonallergenic non-carcinogenic, and be able to be sterilised without imparting any change in the physical or chemical characteristics. Commonly used natural fibres are cotton and silk but also included are the regenerated cellulosic fibres (viscose rayon); these are widely used in nonimplantable materials and healthcare/hygiene products.
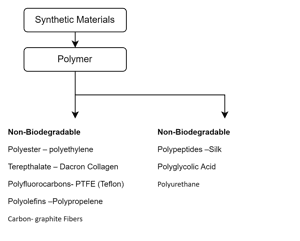
A wide variety of products and specific applications utilise the unique characteristics that synthetic fibres exhibit. Commonly used synthetic materials include polyester, polyamide, polytetrafluoroethylene (PTFE), polypropylene, carbon, glass, and so on. The second classification relates to the extent of fibre biodegradability. Biodegradable fibres are those which are absorbed by the body within 2–3 months after implantation and include cotton, viscose rayon, polyamide, polyurethane, collagen, and alginate. Fibres that are slowly absorbed within the body and take more than 6 months to degrade are considered non biodegradable and include polyester (e.g. Dacron), polypropylene, PTFE and carbon.
Speciality fibres
A variety of natural polymers such as collagen, alginate, chitin, chitosan, and so on, have been found to be essential materials for modern wound dressings. Collagen, which is obtained from bovine skin, is a protein available either in fibre or hydrogel (gelatin) form. Collagen fibres, used as sutures, are as strong as silk and are biodegradable. The transparent hydrogel that is formed when collagen is crosslinked in 5–10% aqueous solution, has a high oxygen permeability and can be processed into soft contact lenses. Calcium alginate fibres are produced from seaweed of the type Laminariae.
The fibres possess healing properties, which have proved to be effective in the treatment of a wide variety of wounds, and dressings. comprising calcium alginate are non-toxic, biodegradable and haemostatic. Chitin, a polysaccharide that is obtained from crab and shrimp shells, has excellent antithrombogenic characteristics, and can be absorbed by the body and promote healing. Chitin nonwoven fabrics used as artificial skin adhere to the body stimulating new skin formation which accelerates the healing rate and reduces pain.Treatment of chitin with alkali yields chitosan that can be spun into filaments of similar strength to viscose rayon. Chitosan is now being developed for slow drug-release membranes. Other fibres that have been developed include polycaprolactone (PCL) and polypropiolactone (PPL), which can be mixed with cellulosic fibres to produce highly flexible and inexpensive biodegradable nonwovens. Melt spun fibres made from lactic acid have similar strength and heat properties as nylon and are also biodegradable. Microbiocidal compositions that inhibit the growth of microorganisms can be applied on to natural fibres as coatings or incorporated directly into artificial fibres.
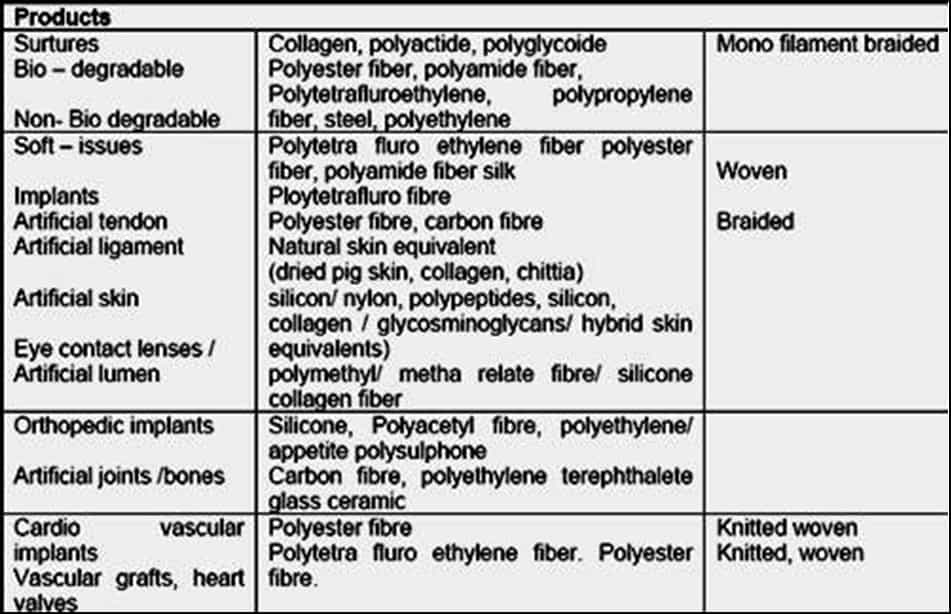
Materials Used For Medical Textiles
The textile materials especially for medical purpose can be termed as Bio materials. It can be defined as materials that are used in contact with tissue, blood, cells, protein and living substance. Bio materials include metals, ceramics, polymers, natural fibers. The following chart gives an overall idea of textile materials used for medical applications.
Characteristics of materials for medical use
The major requirements for biomedical polymers
- Non toxicity
- Nonallergenic response
- The ability to be sterilized
- Mechanical properties
- Strength
- Elasticity
- Durability
- Biocompatibility
As biomedical materials may be contaminated with bacteria, sterilization is important for biomedical polymers. The sterilization technique can be physical or chemical.
Textile Materials used in Medical applications
Textile Materials in the form of Fiber, yarn, Woven cloth, Knitted fabrics, Non wovens and composites are used in medical field according to their end uses. Hollow fibers are the latest developments in textile field for medical use.

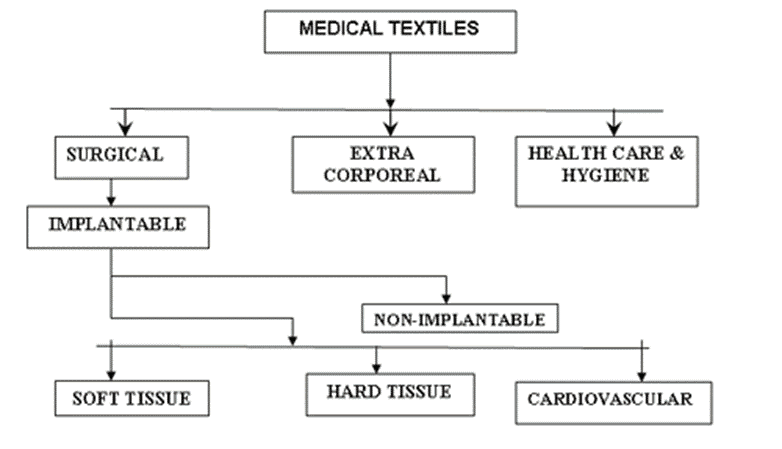
Classification Of Medical Textiles
These are the textile products for medical applications include materials as fibres, yarns, woven, knitted, nonwoven, PTFE felts and mesh etc.
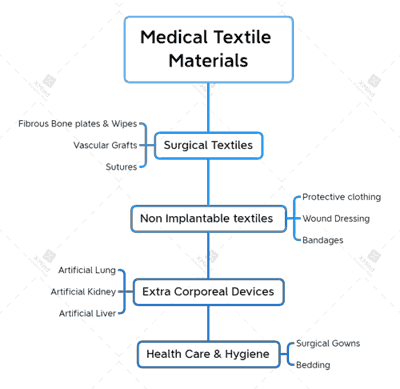
Depending upon the usage, they are classified as
- Healthcare and Hygiene products
- Extracorporeal devices
- Implantable materials
- Non-implantable materials
Medical textiles can be classified as follows:
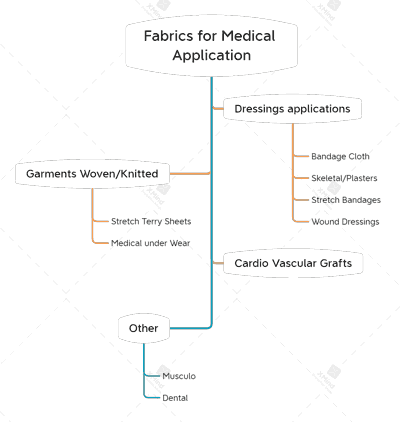
End-uses of Medical Textiles
The textile products according to the end uses in medical field may be classified in a broad manner as follows:
The Use of cloth in medical application is known since ages and the development of various man made fibers changed the scenario of application for medical purposes in various ways.
Fibres used for medical and healthcare application
Textiles materials that are used in medical applications include fibres, yarns, fabrics and composites. Depending upon the application, the major requirements of medical textiles are absorbency, tenacity, flexibility, softness and at times biostability or biodegradability. Fibres used in medical field may vary from natural fibre such as cotton, silk, regenerated wood fluff (absorbent layer), to, manmade fibres like polyester, polyamide, polyethylene, glass etc.(Table 4.1)
| Sr No. | Fibre | Application in medical field |
| 1 | Cotton | Surgical clothing gowns, Beddings, Sheets, Pillow cover, Uniforms, Surgical hosiery |
| 2 | Viscose | Caps, Masks, Wipes |
| 3 | Polyester | Gowns, Masks, Surgical cover drapes, Blankets, Coverstock |
| 4 | Polyamide | Surgical hosiery |
| 5 | Polypropylene | Protective clothing |
| 6 | Polyethylene | Surgical covers, Drapes |
| 7 | Glass | Caps mask |
| 8 | Elastomeric | Surgical hosiery |
Table 4.1 The various applications of different fibre in medical field
Non-implantable materials used in Medical Textiles
These materials are used for external applications on the body and may or may not make contact with skin. They are made from a copolymer of two amino acids. They are employed as covering, absorbent, protective and supports for injured or diseased parts Table 4.2 illustrates the range of textile materials employed within this category, the fibres used, and the principal method of manufacture
Wound care
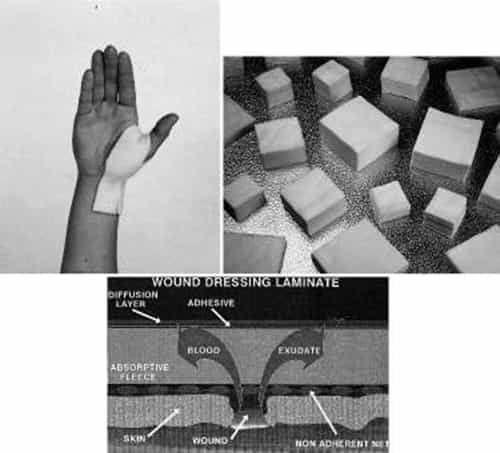
A number of wound dressing types are available for a variety of medical and surgical applications (Fig. 4.2). The functions of these materials are to provide protection against infection, absorb blood and exudate, promote healing and, in some instances, apply medication to the wound. Common wound dressings are composite materials consisting of an absorbent layer held between a wound contact layer and a flexible base material. The absorbent pad absorbs blood or liquids and provides a cushioning effect to protect the wound. The wound contact layer should prevent adherence of the dressing to the wound and be easily removed without disturbing new tissue growth. The base materials are normally coated with an acrylic adhesive to provide the means by which the dressing is applied to the wound.
Developments in coating technology have led to pressure-sensitive adhesive coatings that contribute to wound dressing performance by becoming tacky at room temperature but remain dry and solvent-free. The use of collagen, alginate and chitin fibres has proved successful in many medical and surgical applications because they contribute significantly to the healing process. When alginate fibres are used for wound contact layers the interaction between the alginate and the exuding wound creates a sodium calcium alginate gel. The gel is hydrophilic, permeable to oxygen, impermeable to bacteria, and contributes to the formation of new tissue. Other textile materials used for wound dressing applications include gauze, lint, and wadding.
Gauze is an open weave, absorbent fabric that when coated with paraffin wax is used for the treatment of burns and scalds. In surgical applications gauze serves as an absorbent material when used in pad form (swabs); yarns containing barium sulphate are incorporated so that the swab is X-ray detectable. Lint is a plain weave cotton fabric that is used as a protective dressing for first-aid and mild burn applications. Wadding is a highly absorbent material that is covered with a nonwoven fabric to prevent wound adhesion or fibre loss. It can be used as it is for absorbency or coated with paraffin wax for the treatment of burns and scalds. Gauze with paraffin coating is easier to be removed from the wound after use.
Types of Wound Care
- PRIMARY WOUND DRESSINGS: Placed next to the wound surface. Nonwoven with a binder content of 60% and made from cellulose fabrics are being used.
- ABSORBENT: Similar to wound pads used in surgery. Manufactured from well-bleached, carded and cleaned cotton fabrics
- BANDAGES: These are narrow cotton or linen, plain weave cloth of low texture, either woven or knitted. Ex: Plaster of Paris Bandage, orthopaedic bandage, crepe Bandage.
- PROTECTIVE EYE PAD: Scientifically shaped 2 ¾” x2 ¾ x to lit over the eye used in the outpatient clinic and industrial medical department.
- ADHESIVE TAPES: It is narrow, plain weave fabric having a coating of adhesive paste. It is used with other pads to conform them to the injury.
Bandages
Bandages are designed to perform a whole variety of specific functions depending upon the final medical requirement. They can be woven, knitted, or nonwoven and are either elastic or non-elastic. The most common application for bandages is to hold dressings in place over wounds. Such bandages include lightweight knitted or simple open weave fabrics made from cotton or viscose that are cut into strips then scoured, bleached, and sterilised. Elasticated yarns are incorporated into the fabric structure to impart support and conforming characteristics.
Knitted bandages can be produced in tabular form in varying diameters on either warp or weft knitting machines. Woven light support bandages are used in the management of sprains or strains and the elasticated properties are obtained by weaving cotton crepe yarns that have a high twist content. Compression bandages are used for the treatment and prevention of deep vein thrombosis, leg ulceration, and varicose veins and are designed to exert a required amount of compression on the leg when applied at a constant tension. Compression bandages are classified by the amount of compression they can exert at the ankle and include extra-high, high, moderate, and light compression and can be either woven and contain cotton and elastomeric yarns or warp and weft knitted in both tubular or fully fashioned forms.(Fig 4.3)
Orthopaedic cushion bandages are used under plaster casts and compression bandages to provide padding and prevent discomfort. Nonwoven orthopaedic cushion bandages may be produced from either polyurethane foams, polyester, or polypropylene fibres and contain blends of natural or other synthetic fibres. Nonwoven bandages are lightly needle-punched to maintain bulk and loft.


Fig 4.3 Different types of bandages and their application.
(a) Elasticated flat bandage, (b) tubular finger bandages, (c) tubular elasticated net garment, (d) tubular support bandages,(e) and (f) orthopaedic casting bandage, (g) pressure gloves, (h) pressure garment, (i) hip spica, (j) lumbar/abdominal support, (k) anti-embolism stockings.
Products Used for Medical-Surgical Dressings
Wound care products
A wound dressing is used for many purposes including protection against infection, absorption and exudation of blood and excess fluids, healing and application of medication ideally a wound dressing should be soft pliable pad the wound to protect it from further injury, be easily applied and removed, be sterile lint-free and non – toxic. The wound dressing should not adhere to the wound allowing easy removal without disturbing new tissue growth. An absorbent cotton swab placed at the wound and tied with gauze forms the oldest form of the wound dressing. However, this traditional method of wound covering is found to stick to the wound and does not provide a moist microclimate to the wound conducive to its faster healing.
The modern wound dressing is usually made of three layers
- Wound contact layer: It should not stick to the wound or cause maceration of the skin if the dressing is not changed. It can be woven, knitted or non-woven made from silk, viscose, polyamide or
- Middle absorbing layer: If has to absorb blood or liquids while providing a cushioning effect to protect the wound. It is generally non-woven composed of cotton or
- Base Material: It provides a means by which the dressing is applied. The material is coated with acrylic adhesive to hold the dressing in place, eliminating the need for a bandage.
Because sterilization is a major concern for surgical dressings, nonwovens are considered. Nonwovens can be smooth and lint-free for the most part. This allows a lesser chance for debris to be left at the wound. Nonwoven can be made softer and more absorbent by latex or thermal calendaring. For the post-operative dressing, sophisticated nonwoven structures such as perforated films on absorbent base, polymers/nonwoven welded laminate and metalised nonwoven are used.
Polypropylene is promoted as the most unwettable fibre, but it can also be quite wettable if converted to a fibrous web by melt blowing. In melt blowing a stream of molten polymer is subjected to blasts of air which form tiny fibrils that fall randomly as a web. This gives polypropylene a role of absorbable dressing’s material. Traditionally polypropylene is used in wound dressings in fibre or fabric form, coupled with absorbent material. Polysaccharide based dressings have increasingly become a viable alternative to biologically incompatible and often problematic cotton and viscose gauzes used for wound dressings.
Abundantly available alginates and their relative ease of solubility, in particular, have been instrumental in developing these fibres and their applications as vehicles for drug delivery. The other polysaccharide is Branan ferulate which is gel spun. It is extracted from corn bran and has water-soluble properties. This polysaccharide can infiltrate the biological activities in the body and hence accelerate wound healing.
Types of Bandages
Bandages are designed to perform a whole variety of specific functions depending upon the final medical requirement. They can be woven, knitted, non – woven or composite in structure. They can be classified into various classes depending upon the function they serve as.
- Simple bandages – These are fixation bandages that can be elastic or inelastic in nature. Adhesive bandages, cohesive bandages and tubular bandages belong to this class. A simple non–elastic bandage is required to the dressing in the proper place over the wound. One such bandage is simple, open weave cotton or viscose fabric cut into strips that have been scoured, bleached and sterilized. The problems of fraying in the plain-woven bandage are overcome by the use of non-fraying cotton leno The structure of the bandage is more stable with crossing warp threads in the leno woven structures. These can be further coated with paraffin to prevent sticking
- Light support bandages – Woven light support bandages are used for sprains or strains. Elastic crepe bandages are used for sprained wrist or ankle support. The elasticated properties of these bandages are obtained by weaving cotton crepe yarns that have twist content. Similar properties can also be achieved by a combination of two warp sets with normal and high tension. Stretch and recovery properties of these bandages apply sufficient tension to support the sprained
- Compression bandages – Compression bandages are used to exert a certain compression for the treatment and prevention of deep vein thrombosis, leg ulceration and varicose Depending upon the compression they provide, compression bandages are classified as light, moderate, high and extra–high compression bandages. They can be woven, warp or weft knitted from cotton and elastomeric yarns.
- Orthopaedic bandages – These bandages are used under plaster casts and compression bandages to provide padding and prevent discomfort. Non–woven orthopaedic cushion bandages are made from polyester or polypropylene and blends of natural and synthetic fibres. Polyurethane foam can also be used. Light needle punching gives bulk and left to the structure for greater cushioning
Two main types of fabrics are currently used for making pressure garments.
- Firm elastic fabric containing elastane yarns is used for making pressure This fabric is usually warp-knitted. Tubigrip is a circular weft knitted cotton fabric with rubber yarn laid–in, tubular lengths of different diameters. Since these garments are to be continuously worn, the seams should be strong enough to resist strong transverse forces. Also, the seam should have high extensibility and recovery to allow for body movement. In the various suitable fabric structures and garment constructions, the following have been established:
- Fabrics with a low coefficient of friction are more comfortable than those with a high coefficient of friction and are less likely to cause maceration. Hence, Powernet, sleekit fabrics are found to be more suitable as compared to weft or warp knit fabrics. However, the deviation in the coefficient of friction was found to be quite high for almost all fabrics. The face side of all fabrics was rougher than the reverse Hence an optimum construction is to be arrived at for comfort and recovery of the patient.
Gauze
Gauze and paraffin coated gauzes are the most commonly used dressing. Most gauze is made up of cotton in the form of a loose plain weave. The typical yarn density per inch is 12 – 19 for warp and 8 –15 for the weft. 44sNe warp and 54sNe carded weft yarn is generally used. Gauze is mostly used as a direct dressing for wounds or may be used in internal pads and general swabbing applications. The burns and skin grafts have their dressings changed frequently and the difficulty with this gauze is that its fibres stick to the wound. The removal is not only painful but also destroys the regenerating tissues. This leads to delay in the healing process and also leaves scars behind. The problems associated with the traditional woven cotton gauze are as below:
- A possibility of loose fibres getting caught in the wound
- A large adherence surface
- Irritation or mechanical injuring of the wound when the dressing is
- Prolonged time of wound healing
- Paraffin–coated gauze is usually multi-layered, is a little easier to remove, but it does not rapidly absorb the wound liquids. Also, this being a petroleum-based coating can liquefy at body temperature and introduced foreign matter into the wound. It is used to treat burns and
Plasters
Plasters are made up of three layers
- Plaster fabrics
- Adhesive and
- Wound pad. A simple plaster cast consists of gauze impregnated with plaster of Paris. The modern plaster fabric is made from spun bonded nonwovens of cotton, viscose, polyester or glass fibre. The adhesive used for plaster fabric is acrylic that doesn’t stick to the skin. The cushioning wound pad is made from knitted viscose fabric impregnated with an antiseptic. The highly absorbent wound pad helps in the rapid absorption of secretion from the wound.
Others Dressings
The other surgical dressings include wadding and lint. Wad – ding is an absorbent material to prevent adhesion to wound or fibre loss, it is covered with a non–woven fabric. Lint is a plain weave cotton fabric that is frequently used in the treatment of mild burns.
Extracorporeal devices
Extracorporeal devices are mechanical organs that are used for blood purification and include the artificial kidney (dialyser), the artificial liver, and the mechanical lung. The function and performance of these devices benefit from fibre and textile technology. The function of the artificial kidney is achieved by circulating the blood through a membrane, which may be either a flat sheet or a bundle of hollow regenerated cellulose fibres in the form of cellophane that retain the unwanted waste materials Multilayer filters composed of numerous layers of needle-punched fabrics with varying densities may also be used and are designed rapidly and efficiently to remove the waste materials.
The artificial liver utilizes hollow fibres or membranes similar to those used for the artificial kidney to perform its function. The microporous membranes of the mechanical lung possess high permeability to gases but low permeability to liquids and function in the same manner as the natural lung allowing oxygen to come into contact with the patient’s blood.
Extra Corporeal Devices
Extra corporal devices are mechanical organs that are used for blood purification and include the artificial kidney, the artificial liver and the mechanical lung.
Artificial Kidney
- A tiny instrument, about the size of a two-cell
- Made with hollow hair sized cellulose fibres or hollow polyester fibre slightly latest than capillary
- The fabric which is used to remove waste products from patient’s
As the blood flows through the kidney it is cleaned by passing through thousands of tiny filters. The waste materials go through the ureter and are stored in the bladder as urine. Dialysis machine hollow viscose or hollow polyester fibre, to stimulate functions of the real kidney to remove the waste products from the patient’s blood (Fig 4.4 Artificial Kidney).
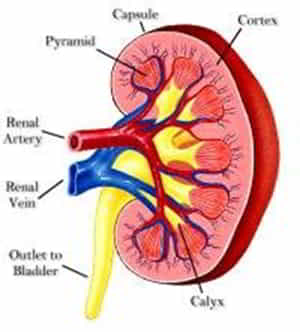
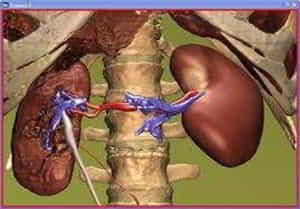
Fig 4.4 Artificial Kidney
Artificial Liver
Made with hollow viscose to separate and dispose of patients plasma and supply fresh (Fig 4.5 Artificial Liver)
One of the liver’s most important functions is to break down food and convert it into energy. When energy is required in an emergency the liver rapidly converts its store of glycogen back into glucose ready for the body to use. The liver also helps the body to get rid of waste products. Waste products that are not excreted by the kidneys are removed from the blood by the liver. Artificial livers are made from hollow viscose, to filter patients’ blood and to help remove the waste products.
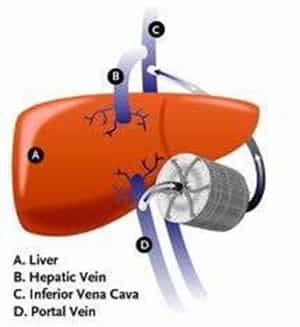
Fig 4.5 Artificial Liver
Artificial Heart
- An 8 – ounce plastic pump lined with dacom velour to reduce damage to blood is a chambered apparatus about the size of a human ( Fig 4.6 Artificial Heart).
- Silastic backing makes the fabric imperious to emerging gas is not desirable in the blood
Fig 4.6 Artificial Heart
Mechanical Lung
- Made with hollow polypropylene fibre or a hollow silicone membrane
- Used to remove carbon-di-oxide from patient’s blood and supply fresh oxygen
The human respiratory system carries oxygen to the lungs, where it enters the bloodstream to travel throughout the body. This system also carries the “used” air, which is mostly carbon dioxide, back to the lungs so that it can be breathed out. Hollow polypropylene fibre and hollow silicon membrane are used to make mechanical lungs. The functions the mechanical lung performs are to remove carbon dioxide from the patients’ blood and to supply fresh oxygen. (Fig 4.7 Mechanical Lung).
Fig 4.7 Mechanical Lung
Function of devices
| Product application | Fibre type | Function |
| Artificial kidney patients | Hollow viscose, hollow Polyester | Remove waste products from the blood |
| Artificial live plasma patient | Hollow viscose | Separate and dispose of patients and supply fresh plasma |
| Mechanical lung patients | Hollow polypropylene, hollow silicone, silicone membrane | Remove carbon dioxide from the blood and supply fresh blood |
Table 4.3 illustrates the function of each device and the materials used in their manufacture
Implantable Medical Textile Materials
These materials are used in effecting repair to the body whether it be wound closure (sutures) or replacement surgery (vascular grafts, artificial ligaments, etc.). Table 4.4 illustrates the range of specific products employed within this category with the type of materials and methods of manufacture. Biocompatibility is of prime importance if the textile material is to be accepted by the body and four key factors will determine how the body reacts to the implant. These are as follows:
The most important factor is porosity which determines the rate at which human tissue will grow and encapsulate the implant.
- Small circular fibres are better encapsulated with human tissue than larger fibres with irregular cross-sections.
- Toxic substances must not be released by the fibre polymer, and the fibres should be free from surface contaminants such as lubricants and sizing
- The properties of the polymer will influence the success of the implantation in terms of its Polyamide is the most reactive material losing its overall strength after only two years as a result of biodegradation. PTFE is the least reactive with polypropylene and polyester in between.
Table 4.4 Implantable Materials
Sutures
Sutures for wound closure are either monofilament or multifilament threads that are categorised as either biodegradable or nonbiodegradable. Biodegradable sutures are used mainly for internal wound closures and nonbiodegradable sutures are used to close exposed wounds and are removed when the wound is sufficiently healed.
Soft-tissue implants
The strength and flexibility characteristics of textile materials make them particularly suitable for soft-tissue implants.A number of surgical applications utilise these characteristics for the replacement of tendons, ligaments, and cartilage in both reconstructive and corrective surgery. Artificial tendons are woven or braided porous meshes or tapes surrounded by a silicone sheath. During implantation the natural tendon can be looped through the artificial tendon and then sutured to itself in order to connect the muscle to the bone. Textile materials used to replace damaged knee ligaments (anterior cruciate ligaments) should not only possess biocompatibility properties but must also have the physical characteristics needed for such a demanding application. There are two types of cartilage found within the body, each performing different tasks. Hyaline cartilage is hard and dense and found where rigidity is needed, in contrast, elastic cartilage is more flexible and provides protective cushioning.
Orthopaedic implants
Orthopaedic implants are those materials that are used for hard tissue applications to replace bones and joints. Also included in this category are fixation plates that are implanted to stabilise fractured bones. Fibre-reinforced composite materials may be designed with the required high structural strength and biocompatibility properties needed for these applications and are now replacing metal implants for artificial joints and bones. To promote tissue ingrowth around the implant a nonwoven mat made from graphite and PTFE (e.g. Teflon) is used, which acts as an interface between the implant and the adjacent hard and soft tissue.
Cardiovascular implants
Vascular grafts are used in surgery to replace damaged thick arteries or veins 6mm, 8mm, or 1 cm in diameter. Commercially available vascular grafts are produced from polyester (e.g. Dacron) or PTFE (e.g. Teflon) with either woven or knitted structures . Straight or branched grafts are possible by using either weft or warp knitting technology. Polyester vascular grafts can be heat set into a crimped configuration that improves the handling characteristics.
During implantation the surgeon can bend and adjust the length of the graft, which, owing to the crimp, allows the graft to retain its circular cross-section. Knitted vascular grafts have a porous structure which allows the graft to become encapsulated with new tissue but the porosity can be disadvantageous since blood leakage (haemorrhage) can occur through the interstices directly after implantation. This effect can be reduced by using woven grafts but the lower porosity of these grafts hinders tissue in growth; in addition, woven grafts are also generally stiffer than the knitted equivalents.
The first artificial vascular graft was produced from polyamide fibre in 1956. Polytetraflouroethylene (PTFE) fibre soon replaced polyamide and then polyester fibre was introduced. The implants are made from variety of synthetic materials. The main fibres include polyester, PTFE. Polypropylene, polyacrylonitrile. However polyester and PTFE are most common vascular prosthesis currently available.
The major requirements of a good vascular graft include
- Non-fraying
- Flexibility
- Durability
- Biocompatibility
- Stability to sterilization
- Resistance to bacteria/viruses
Knitted polyester vascular prosthesis has become the standard vascular graft for replacement of arterial vessels of 6mm and greater. However while this has many features required by a surgeon, such as ease of handling, saturability, and conformability, it has one major disadvantage; it is not blood-tight. The knitted structure, by its nature, is porous, which is what is required for rapid incorporation by tissue in growth from the host. At the time of surgery the surgeon has to percolate the graftusingsome of the patients own blood, which is taken before heparinisation- a time consuming process which can be difficult to carry out satisfactorily. This prevents its use when patients are heparinised such as cardiopulmonary bypass and in emergency aneurismal surgery when percolating is not possible.
Hernia repair
Meshes find use in hernia repair and abdominal wall replacement, where mechanical strength and fixation are very important. Fibres can be woven or knitted into a mesh with each side designed with a specific porosity and texture to optimize its long term function. Polypropylene mesh is an example of fabrics used in hernia repair. Polypropylene is resistant to infection and is anti allergenic. Gore-Tex soft issue patch, which is used in hernia repair, is made of expanded PTFE.
Hard tissue implants
Hard tissue compatible materials must have excellent mechanical properties compatible to hard tissue. Typical characteristics of polymers related to hard tissue replacements are good processability, chemical stability and bio compatibility. Applications include artificial bone, bone cement and artificial joints. Orthopedic implants are used to replace bones and joints, and fixation plates are used to stabilize fractured bones. Textile structural composites are replacing metal implants for this purpose. A non-woven fibrous mat made of graphite and Teflon is used around the implant to promote tissue growth.
Nerve guidance channel
A developing area of research is the development of nerve guidance channels that are used to bridge the damaged nerve endings and facilitate the passage of molecules secreted by the nerve and bar fibrous tissue from infiltrating the area thus preventing repair. An innovation is the use of electrically conducting polymers such as polypyrole to promote nerve regeneration by allowing a locally applied electrical stimulus. It is a blossoming field of textile research, since the nerve guidance channel may be a single continuous hollow tube, or it may be a hollow tube comprised of fibres.
Biomaterials in ophthalmology
Natural and synthetic hydro gels physically resemble the eye tissue and hence have been used in ophthalmology as soft corneal lenses. Soft contact lenses are made of transparent hydro gel with high oxygen permeability. Hard contact lenses are made of poly (methyl methacrylate) and cellulose acetate butyrate. Flexible contact lenses are made from silicone rubber into a mesh with each side designed with a specific porosity and texture to optimize its long term function. Polypropylene mesh is an example of fabrics used in hernia repair. Polypropylene is resistant to infection and is anti allergenic. Gore-Tex soft issue patch, which is used in hernia repair, is made of expanded PTFE.
Hard tissue implants
Hard tissue compatible materials must have excellent mechanical properties compatible to hard tissue. Typical characteristics of polymers related to hard tissue replacements are good processability, chemical stability and bio compatibility. Applications include artificial bone, bone cement and artificial joints. Orthopedic implants are used to replace bones and joints, and fixation plates are used to stabilize fractured bones. Textile structural composites are replacing metal implants for this purpose. A non-woven fibrous mat made of graphite and Teflon is used around the implant to promote tissue growth.
Nerve guidance channel
A developing area of research is the development of nerve guidance channels that are used to bridge the damaged nerve endings and facilitate the passage of molecules secreted by the nerve and bar fibrous tissue from infiltrating the area thus preventing repair. An innovation is the use of electrically conducting polymers such as polypyrole to promote nerve regeneration by allowing a locally applied electrical stimulus. It is a blossoming field of textile research, since the nerve guidance channel may be a single continuous hollow tube, or it may be a hollow tube comprised of fibres.
Biomaterials in ophthalmology
Natural and synthetic hydro gels physically resemble the eye tissue and hence have been used in ophthalmology as soft corneal lenses. Soft contact lenses are made of transparent hydro gel with high oxygen permeability. Hard contact lenses are made of poly (methyl methacrylate) and cellulose acetate butyrate. Flexible contact lenses are made from silicone rubber.
Dental biomaterials
Major requirements of dental polymers include translucence or transparency, stability, good resilience and abrasion resistance, insolubility in oral fluids, non-toxicity, relatively high softening point and easy fabrication and repair. The most widely used polymer for dental use is poly (methyl methacrylate) (PMMA) and its derivatives. Other materials for denture base polymers are polysulfone and polyether polysulfone.
Tissue engineering
Tissue engineering is one of the fastest growing research fields in modern medicine. Tissue engineering unites cell and molecular biologists, clinicians and surgeons, bioreactors and biomaterial specialists. The spectrum ranges from the multiplication of simple skin cells for burnt victims to the regeneration of entire tissues and organs from the patient’s own cells. Tissue engineering is the replacement of damaged tissues or organs with biologically based systems. Tissue engineering seeks to create functional substitutes for damaged tissues by combining engineering principles with those of life sciences.
A small number of healthy cells are taken from a patient and allowed to multiply in the laboratory culture. These are then combined with an absorbable polymer that may be shaped to mirror the target organ or tissue. This may be fabricated in a number of ways including a three dimensional arrangement of fibres into a scaffold. The scaffold material provides structural integrity and mechanical stability in the short term. The cells are added to the scaffold and allowed to adhere and grow on the plastic material. The cell/scaffold is implanted into the patient and as the cells develop and form tissue, the plastic breaks down and is removed from the body. Thus the fundamental application of a scaffold is to grow new tissues/organs by culturing isolated cells on templates. Textile structures form an important class of porous scaffolds.
Embroidery technology is being widely used for medical textiles and tissue engineering. Embroideries complement the field of technology and medical textiles in a unique way since they combine very high architectural variability with the freedom of adjusting the mechanical properties in a wide range and matching it with the mechanical properties of the host tissue.
Healthcare & hygienic products
An important area of textile is the healthcare and hygiene sector among other medical applications. The range of products available for healthcare and hygiene is vast, but they are typically used either in the operating theatre or in the hospital wards for hygienic, care and safety of the staff and patients. They could be washable or disposable.
Operating theatre
This includes surgeon’s gown, caps and mask, patient drapes and cover cloth of various sizes.
- Surgical gown: It is essential that the environment of the operating theatre is clean and strict control of infection is maintained. A possible source of infection to the patient is the pollutant particle shed by the nursing staff, which carries bacteria. Surgical gowns should act as barriers to prevent the release of pollutant particles into the air. Traditional surgical gowns are woven cotton goods that not only allow the release of particles from the surgeons but also a source of contamination generating high levels of dust (lint). Disposable non-woven surgical gowns have been adopted to prevent these sources of contamination to patients and are often composite materials of nonwoven and polyethylene films.
- Surgical masks:-They should have higher filter capacity, high level of air permeability, lightweight and nonallergic.
- Surgical caps: – These are made from nonwoven materials based on cellulose.
- Surgical drapes and cover cloths: – These are used to cover patients or to cover working areas around patients. It should be completely impermeable to bacterial and also absorbent to body perspiration and secretion from the wound.
| Healthcare and hygiene products: Product application | Fibre type | Fabric type |
| Surgical clothing gowns | Cotton, Polyester, Viscose rayon, Polypropylene | Nonwoven, Woven |
| Caps masks | Viscose rayon, Polyester, Viscose, Glass | Nonwoven Nonwoven |
| Surgical covers Drapes cloth | Polyester, Polyethylene Polyester, Polyethylene | Nonwoven or Woven Nonwoven or Woven |
| Beddings, Blankets, Sheets Pillow covers | Cotton, Polyester Cotton Cotton | Woven, Knitted WovenWoven |
| Clothing uniforms Protective clothing | Cotton, PolyesterPolyester, Polypropylene | Woven Nonwoven |
Table 4.5 Healthcare and hygiene products: Product application
Recent Developments in Medical Textiles
Sutures and Ligaments
Surgical Sutures
Fibres are also used as sutures in surgery. Sutures are sterile filaments that are used to hold tissues together until they heal adequately or to join tissues implanted prosthetic devices., Sutures are either braided or monofilament are mostly used to close wounds and approximate tissues. Textile materials have generated considerable interest in medical technology where materials in the form of monofilament, multifilament, woven and nonwoven structures are being used for bio and medical applications.
The major requirement of the textile materials is the bio receptivity and biocompatibility at the application site in human beings. The medical textile group in the department of textile technology at IIT Delhi has been working on the development of antimicrobial biocompatible sutures and scaffolds for tissue engineering. Because of the lack of proper post-surgical care, a bacterial infection in stitched wounds is prevalent in many cases. The development of an antimicrobial suture based on nylon and polypropylene monofilaments is being pursued in the medical textile group. The surface functionalization of the suture is carried out in such a way that the inherent characteristics, such as mechanical and knot strength of the suture are not affected.
Both the high energy gamma radiation and the plasma irradiation are being used to activate the materials for the surface functionalization. An antimicrobial drug is immobilized on the suture surface which subsequently is released slowly into tissues surrounding the stitch and prevents a microbial invasion. The tissue compatibility of these sutures is excellent and no adverse reaction has been observed against these sutures.

Barbed sutures
Recently a bi-directional barbed suture has been developed which obviates the necessity to tie a knot. It has the ability to put tension in the tissues with less suture slippage in the wound, as well as to more evenly distribute the holding forces there by reducing tissue distortion. The barbed suture with a steeper cut angle and a median cut depth have a higher tissue holding capacity than those with a moderate cut angle and a nominal cut depth.
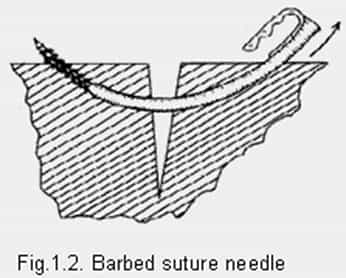
Gelatin coated sutures
Gelatin coated sutures are having a superior handling characteristic. The gelatin coating given to the suture material improves the surface smoothness and reduces the fraying characteristics. It can be obtained by means of treating the suture with that of an aqueous solution of gelatin to coat the suture and it is made to have contact with that of fixative agent to crosslink gelatin. This process includes the step of contacting the coated suture with that of buffer solution and heating it to 50″aC for a particular period of the time interval. Usually, heating can be carried out for about 1-20hrs. Sometimes plasticizers can be incorporated into the gelatin solution. The plasticisers used are triethyl citrate, glycerin or other polyhydric alcohols. The plasticiser used is mainly to enhance the benefits of the gelatin coating. The fixative solution used in the process is a cross-linking agent. The preferred cross-linking agent is preferably a dialdehyde such as glyoxal, which may be used alone or in conjunction with formaldehyde or other aldehydes.
Catgut Polymer Composite Suture
The catgut material is bio-adsorbed and it will cause fewer tissue reactions. This can be reduced by producing catgut polymer composite sutures. The catgut has the ability to degrade in the living tissue through enzyme action. To avoid this degradation the material can be coated with a protective polymer sheet. The polymer used should have the ability to shield the collagen core from the enzymatic activity and it should be degradable by hydrolysis. The polyester reinforced by urethane and urea links is used as the suitable polymers. The coating can be carried out by passing the catgut filament through the polymer solution and then allowing for hardening.
Dressing Materials
Calcium Alginate Fibres
The raw material for the production of this fibre is alginic acid, a compound obtained from the marine brown algae. It possesses a variety of properties, including the ability to stabilize viscous suspension, form film layers, and turn into gels. When the dressing made of this fibre is applied to the wound, the reverse ion exchange takes place, This fibre is placed on the wound in a dry state and begin to absorb the exudates. The calcium ions are then gradually exchanged against sodium ions that are present in the blood and wound exudates.
The fibre absorbs large amounts of secretion, starts to swell and in the present turns into a moist gel that fills and securely covers the wound. Both the extent and the rate of gel formation depend on the available amount of secretions. The more exudates present the more rapid gel formation occurs. The addition of excess sodium ions causes further dissolution of the gel so that calcium alginate fibres remaining in the wound can be resorbed. if necessary, but may also without problems be rinsed out with a physiological saline solution.
Sorbalgon
It is a supple, non-woven dressing made from high-quality calcium alginate fibre with excellent gel-forming properties. The dressing offers a number of practical therapeutic advantages for wound healing over any other commonly uses textiles.

A Sorbalgon dressing absorbs approximately 10ml exudates per gram dry weight and thus provide an absorption capacity. They in addition differ from textile dressings with respect to the applied mechanism of absorption. It takes wound secretion directly into the fibres i.e., using intra capillary forces. Germs and detritus are retained within the gel structure as the fibre swell during subsequent gelatinization. The wound is thus effectively cleansed and a considerable reduction of microorganisms can be attained.
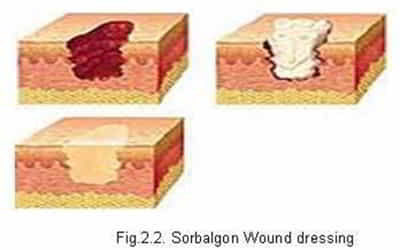
Intra capillary absorption of exudates along with swelling and gelatinization however not affect the fundamental permeability of the dressing for moisture. The gel remains permeable to gas so that sorbalgon represents a dressing material that facilitates a permeable moist wound treatment, in contrast to an occlusive moist wound treatment with hydro colloids. This is especially important in infected wounds where air penetration reduces the risk of dangerous infection with anaerobic bacteria.
It is not woven, rather consist of a supple, fibrous mat that has excellent shaping and packing capabilities. When the fibres swell during gelatinization and finally fill out the wound, close contact to the wound is generated even in the almost inaccessible areas, absorption of wounds exudates thus being ensured even at the deepest point of the wound. Despite its high absorption capacities, it prevents the wound from drying out without difficulties. The gel-like consistency of sorbalgon acts as a moist dressing during the whole therapy and helps to regulate physiological secretion. This creates a favourable micro climate for wound healing promoting granulation and epithelialisation.
Thin-film dressing
An improved thin film dressing with an absorbent border has been developed. The dressing has a superior ability to rapidly take up and absorb body fluid and to prevent dressing leakage and wound maceration while retaining the conformability of a thin layer and a support layer. The support layer adheres to the occlusive layer and a layer by any suitable bonding means such as adhesive heat or ultrasonics.
Super Absorbable Polymer
Super absorbents are swellable cross-linked polymers, which has the ability to absorb and store 400-600 times their own weight of aqueous liquid by forming a gel. The liquid is then retained and not released, even under pressure. The absorption rate of the polymers differs according to the mechanism used for preparation. SAP cannot dissolve because of its 3-D polymeric network structure. Of the many different types of polymers, only a few can be made into useful fibres. This is because a polymer must meet certain requirements before it can be successfully and efficiently converted into a fibrous product. Some of the most important of these requirements are:
- Polymer chains should be linear, long, and flexible
- Side groups should be simple, small, or polar
- Polymers should be dissolvable or meltable for extrusion
- Chains should be capable of being oriented and crystalized
Water absorbent Polymer
Water absorbent polymers are known as hydro-gel, water crystal, super absorbent polymers etc., are simply a type of plastic that possesses some unique water-absorbing qualities. This is due to the presence of sodium or potassium molecules that form bridges between the long hydrocarbon chains. These bridges are known as cross-linking, which enables the polymer to form into a huge single supermolecule, including its ability to degrade in the environment and break down into simpler molecules and hold a significant amount of water. When water comes in contact with super absorbent and electrical repulsion takes within the particles. When this happens, water is drawn into the particles resulting in swelling of each particle. At maximum absorption capacity, each particle will expand to over 30 times its original volume. When water evaporates it shrinks, returning to an unswollen state.
Sodium acrylate polymer
Most SAP currently used are sodium acrylate-based polymers having 3-D network like molecular structures formed by joining millions of identical units of acrylic acid. Which has been substantially neutralized with sodium hydroxide and enables SAP to absorb water or water-based solution into the spaces in the molecular network, forming a gel and locking up liquid.
Polyacrylate
PAC can function as both an antiscalant and a dispersant. Polymeric antiscalants are generally low molecular weight polymers, whereas polymeric dispersants consist of higher molecular weight. Dispersants do not stop the formation of scale but instead, keep the scale particles suspended in the built fluid by imparting a negative charge to the particles. These negatively charged ones repel one another and aggregate into large particles of scale. PAC comprises about 5% of many laundry detergent formulations because 0f its dispersant properties. A cross-linked form of the sodium salt of polyacrylic acid is used as superabsorbent material in diapers and other hygienic products. Cross-linked PAC has a great affinity for swollen in a compatible solvent. Because of the presence of charged groups on the polymer chain the polymer will be highly expanded in an aqueous solution.
Spider Silk
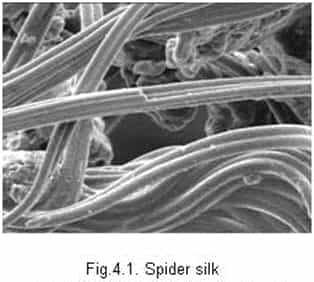
Modified goat milk will contain web protein. A goat that produces spider’s web protein is about to revolutionist the materials industry. It is Stronger and more flexible than steel, spider silk offers a lightweight alternative to carbon fibre. Up to now, it has been impossible to produce “spider fibre” on a commercial scale. Unlike silkworms, spiders are too anti-social to farm successfully. Now a Canadian company claims to be on the verge of producing unlimited quantities of spider silk – in goat’s milk.
Using techniques similar to those used to produce Dolly the sheep, scientists at Nexia Biotechnologies in Quebec have bred goats with spider genes. New kids on the block Called Webster and Pete, the worlds first “web kids” cannot dangle from the ceiling, nor do they have a taste for flies. In fact, they look like any other goat. But when they mate, it is hoped they will sire nanny goats that produce milk that contains the spider silk protein. This “silk milk” silk is widely recognized as the strongest, toughest fibre known to man.
Its tensile strength is greater than steel and it is 25 per cent lighter than synthetic, petroleum-based polymers. These qualities will allow Biosteel to be used in applications where strength and lightness are essential, such as aircraft, racing vehicles and bullet-proof clothing. Kind to humans another advantage of spider silk is that it is compatible with the human body. That means Biosteel could be used for strong, tough artificial tendons, ligaments and limbs. The new material could also be used to help tissue repair, wound healing and to create super-thin, biodegradable sutures for eye-or neurosurgery.
Antimicrobial Textile
Antibacterial fibre is produced by entrapping the metal ion with a cation exchange fibre having a sulphonic or carboxyl group through an ion exchange reaction. The antibacterial metal ion is silver or silver in combination with either copper or zinc. The great advantage of this material is that those do not react with tissue. Flexible products such as sponges and textile wites have protracted antimicrobial effects. The wipes are impregnated with biocides by spra8ying, dipping or soaking for use in the medical field.
Acticoat dressing
It provides broader and faster protection against fungal infection than conventional antimicrobial products. The dressings are layered with monocrystalline silver known to have antimicrobial and antifungal properties, creating a protective barrier as silver ions are consumed. Acticoat has a faster kill rate and was effective against more fungal species. The product can be applied to a variety of wounds including graft and donor sites and surgical wounds.
Antimicrobial Wound Dressing
Kerlix AMD is pure cotton treated with anemia’s polyhexamethylene biguandine agent. These antimicrobial agents resist bacterial growth within the dressing as well as reduce bacterial penetration through the product. Wound covering is made of a hydrophobic bacteria-adsorbing material that comprises the antimicrobial active component which is not released into wounds, it is preferably made of a mixture of hydrophobic fibres and fibre comprising antimicrobial property.
Compression Bandages
The basic function of bandages is compression, retention and support. This is obtained by properties intrinsic to the component and further enhanced and re-enforced supportively by the process of weaving and finishing relevant to the required end-use. The regulation of the blood flow and prevention of swelling is closely interlinked with this property and thereby enhancing the improved healing process. It provides necessary support to restrict movement and speeds up the healing process.
Textile Performance Principles
Textile materials for medical applications typically have specific performance requirements relating to strength, stiffness, abrasion resistance, and mechanical Patency
Strength: Among the many factors affecting a fabric’s strength (fibre type, molecular orientation, crystallinity) is the variability in properties especially elongation of its constituent elements. Usually, the greater the variability in elongation at break, the lesser the strength. Products requiring high strength (e.g., artificial ligaments) must incorporate elements whose properties range within a narrow limit.
Stiffness
Bending stiffness which governs the handling, comfort and conformability of fabric is a critical parameter in a number of medical applications. A low value is usually desirable. For example, a suture with low bending stiffness requires fewer throws to tie a secure knot and has higher knot strength. The most important factors affecting bending stiffness are the shape of the fibre and the modulus, linear density, and the specific gravity of the material. Generally, the higher the denier or the modulus or the lower the specific gravity, the higher the bending stiffness. For example, polyester has a higher modulus than nylon and will result in a stiffer material.
Polypropylene, with a lower density than nylon, should have higher stiffness, assuming all other factors are equal. In addition, a trilobal or tubular structure produces a stiffer product than does a solid circular structure of the same area or linear density. Monofilament materials are much stiffer than multifilament. With all other factors constant, the bending stiffness of a monofilament product such as a suture of denier T will be roughly n times greater than a multifilament structure with n filaments of denier T/n each. The use of multifilament yarns and/or fine-denier fibres in the yarn produces a more flexible and supple end product. Knot efficiency-the ratio of the tensile strength of knotted to an unknotted thread is affected by elongation at break and bending stiffness. Most often, the greater the elongation, or the lower the stiffness, the greater the knot efficiency.
Abrasion Resistance
Whenever fibres, yarns, or fabrics rub against themselves or other structures, abrasion resistance assumes an important role. A high value is usually desirable, especially in applications such as artificial ligaments or tendons. The abrasion resistance of a yarn is influenced by several factors:
- The denier of the fibre (the lower the denier, the lower the resistance).
- The amount of twist in the yarn that binds the fibres together (the lower the twist, the lower the resistance).
- The orientation of molecules in the fibres (the higher the orientation, usually the lower the resistance).
- The surface coefficient of friction (the higher the coefficient, the lower the resistance).
Therefore, one can conclude that micro-denier fibres, low-twist yarns, rough surfaces, and highly oriented materials generally exhibit low abrasion resistance. However, coating a bundle of fibres with a low-friction polymer can enhance its resistance to abrasion.
Mechanical Patency
Implanted products that must bear loads over the long term and maintain their dimensional integrity require a high degree of mechanical Patency that is, the ability to resist permanent change in physical size, shape, structure, and properties. The factors that contribute to mechanical Patency include:
- The chemical, biological, and stress environment into which the implant is
- The nonreactivity of the polymer with the environment.
- The size of the
- The structure of the fabric (consolidated structures made of highly interlocked woven material or warp knits provide an advantage).
- Perhaps most importantly, the viscoelastic properties of the material
Thus, material selection is extremely critical for products such as ligament prostheses that must continue to bear loads. The material specified must be able to resist the elongation or growth that may occur as a result of stress relaxation during each cycle of operation in the body. If no such material is available, then biological tissues will need to be integrated into the assemblage to provide partial support of the load and contribute to the product’s long-term Patency.







