
The warp yarn (length-wise) used in denim fabrics is uniquely prepared for denim manufacturing compared to conventional woven fabrics. The yarn goes through numerous processing steps before it is placed on the weaving machine. Unlike warp yarn, most filling yarn (width-wise) is put onto yarn packages and delivered directly to the weaving machine where it is inserted into the fabric without any further preparation in the same manner as conventional woven fabrics. The following flow chart reveals the necessary steps in the manufacture of denim fabrics, beginning with the production of the yarn.
Spinning for structured Denim yarns

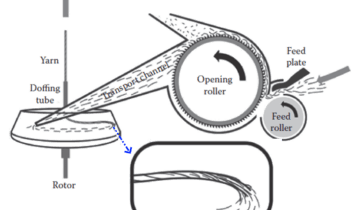
Different spinning methods are available in making yarns, including ring-spun, rotor-spun, twistless, wrap-spun and core-spun yarns. The open-end spinning system spins yarn directly from slivers, using a spinning rotor and a withdrawal system that imparts a false twist to form the fibres into a yarn.
Ring-spun yarns
This is the most widely used method of staple-fibre yarn production. The fibres are twisted around each other to give strength to the yarn. Modern ring-spinning frames and open-end machines can be installed with devices that can manufacture predetermined yarn effects. These effects can vary from slubs (thick places) with different lengths, different spacing between slubs, or variations in the yarn count. Using these devices, OE yarns can have a more ring-spun like appearance, and ring-spun yarns can have an increased rough or “antiqued” quality.
Yarn spinners can design patterns and effects specific to their needs, which can be downloaded into the machine’s electronic control system. We need to know the spinning parameter Twist Multiplier and important yarn parameters, such as strength, count and their variabilities of various yarn types are Spinning Parameters and Yarn Quality. Rope dyeing technology demands fewer torque yarns in the warp which are made from “U” rotors. The “H” values of Yarns made from “U” rotors as tested in Uster evenness testers are higher by 2.0 to 2.5 numbers in comparison with the yarns produced from “T” rotors.
Cotton Mixing
Knowledge and understanding required for making mixing come from fibre test results, experience and management skills on bale management. A spinning mixing plan is prepared to execute on the mill floor. Lack of cotton fibre mixing knowledge leaves no way to explain, let alone avoid, defective yarn or fabric.
Method of quality cotton mixing evaluation, formulation and control of cotton mixing on yarn production costs
To operate manufacturing operations of spinning and weaving activities under cost controls and economic viability with high quality, productivity performance it is highly essential to design a computer model for the development of a mixing plan suitable for a particular fabric architectural construction. These need to feed fibre parameters data to like span length, fineness, uniformity ratio, bundle strength, elongation at break, maturity coefficient, Rd and +b values, trash content, type of trash, nep content etc., to forecast achievable yarn parameters like evenness, thick places, thin places, neps, hairiness, diameter, dust, trash, fineness of yarns, tensile strength and elongation, single yarn strength, CSP and twist which we need to have for our fabric weaving requirements. Moreover, we need to develop various machines setting charts through which the cotton fibres are to be processed to convert to yarns.
Technological values of cotton
The goal or objective of the present investigation is to determine the technological value of cotton, which should reflect the achievable level of yarn quality (yarn strength). In general, the cotton fibre criteria of this problem can be classified under three headings, namely tensile properties, length properties and fineness properties. Tensile properties can be divided into two sub-criteria, fibre bundle tenacity (FS) and elongation (FE). Similarly, UHML, UI and SFC are the relevant sub-criteria of length properties to be considered here. Fineness is solely represented by the micronaire (FF) value of cotton. At the lowest level of the hierarchy, there are more than 33 cotton fibre alternatives, which should be ranked according to their technological value.
Charts are to be prepared and to be displayed in the mixing room.
 Objectives of cotton mixing
Objectives of cotton mixing
Economy, processing performance and functional properties
In mixing different grades of the same fibres are kept together for yarn production. This is generally meant as the intermingling of different types of same fibres of the same or different grades of cotton bales. This involves the manipulation of a heterogeneous physical system with the intent to make it more homogeneous, cost-effective and has the ability to spinning process performance. This requires getting the required parameters for enabling spinning of yarn with specified technical parameters while ensuring the lowest economic cost and have consistency in yarn quality.
- Costs are reduced by mixing a cheap fibre with a more expansive fibre as per a defined mixing plan.
- This should combine properties of fibres in order to cover up fewer desirable characteristics in one fibre and give improved fabric performance.
- Improve wearing qualities
- Adequate conditioning of mixing before feeding to blow room
- Hold down raw material costs
- Influence favourably the material during processing
Spinners can see the results of excessive variability in fibre length or strength when manifested as yarn breaks and production halts. Knitters and weavers can see the knots and slubs or holes that reduce the value of fabrics made from defective yarns that were spun from the poor-quality fibre. Inspectors of dyed fabrics can see the unacceptable colour streaks and specks associated with variations in fibre maturity and the relative dye-uptake success. The grower, ginner, and buyer can see variations in colour or trash content of ginned and baled cotton.
Addition of 10% Recycled Waste
The full recycling of all opening and carding wastes, using a new line of machinery from Trutzschler and others, is attempted by few with a success. Its obvious importance in Denim manufacture lies in the overall weight on the final cost represented by the cost of cotton. Because of heavy yarns and fabrics, if one can save 3 or 4% on cotton costs, the impact on the bottom line can be remarkable.
This clean material has some residual trash in it not too different from the cotton used. Naturally, there are more short fibres. The yield will be approximately 50%, in other words from every 2 kgs of raw waste we get 1 kg of clean recycled cotton. This material is baled again and fed to the mix at the laydown. Normally 10% is used. A loss of some 0.5 to 1.0 cN/tex is then unavoidable, but with 10% it will be manageable.
Control of Yarn Realization
A one per cent reduction in yarn realization has almost the same economic impact on the mill’s profit as an increase of one per cent in the mixing cost. The control of yarn realization is thus as important to a mill as the control of cotton and mixing costs. One may find the detailed procedures for the control of yarn realization in Chapter 3, ATIRA Silver Jubilee Monograph “Process Control in Spinning”.
Mock Rings
Various attempts to duplicate superior denim made from ring yarns with rotor yarns of mock or slubby have always failed in fabric strength properties, fabric hand and appearance due to differences in yarn structure and yarn properties. Still one wonders how much of the present so-called ring-spun Denim is such and how many are mock ring made in the open end.
Other Value Offerings
Cotton rich polyester denim is with superior hand feel, lustre and colour contrast for the fashion market. One may find a deep value in using dyed polyester texturised filament yarn in place of costly yarn-dyed cotton weft for high fashion denim. Poly Spandex yarns are replacing core spun lycra yarns in the value universe. Within Poly Denims, the denier is getting coarser day by day from 300 to 450 to 600. Though Linen Vintage denim is not in high volume, there are efforts to replace it with Jute (Indian Linen) in the value proposition.
Successful strategies in denim mean profit, often (now) even survival. Engineering the fabrics on a continual basis provides a way to achieve both quality and cost benefits of substantial proportions. At the same time, full manufacturing flexibility through modularization is being maintained, enabling the denim mill to meet new and changing trends in raw material and fashion.
Blow Room
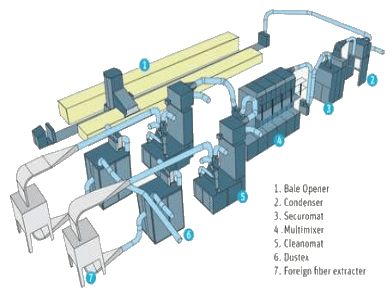 Thus, spinning denim yarn is really a large-scale business because of heavy yarns and fabrics. Denim comes in a wide range of types, including stretch denim, which is woven with 2 per cent Spandex, and poly denim, in which the cotton is blended with polyester to produce a lighter, easier to clean fabric. The modern Blow room line is with 4 to 5 beating points plus a micro-dust extractor and a very efficient automatic waste evacuation system.
Thus, spinning denim yarn is really a large-scale business because of heavy yarns and fabrics. Denim comes in a wide range of types, including stretch denim, which is woven with 2 per cent Spandex, and poly denim, in which the cotton is blended with polyester to produce a lighter, easier to clean fabric. The modern Blow room line is with 4 to 5 beating points plus a micro-dust extractor and a very efficient automatic waste evacuation system.
Cotton Used
Let us first start with the raw material. Cotton fibre specifications of important Indian varieties used in denim yarns. Various cotton is used, ranging from irrigated J-34 from North, hybrid Shankar-6 from Gujarat, windy V-797 of Saurashtra, lean season rescuer NHH-44 from the federation, quilty Bengal desi to cosmic bunny to name a few. Often recycled waste purchased comber noil of other mixings is also added. The percentage of trash in the mixing is for the mixing inclusive of usable waste and waste of other mixings added. When comber noil is added to the mixing, the yarn realization will be lower.
For every 10% comber noil addition in the mixing, the yarn realization will come down by 1%. Its obvious importance in Denim manufacture lies in the overall weight on the final cost represented by the cost of cotton. Because of heavy yarns and fabrics, if one can save 3 or 4% on cotton costs, the impact on the bottom line can be remarkable. This clean material has some residual trash in it not too different from the cotton used.
Naturally, there are shorter fibres. The yield will be approximately 50%, in other words from every 2 kgs of raw waste we get 1 kg of clean recycled cotton. This material is baled again and fed to the mix at the laydown. Normally 10% is used. A loss of some 0.5 to 1.0 cN/tex is then unavoidable, but with 10% it will be manageable. In general, a Modern Blow room line with 4 to 5 beating points with a micro-dust extractor and a very efficient automatic waste evacuation system will be adequate to ensure satisfactory opening and cleaning.
In the case of variations within regions, it is not uncommon to have fluctuation of colour from the bale and therefore blending becomes very critical if shade variations from lot to lot in the finished cloth are to be kept to a minimum. It is also possible to integrate a waste recycling line to recycle non-re-workable wastes from blow room line and cards to bring down the cotton cost. For denim yarns produced from open-end spinning systems, probably the most important characteristic of the sliver is its cleanliness with particular care to be given to dust removal.
Particularly in ring spun Denim yarn, a high incidence of nep in the yarn will cause uneven dye uptake during the warp yarn preparation. It is observed that modern blow room lines create neps, up to an increase of 100% over neps in raw cotton that will still allow the carding machine to be able to remove most of these objectionable faults.
Generally, blow room waste levels are as follows:
- Invisible loss: 1.5% on mixing fed
- Sweepings: 1.5% on mixing fed
The task of the Blowroom line is to:
- open the material into very fine tufts;
- eliminate most of the impurities;
- eliminate dust;
- provide a good blend.
And this has to be done:
- with very careful treatment of the raw material
- with maximum utilization of the raw material
- while assuring the optimum level of quality
The blow room installation as a sequence of machines
- Openers
- Cleaners
- Foreign part separators
- Mixers
- Separators
In processing the material, different types of machines are necessary, namely those suitable for opening, those for cleaning and those for blending. Different intensities of processing are also required because the tufts continually become smaller as they pass from stage to stage.
Accordingly, while a coarsely clothed cleaning assembly is ideal after the bale opener, for example, it is inappropriate at the end of the line. Therefore, there are no universal machines, and a blow room line is a sequence of different machines arranged in series and connected by transport ducts.
In its own position in the line, each machine gives an optimum performance – at any other position, it gives less than its optimum. Also, there may be advantages in different modes of transport, feeding, processing, cleaning and so on from one machine to another along the line. Finally, the assembly of a blow room line depends among other things on:
- the type of raw material;
- the characteristics of the raw material;
- waste content;
- dirt content;
- material throughput;
- the number of different origins of the material in a given blend.
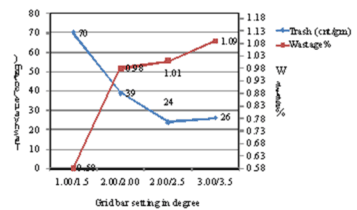
Causes of excessive wastage extraction in blow room:
There are many reasons for which wastages are generated in the Blow room section. From a practical point of view, the following reasons are most important.
- The too-wide setting of grid bar in CL-P.
- Missing grid bar.
- High short fibre content.
- Improper cylinder speed in CVT-3.
- Incorrect gauge between feed rollers to 1st cylinder in CVT-3.
- Improper ambient condition.
- Wider winch angle setting in CVT-3.
Suggestive ways of wastage reduction and control in blow room:
- To reduce wastage, CVT-3 winch basic setting should be kept standard. The gauge usually beater to deflector blade is 1.5mm.
- Apply Cylinder speed, depend on fibre maturity and fibre length.
- Apply Feed roller to1st cylinder gauge in CVT-3 depend on fibre length.
- The opening and cleaning intensity depends, apart from other parameters, on the distance between the beater and feed roller, the speed of the beater and the grid bars setting.
- The Trutzschler’s waste sensor WASTECONTROL BR-WCT is attached to a Cleaner CLEANOMAT and optically measures good fibres in the waste and amount of suction for fibres.
Carding
“The card is the heart of the spinning mill”
“Well carded is half spun”
The tasks of the card
- Opening into individual fibres
- Elimination of impurities
- Elimination of dust
- Disentangling neps
- Elimination of short fibres
- Fibre blending
- Fibre orientation
- Sliver formation
The card is absolutely decisive for the quality of the denim yarns and for the efficiency of the production. It was possible to double the card production during the past 25 years.
The carding quality is decisively influenced in the areas of the cylinder, flat. Cylinder speed, clothing fineness and distance between cylinder and flat are deciding factors.

Monitoring and controlling the carding process is critical in ensuring minimal fibre damage. Instruments such as AFIS [Advanced Fibre Information System] can be used to generate information on processes that precede yarn manufacturing. The carding process is very aggressive and, if not adjusted properly, can reduce fibre length causing short fibre. This phenomenon is especially true in the new high-speed carding machines. If card flats are adjusted too close to the main cylinder, the nep and trash removal is improved, however, the result can also be a reduction in fibre length and an increase in short fibre content. Replacing a new cylinder wire or regrinding the wire will cause a temporary increase in short fibre content but this should return to normal in a relatively short time.
The measurement of short fibre content will have some variability due to the natural variation in raw cotton. The following guideline will give an idea of how much increase is significant.
SFC(w) SFC(n)
Significant Increase >3% >6%
An increase in short fibre content less than these values are not significant and should not be considered a processing problem.
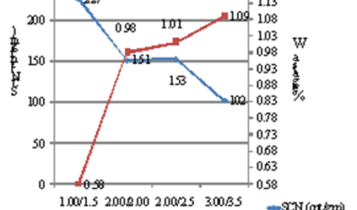
Causes of excessive wastage extraction carding
There are many reasons for which wastages are generated in the Blow room section. From the practical point of view extracted during the experiment, the following reasons are most important.
- Wider winch range (deflector blade) setting
- Incorrect delivery speed
- Guage in changeable points
- Amount of trash removed in Blow-room section
- Incorrect setting in note knives
Drawing Frames
Objectives of draw-frame
- To straighten the fibres in the slivers
- To make parallel the fibres in their sliver axis
- Hooks created in the card are straightened
- Through the suction, intensive dust removal is achieved
- To make the perfect blending of the slivers
- To reduce irregularities of fibre by doubling and drafting
- To improve the uniformity and evenness of the sliver
Open-end spinning machines
Open-end spinning is a technology for creating yarn without using a spindle. It was invented and developed in Czechoslovakia in Výzkumný ústav bavlnářský / Cotton Research Institute in Ústí nad Orlicí in 1963.
Sliver passage on open-end machine
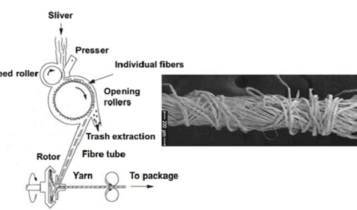
Open End Rotor Spinning: Merits and Limitations
Modern Open End Spinning machine with automatic piecings and yarn monitoring devices like Corolab or Uster Polyguards.
The rotor spinning system has the following merits and possibilities, as can be seen from the process sequence:
- the speed frames and cone winding machines can be dispensed with.
- the productivity per position is 6 to 8 times that of ring spinning.
- it is extremely amenable to automation – viz auto piecing, auto cleaning and auto doffing. Features like Online Quality Monitoring can also be opted for.
- the rotor yarns are extremely regular and have much lower levels of imperfections and faults as compared to ring yarns.
The inherent drawbacks/limitations of the rotor spinning system are:
- The rotor yarn strength is lower than ring yarns.
- Longer fibres (>32mm) offer no advantage in regards to yarn quality and /or productivity.
- the yarn twist required for optimum strength is higher than ring yarns.
- the biggest drawback of rotor yarns is the harsh feel of the fabrics made out of them.
- The minimum number of fibres required in the cross-section of rotor yarn is around 100 to 110 compared to 50 required for ring yarns. Therefore the quality of rotor yarn deteriorates when finer yarns are spun on this system.
Rotor Selection:
Rotor size, rotor groove configuration, rotor speed and rotor surface treatment all have a decisive influence on the structure and properties of a rotor yarn.
30, 33 and 36mm rotor diameters are used for finer yarns and 40 and 46mm rotors are useful for coarser yarns. A small rotor cannot accommodate the fibre mass needed for a coarse count in its narrow groove, and a possible overfeed in case of yarn rupture would quickly choke the rotor cup.
It is a common misconception that yarn quality deteriorates with small smaller rotors and higher rotor speeds.
The grove configuration determines whether a yarn is bulky or compact, weak or strong, more or less ring-yarn-like etc. Most manufacturers of rotor spinning machines offer an array of different rotors. The grooves normally used in Denim applications are as follows:
“S” Groove Rotors produces a bulky yarn that is weaker than yarn spin in any other rotor. It yields an excellent uniformity and is suitable for cotton with above-average trash content and for all synthetic fibres.
“U” Groove Rotors possesses good self-cleaning properties as far as dust is concerned, but trash particles can still jam the groove and cause moiré. The yarn strength is higher than that of an S-rotor. For these reasons, U-rotor is preferred for denim yarns.
“T” Groove furnishes the strongest yarn due to its narrow, recessed groove, especially in fine counts. It is also the leanest, most compact yarn, having a low number of hairs per yarn cross-section. Yarn torques are also higher, indicating a more ring-yarn-like structure.
It is susceptible to initial deposits, but then the self-cleaning effect sets in, maintaining uniform yarn properties. It is unsuitable for trashy cotton. It may also not be useful for denim warp yarns for rope dyeing where the higher yarn torque may cause problems in beaming.
Opening Zone
The opening roller wire specifications should be chosen as per fibre specifications, The general principle to be followed for deciding opening roller speed is that the higher the speed, the lower the yarn unevenness, the faults, the yarn strength and the breaking extension, Lower opening roller speeds should be used normally be used for the following:
- longer, finer and crimped fibres
- coarser and cleaner sliver
- lower rotor speed
The range of speeds normally ranges from 5000 to 8000 rpm.
The influence of other machine and process parameters on rotor spinning yarn properties, in general, are well documented in two references given at the end which we suggest for further reading.
Factors affecting yarn properties
Fibre parameters:
The choice of raw materials plays a dominant role in controlling yarn quality in rotor spinning. There is a general consensus of opinion that the properties of the raw materials must be ranked in a different order of importance for rotor spinning than for ring spinning.
Fibre length characteristics, particularly length uniformity, play only a minor role in rotor spinning, and long fibres offer no advantage. Longer fibres can adversely affect yarn strength and evenness due to the greater incidence of wrapper fibres and poor fibre orientation.
Sliver quality:
the quality of feed sliver in terms of cleanliness, uniformity and orientation of fibres has a profound influence on end breaks in rotor spinning and consequently on the rotor yarn properties such as strength and irregularity. Sliver variations cause an uneven flow of fibres through the transport duct and their subsequent deposition in the rotor groove, which, in turn, results in yarn count variation and poor spinning performance.
It is important to maintain high fibre orientation in the drafted sliver since this leads to a more ordered arrangement of fibres in the rotor groove, which facilitates easy flow of twist along the rotor periphery and improves spinning stability and yarn strength.
Rotor Machine variables
While producing a thick sliver, the question of high total draft inevitably crops up. Increasingly total spinning draft leads to an increased end-breakage rate and deterioration in the tenacity, breaking elongation and uniformity of the spun yarn. The opening roller is a key parameter influencing rotor spun yarn characteristics. It individualized the fibres and thereby assists in feeding them to the rotor.
End-uses of rotor spun yarns
Rotor spinning can be employed to spin good quality yarns of 18-200 tex from cotton, polyester blends, viscose rayon and acrylic fibres. From microbes, it is now quite possible to spin yarns down to 10tex. The products for which rotor spun yarns are considered particularly suitable include dres’ materials, denim and jeans, sheeting, leisurewear, industrial wear, interlining, towels, furnishings and warp knits.
Types of yarn used:
- Rotor yarn, Ring Yarn, Slub Yarn, Polyester yarn, Lycra yarn.
- Yarn Counts used
- For warp: 6, 7, 8, 9, 10, 12, 14, 16, 20, 30 (Slub + Normal)
- For weft: 6, 7, 8, 9, 10, 12, 14, 16, 20, 30 (Slub + Normal)
- Polyester: 300D, 600D
- Lycra: 10L40D, 16L40D, 200L40D, 300DL40D
Properties of rotor spun-yarns
Rotor spun yarns appear to be no different from ring-spun yarns on the surface. However, there exist some rather important differences in the internal structures of the yarns, especially in fibre contiguity. These differences in internal structures are reflected in different performance characteristics. Rotor spun yarns tend to be more uniform in appearance and in linear density than ring-spun yarns.
It is conceivable that the better short-term evenness of rotor spun yarn is an obvious result of the suppression of the drafting wave and the large packages focused on rotor spinning. Also, rotor spun yarns are known to be somewhat more extensible, fuller, softer and less hairy.
The main disadvantage is that rotor spn yarns are not as strong as ring spun yarns, and the maximum tenacity of rotor spun yarns are at least 10-30%, and in some cases even up to 40%, lower than that of ring-spun yarns. It is pointed out that although significant differences exist between the rotor and ring-spun yarns, various fibre factors and spinning conditions could greatly alter the properties of rotor spun yarns.
Process for ring-spun yarn
Speed Frames
Objects/ Functions of Speed Frame:
- Attenuation of drawn sliver to form roving of required count by drafting.
- Insert a small amount of twist to give the required strength of roving.
- Wind the twisted roving on to the bobbin.
- Build the roving in bobbin such a form which will facilitate handling, withdrawing & transfer to the next process
Operations Involved in Simplex Machine:
- Creeling
- Drafting
- Twisting Open-end machines
- Winding
- Building
- Doffing

Ring spinning
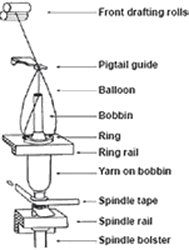 Ring spinning is a method of spinning fibres, such as cotton, flax or wool, to make yarn. The ring frame developed from the throstle frame, which in its turn was a descendant of Arkwright’s water frame. Ring spinning is a continuous process, unlike mule spinning which uses an intermittent action.
Ring spinning is a method of spinning fibres, such as cotton, flax or wool, to make yarn. The ring frame developed from the throstle frame, which in its turn was a descendant of Arkwright’s water frame. Ring spinning is a continuous process, unlike mule spinning which uses an intermittent action.
In ring-spinning, the roving is first attenuated by using drawing rollers, then spun and wound around a rotating spindle which in its turn is contained within an independently rotating ring flyer. Traditionally ring frames could only be used for the coarser counts, but they could be attended by semi-skilled labour.
The core objectives of ring spinning is to draft the roving fed to the ring-spinning frame i.e., to convert roving into a very fine strand called yarn
Ring Spinning: Merits and Limitations:
Ring spinning had remained unchallenged for almost 150 years, since its inception. However, its limitation in regard to production speeds was well realized which made its position quite vulnerable to new spinning technologies like rotor spinning. Subsequent to this realization, renewed attempts made the maximum production speed has increased to 25000 rpm by
- by extending the maximum traveller speed to 45m/sec and using
- smaller ring diameter and bobbin lift.
However, this has not prevented rotor spinning applications in coarse denim yarns as these yarns demand higher ring diameter and bobbin lift. Today the problem of excessive knots due to smaller ring package is of little consequence due to efficient splicing systems available at winding.
Another serious problem of excessive initial end breaks due to the greater number of doffs has been solved by the employment of efficient automatic piecing devices. Additionally, there are support systems such as automatic roving transport to the ring frame, automatic roving rupture if the yarn is not pieced in three successive attempts in order to reduce the incidence of roller lapping.
The merits which make it unique ever are
- It produces the strongest yarn, it is the benchmark among all 100% staple fibre spinning systems for various types of fibres and their blends.
- It can produce yarns with a large range of twist, density from very low to very high. No other spinning system can match this unique capability of catering from knitting to voile yarns.
- It can be used for all types of fibres and can spin from very coarse to extremely fine yarns.
- The desired hand, crisp or soft as per requirements can be imparted using the ring yarns.
Comparison of Ring Spun and Rotor Spun Yarns
There are many differences between ring and rotor/open-end spun yarns. The abrasion resistance of rotor yarn fabrics is better, and colourfastness is slightly higher for ring-spun yarn fabrics whereas shrinkages is the same for the fabrics made from ring and rotor spun yarns. Two of the important differences are the degree of fibre hookiness and fibre migration. In the below table, there are given many differences between ring and rotor spun yarns.
| Characteristics of Yarns | Spinning method | |
|---|---|---|
| Ring-spun yarn | Rotor spun yarn | |
| Production rate | High | Higher |
| Tenacity | Very high | Average |
| Linear density | 5-600 tex | 20-60 tex |
| Twist | Lower | Higher |
| Extensibility | Average | Higher |
| Abrasion resistance | Lower | Higher |
| Strength variation | High | Low |
| Yarn faults | High | Reduced by 80% |
| End breaks | High | Reduced by 75% |
| Fly liberation | High | Less |
| Nippiness | Higher | Lower |
| Hairiness | Very high | Lower |
| Regularity | Lower | Higher |
| Handle | Softer | Harsher |
| Appearance | Less uniform | More uniform |
| Fibre blending | Lower | Higher |
| Wrapper fibres | None | Present |
Quality Assurance:
Quality affirmation alludes to the designing exercises executed in a quality framework with the goal that necessities for an item or administration will be satisfied. It is the deliberate estimation, correlation with a standard, checking of procedures and a related criticism circle that gives blunder counteractive action. This can appear differently in relation to quality control, which is centred on procedure yields.
Quality assurance steps:
Quality assurance system can be divided into the following steps:
- On line Quality assurance system and
- Offline Quality assurance system.
Again on line Quality affirmation framework can be separated into the accompanying advances:
- Raw material control.
- Process control.
Yarn quality requirements:
For the best sewing, we need to pick the best yarn or perfect yarn for weaving to blame free texture or quality full texture. So we need to cautious about the yarn properties or for the perfect yarn. The accompanying yarn properties ought to must be said material yarn as a perfect yarn-
- The yarn is round in a cross-area and is uniform along its length.
- Yarn is made out of concentric layers of various outspread.
- Every fibre pursues a uniform helical way around one of the concentric chamber with the goal that its good ways from yarn pivot stay consistent.
- The fibre in the middle will pursue a straight line of the hub.
- The hub of roundabout chambers coir sides with yarn hub.
- The quantity of fibres or fibres crossing the unit region is consistent; that is the thickness of pressing.
- Fibres in the yarn are consistent all through the model.
- Each fibre in the yarn will have a similar measure of turn per unit length.
- The yarn comprises an exceptionally enormous number of fibres.
In the event that the previously mentioned yarn properties are missing on any yarn then the yarn ought not to be permitted on weaving to make the texture. Since it won’t almost certainly give you immaculate sewing where the yarn’s parameter is obligatory to be kept up.
Yarn quality parameters, for example,
- Evenness,
- Count
- Breaking strength,
- Elongation,
- Twist,
- Moisture contents,
- Yarn winding,
- Yarn lubrication,
- Yarn hairiness.
Yarn counts (tex) and twist (turns/cm):
The obligation regarding the precision of the yarn check and the resistance levels for variety in yarn tally and curve (turns/cm), just like the sort and level of grease/complete, lies with the spinner and are typically pronounced in the terms and states of the offer. For exceptionally basic end-uses, for example, military things and specialized materials, extraordinary yarn quality particulars and inconstancy points of confinement will be required and should be consulted with the spinner.
Yarn evenness:
Yarn uniformity is a proportion of the degree of variety in yarn direct thickness or mass per unit length of yarn. At the end of the day, it alludes to the variety in yarn tally along its length. It is the uniformity of staple spun yarn that is of worry here. Consistently fibre yarns have basically no variety in straight thickness so equity isn’t an issue for those yarns. A yarn with poor uniformity will have thick and meagre places along yarn length, while an even yarn will have little variety in mass or thickness along length. While a yarn may change in numerous properties, equity is the most significant quality part of the yarn, since varieties in other yarn properties are regularly an immediate aftereffect of yarn tally anomaly. We definitely realize that bend will in general collect in the slight places in yarn, so anomaly in yarn straight thickness will cause varieties in turn along yarn length. This particular centralization of turn in slender places along a yarn likewise compounds the varieties in yarn distance across or thickness, which regularly unfavourably influences the presence of the resultant textures. A sporadic yarn will likewise change in quality along the yarn.
Conclusions–The spinning process is one of the important production processes in the textile industry. Yarn is created using Cotton Fibre on a rotor or ring spinning machine. The quality of the resulting yarn is very important in determining their application possibilities. An important aspect of the production process is a selection of raw material, quality of resulting yarn and cost. The yarn should have Optimal Product Characteristics with minimum cost.
The proposed paper aims to study profitability and predictability by developing a computational model. ANN is used for the prediction of yarn properties from fibre properties. These fibre properties are optimized using a Genetic Algorithm (GA). GA also considers available stock into account. Linear Programming is used to decide the proportionality of fibres in cotton bled and cost optimization. The result shows that the accuracy of the proposed integrated approach is higher than the Industrial Standards.
Additional information on Genetic Potential, Genetic Control, and Environmental Variability
- Improvements in textile processing particularly advance in spinning technology, have led to increased emphasis on breeding cotton for both improved yield and improved fibre properties (Meredith and Bridge, 1972; Green and Culp, 1990; Patil and Singh, 1995).
- Studies of gene action suggest that within upland cotton genotypes there is little non-additive gene action in fibre length, strength, and fineness (Meredith and Bridge, 1972); that is, genes determine those fibre properties. However, large interactions between combined annual environmental factors (primarily weather) and fibre strength suggest that environmental variability can prevent the full realization of the fibre quality potential of a cotton genotype (Green and Culp, 1990).
- More recently, statistical comparisons of the relative genetic and environmental influences upon fibre strength suggest that fibre strength is determined by a few major genes, rather than by variations in the growth environment (May 1999). Indeed, spatial variations of single fertility factors in the edaphic environment were found to be unrelated to fibre strength and only weakly correlated with fibre length (Bradow et al., 1999b,c; Johnson et al., 1999).
- The genetic potential of a specific genotype is defined as the level of fibre yield or quality that could be attained under optimal growing conditions. The degree to which genetic potential is realized changes in response to environmental fluctuations such as application of water or fertilizer and the inevitable seasonal shifts such as temperature, day length, and insolation. Season-related shifts in cotton plant metabolism and fibre properties take the form of higher levels of fibre maturation in upland and Pima bolls from July flowers, compared with the maturity levels of fibres in bolls from August flowers on the same plants (Sassenrath-Cole and Hedin, 1996; Bradow et al., 1996c; Bradow et al., 1997a).
- Similar effects of the environment on genetic potential have been quantified in plant and field maps of micronaire and maturity (Bradow et al., 1996b, 1999b; Johnson et al., 1999).
- In addition to environment-related modulations of fibre quality at the crop and whole-plant levels, significant differences in fibre properties also can be traced to variations among the shapes and maturities of fibres on a single seed and, consequently, within a given boll. Comparisons of the fibre-length arrays from different regions on a single seed have revealed that markedly different patterns in fibre length can be found in the micropylar, middle, and chalazal regions of cottonseed – at either end and around the middle (Delanghe, 1986).
- Mean fibre lengths were shortest at the micropylar (upper, pointed end of the seed) in G. hirsutum, G. barbadense, and G. arboreum genotypes (Vincke et al., 1985). The most mature fibres and the fibres having the largest perimeters also were found in the micropylar region of the seed. After hand ginning, the percentage of short fibres less than 0.5 inches or 12.7 mm long on a cotton seed was extremely low.
- It has been reported that, in ginned and baled cotton, the short fibres with small perimeters did not originate in the micropylar region of the seed (Vincke et al., 1985; Delanghe, 1986). Further, AFIS-A21 (Advanced Fiber Information System, Model A-2, Zellweger, Knoxville, TN) measurements of fibres from micropylar and chalazal regions of seeds revealed that the location of a seed within the boll was related to the magnitude of the differences in the properties of fibres from the micropylar and chalazal regions (Davidonis and Hinojosa, 1994).







