
What is effluent?
According to the United States, Environmental Protection Agency as wastewater treated or untreated that flows out of a treatment plant, sewer, or industrial outfall. Generally, refers to wastes discharged into surface waters.
According to Oxford English Dictionary, it defines effluent is liquid waste or sewage discharged into a river or the sea.
According to some publications it is defined as liquid waste flowing out of a factory, farm, commercial establishment, or a household into a water body such as a river, lake, or lagoon.
Effluent is liquid discharged from any source. Effluent can originate from municipalities’ industries, farms, ships, parking lots, and campgrounds. There is a connotation that effluent contains contaminants but in the strictest sense, it could be pure water.
The term effluent refers to the left-over dyes and auxiliaries which get washed during the manufacturing processes and create pollution.
Sources and causes of generation of textile effluent
The textile industry involves a wide range of raw materials, machinery, and processes to engineer the required shape and properties of the final product. Waste stream generated in this industry is essentially based on water-based effluent generated in the various activities of wet processing of textiles. The main cause of the generation of this effluent is the use of a huge volume of water either in the actual chemical processing or during re-processing in preparatory, dyeing, printing, and finishing. In fact, in a practical estimate, it has been found that 45% of material in preparatory processing, 33% in dyeing, and 22% are re-processed in finishing [1]. But where is the real problem? The fact is that the effluent generated in different steps is well beyond the standard and thus it is highly polluted and dangerous.

What is effluent discharge?
Effluent discharge is liquid waste, other than waste from kitchens or toilets, surface water, or domestic sewage. It is produced and discharged by any industrial or commercial premises, such as a food processing factory or manufacturing business.


Often referred to as ‘trade effluent’ or ‘wastewater’, effluent discharge usually flows from the premises directly into the main sewer network. It cannot enter a river, reservoir, stream or lake unless it is cleaned and treated first. Only surface water can be released into a natural watercourse. If the effluent discharge goes straight into a public foul sewer, it will travel via the sewer network to the nearest wastewater treatment works for handling and processing.
The majority of trade effluent is made up of wastewater, water that has been used in a certain process to create a specific product or facilitate production, including cooling machinery or pipes.
Wastewater composition
As well as the wastewater itself, trade effluent will often contain one or more contaminants including:
- Fats, oils, and greases (FOGs)
- Chemicals
- Detergents
- Heavy metal rinses
- Solids
- Food waste
Larger companies have an on-site Effluent Treatment Plant (ETP). The effluent produced by a process, or processes, is treated before being discharged, if clean enough, into a nearby watercourse.
It’s also worth noting that, sometimes, trade effluent contains so many pollutants that it must be treated even before it is allowed in the sewer. If this is the case, the company in question will have to comply with whatever is required by the corresponding water company. This makes sure the trade effluent is within the consent license limits and safe to enter the sewer.
What is the Effluent Treatment Plant or ETP?
An effluent treatment plant cleans industrial effluents, contaminated water from rivers and lakes, and so on just in order to reuse the water for additional purposes.
Along such lines, water is reutilized and sustained. In fact, such gushing treatment ensures that any contaminant will be expelled from the water making it reusable. It is mostly used in industries such as pharmaceuticals, textiles, tanneries, and chemicals where there is a chance of extreme water contamination. Nevertheless, how this treatment will be applied may vary from industry to industry.

Such treatment plant ensures that the contaminated and polluted water from industries get treated and become reusable before being released back to nature. Without this treatment, it won’t be possible for humans to get clean usable water for household chores.
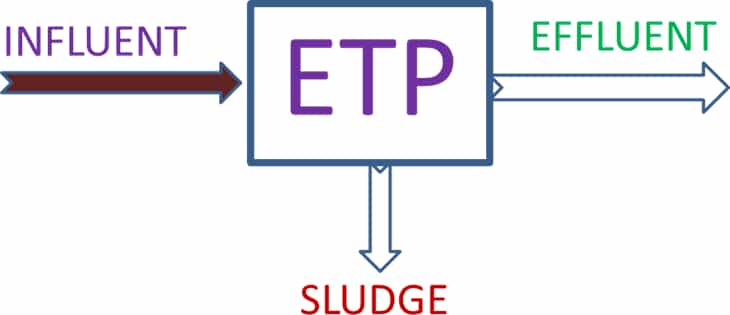
- Influent: Untreated industrial wastewater
- Effluent: Treated industrial wastewater
- Sludge: Solid part separated from wastewater by ETP
Need for ETP in the textile industry
Clean water is essential for drinking and is needed in millions of other activities like washing, cleaning, construction of a building, manufacturing processes, and other commercial activities. It is a big requirement in industries to clean water which is affected due to their activities. The ETP Plant is designed to solve the wastewater-related issues in Industries.
Textile Industries use a large amount of water from the river in their processes and as a result, produce a large volume of wastewater which is in need of treatment before discharge into the environment. In these industries, different types of chemicals are used in dyeing and other activities. The wastewater generated by them contains harmful substances. It is important for these industries to set up wastewater treatment plants known as ETP Plant for the Textile Industry to decrease the level of polluted wastewater. Wastewater treatment plays a very important role in these industries and it is good for the industries as well. The basic thrust of the technology is to convert the entire quantity of effluent to zero level by separating water and salt using evaporation and separation technology. The concept and the treatment are based on the removal of the entire COD/BOD and the condensate coming out to meet the freshwater quality requirement in the process.
- To clean industry effluent and recycle it for further
- To reduce the usage of fresh/potable water in
- To cut expenditure on water
- To meet the standards for emission or discharge of environmental pollutants from various Industries set by the Government and avoid heftily
- To safeguard the environment against pollution and contribute to sustainable development
Design of ETP
The design and size of the ETP depend upon:
- Quantity and quality of the industries discharge effluent
- Land availability
- Monetary considerations for construction, operation & maintenance
Area dimension depends on:
- Quality of wastewater to be treated,
- Flow rate
- Type of biological treatment to be used
- In case of less available land, CETP (Common Effluent Treatment Plant) is preferred over ETP
Tips for starting ETP
It is important to have a clear understanding of the ETP before choosing to set up one. Thus, this subsection provides with few useful tips before setting up an ETP and the technology to use in the ETPs.
Some of the useful tips are as follows:
- Selecting the appropriate place- The ETP should not be set up close to the wells or reservoirs of drinking water, wetlands, or water discharge zones
- A Design Efficient Treatment plant: Choosing a wasted place or idle place would result in saving land. This could be land that is idle and not being used for any industrial process
- Choosing an appropriate water treatment technology- Studying the effluent type, characteristic and volume can help adopt the ideal technology needed for treatment
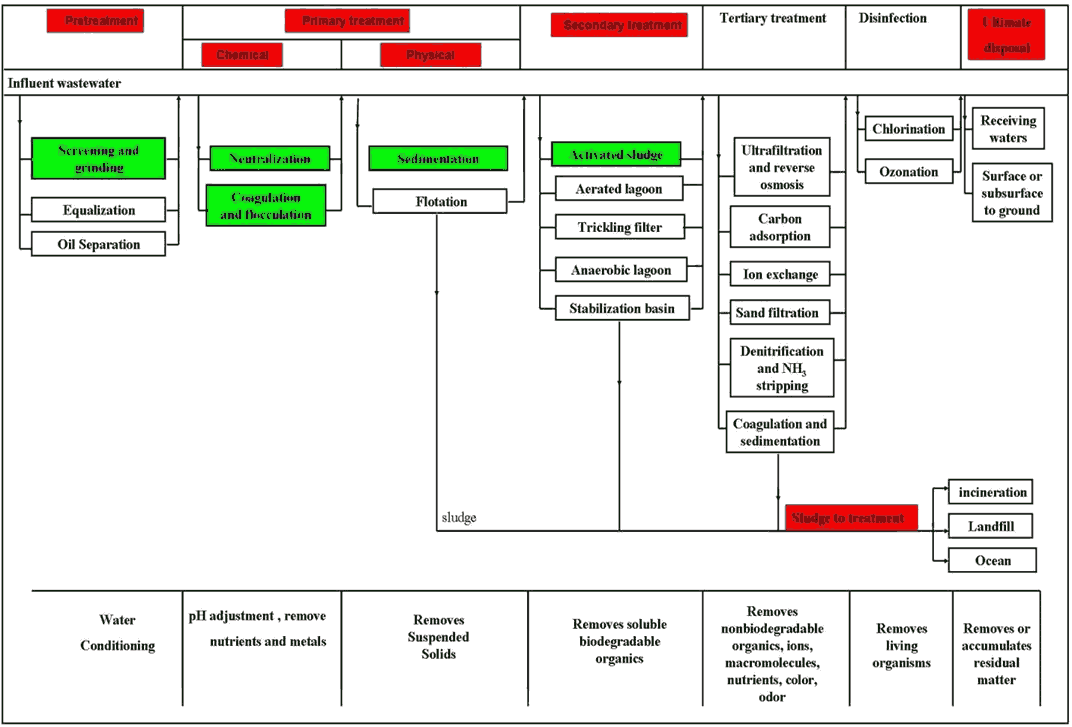
Classification of the wastewater treatment process
Treatment Levels & Mechanisms of ETP
- Treatment levels:
- Preliminary
- Primary
- Secondary
- Tertiary (or advanced)
- Treatment mechanisms:
- Physical
- Chemical
- Biological
Preliminary Treatment level
Purpose: Physical separation of big-sized impurities like cloth, plastics, wood logs, paper, etc.
Common physical unit operations at the Preliminary level are:
- Screening: A screen with openings of uniform size is used to remove large solids such as plastics, cloth, etc. Generally, a maximum of 10 mm is used
- Sedimentation: Physical water treatment process using gravity to remove suspended solids from water
- Clarification: Used for separation of solids from fluids
Primary Treatment Level
Purpose: Removal of floating and settleable materials such as suspended solids and organic matter.
- Methods: Both physical and chemical methods are used in this treatment
- Chemical unit processes:
- Chemical unit processes are always used with physical operations and may also be used with biological treatment
- Chemical processes use the addition of chemicals to the wastewater to bring about changes in its quality.
- Example: pH control, coagulation, chemical precipitation, and oxidation pH Control:
- To adjust the pH in the treatment process to make wastewater pH
- For acidic wastes (low pH): NaOH, Na2CO3, CaCO3or Ca (OH)
- For alkali wastes (high pH): H2SO4,
Chemical coagulation and Flocculation:
- Coagulation refers to collecting the minute solid particles dispersed in a liquid into a larger
- Chemical coagulants like Al2(SO4)3 {also called alum} or Fe2(SO4)3 are added to wastewater to improve the attraction among fine particles so that they come together and form larger particles called
- A chemical flocculent (usually a polyelectrolyte) enhances the flocculation process by bringing together particles to form larger flocs, which settle out more
- Flocculation is aided by gentle mixing which causes the particles to collide.
Tertiary / Advanced Treatment
Purpose: Final cleaning process that improves wastewater quality before it is reused, recycled, or discharged to the environment.
Mechanism: Removes remaining inorganic compounds, and substances such as nitrogen and phosphorus. Bacteria, viruses, and parasites, which are harmful to public health, are also removed at this stage.
Methods:
- Alum: Used to help remove additional phosphorus particles and group the remaining solids together for easy removal in the group
- Chlorine contact tank disinfects the tertiary treated wastewater by removing microorganisms in treated wastewater including bacteria, viruses, and parasites
- The remaining chlorine is removed by adding sodium bisulfate just before it’s discharged.
Textile Effluent
Textile effluent and its management
Every country is aiming at Common Effluent Treatment Plants for the development of zero discharge solutions for the bleaching and dyeing units. The total effluent treatment capacity is designed based on the Mill size, based on the effluents generated in these mills.
Selection of technology and design for the engineering for the CETP is Pipeline for effluent conveyance, Pre‐treatment works, Reverse Osmosis plant, Evaporator plant, Recovered water distribution system and many more advanced technologies.
Textile Effluents and its management
- As textile industry is one of the largest industries in the world and different fibers such as cotton, silk, wool as well as synthetic fibers are all pre‐treated, processed, colored and after being treated using large amounts of water and a variety of chemicals, there is a need to understand the chemistry of the textile effluents very
- The textile waste characteristic needs to be understood clearly
- Different methods and aspects of Textile Effluents and their management to save the environment from polluting the same needs to be understood
- Major pollutants in textile wastewaters are high suspended solids, chemical oxygen demand, heat, color, acidity, and other soluble substances whose chemistry will be emphasized
ETP Process Design for a Textile factory
Introduction
The textile industry is one of the largest and most complicated industrial chains in the manufacturing industry. The production of a textile requires several stages of mechanical processing such as spinning, knitting, weaving, and garment production, which seem to be insulated from the wet treatment processes like sizing, de-sizing, scouring, bleaching, mercerizing, dyeing, printing, and finishing operations, but there is a strong interrelation between dry processes and consecutive wet treatments. The textile industry emits a wide variety of pollutants from all stages in the processing of fibers, fabrics, and garment production
Stages of Textile Processing



Textile industry Share
| Country | Value in ($ billion) | Share (%) |
|---|---|---|
| China | 94.4 | 32.1 |
| EU27 | 76.6 | 26.1 |
| India | 15.0 | 5.1 |
| United States of America | 13.8 | 4.7 |
| Korea Republic | 12.4 | 4.2 |
| Turkey | 10.8 | 3.7 |
| Pakistan | 9.1 | 3.1 |
| Indonesia | 4.8 | 1.6 |
| Vietnam | 3.8 | 1.3 |
| Bangladesh | 1.6 | 0.5 |
| Rest of the World | 51.7 | 17.5 |
| Total | 294 | 99.9 |
Textile production flow diagram

List of harmful Chemicals used in Textile Industry
- Detergents mainly nonyl‐phenol ethylates‐ generates toxic metabolites which is poisonous to fish
- Stain remover: Carry solvents like CCl4 can cause ozone depletion
- Oxalic acid used for rust stain removal: are toxic to aquatic organisms and also boots COD
- Sequestering agents: Polyphosphates like Trisodium polyphosphate and sodium hexametaphosphate: are banned chemicals
- Printing gums: preservatives like pentachlorophenol can cause dermatitis, liver and kidney damage are all banned chemicals
- Fixing agent: Formaldehyde and Benzidine are banned internationally
- Bleaching: Chlorine bleaching caused itching and is harmful
- Dyeing: Azo dyes which release amines are banned because they are known carcinogens
Textile Waste Characteristics
The pollutant features of textile wastes differ widely among various Organic substances such as dyes, starches, and detergents in effluent undergo chemical and biological changes which consume dissolved oxygen from the receiving stream and destroy aquatic life
Such organics should be removed to prevent septic conditions and avoid rendering the stream water unsuitable for municipal, industrial, agricultural and residential uses.
| Process | Wastewater | Solid Wastes | Emission |
|---|---|---|---|
| Fiber preparation | Little or none | Fiber waste and packaging waste | Little or none |
| Yarn spinning | Little or none | Packaging wastes, sized yarn, fiber waste, cleaning, and processing waste | Little or none |
| Sizing | BOD, COD, metals, cleaning waste, size | Fiber lint, yarn waste, packaging waste, unused starch-based sizes |
VOCs |
| Weaving | Little or none | Packaging waste, yarn, and fabric scraps used oil | Little or none |
| Knitting | Little or none | Packaging waste, yarn, and fabric scraps | Little or none |
| Tufting | Little or none | Packaging waste, yarn, and fabric scraps, off-spec fabric | Little or none |
| Desizing | BOD from sizes lubricants, biocides, anti-static compounds |
Packaging waste, fabric lint, yarn waste, cleaning and maintenance materials | VOCs from glycol esters |
| Scouring | Disinfectants, insecticide residues, NaOH, detergents oils, knitting lubricants, spin finishes, spent solvents | Little or none | VOCs from glycol esters and scouring solvents |
| Bleaching | H2O2, stabilizers, high pH | Little or none | Little or none |
| Singeing | Little or none | Little or none | Small amounts of exhaust gasses from the burners exhausted with components |
| Mercerizing | High pH, NaOH | Little or none | Little or none |
| Heat setting | Little or none | Little or none | Volatilization of spin finish agents- synthetic fiber manufacture |
Types of textile waste produced
| Process | Possible Pollutants | Nature of Effluent |
|---|---|---|
| Desizing | Starch, glucose, PVA, resins, fats, and waxes do not exert a high BOD. |
Very small volume, high BOD (30-50% of total), PVA. |
| Kiering | Caustic soda, waxes, soda ash, sodium silicate, and fragments of cloth. |
Very small, strongly alkaline, dark color, high BOD values (30% of total) |
| Bleaching | Hypochlorite, chlorine, caustic soda, hydrogen peroxide, acids. | Small volume, strongly alkaline, low BOD (5% of total) |
| Mercerizing | Caustic soda | Small volume, strongly alkaline, low BOD (Less than 1% of total) |
| Dyeing | Dyestuff, mordant, and reducing agents like sulfides, acetic acids and soap |
Large volume, strongly colored, fairly high BOD (6% of total) |
| Printing | Dye, starch, gum oil, china clay, mordants, acids, and metallic salts | Very small volume, oily appearances, fairly high BOD. |
| Finishing | Traces of starch, tallow, salts, special finishes, etc. | Very small volume, less alkaline, low BOD. |
Sources of water pollution at various stages of processing.
Textiles and Garments are one of the oldest and largest industries in the world. The textile industries have great economic significance by virtue of their contribution to overall industrial output and employment generation in so many countries. The textile industry utilizes various dyes, chemicals, and large amounts of water during the production process. The wastewater produced during this process contains a large number of dyes and chemicals containing trace metals such as Cr, As, Cu, and Zn which are capable of harming the environment and human health. The textile wastewater causes hemorrhage, ulceration of skin, nausea, skin irritation, and dermatitis. The chemicals present in the water block the sunlight and increase the biological oxygen demand thereby inhibiting the photosynthesis and reoxygenation process
| Country | Value ($ Billion) | Share (%) |
|---|---|---|
| China | 94.4 | 32.1 |
| European Union 27 | 76.6 | 26.1 |
| India | 15.0 | 5.1 |
| United States of America | 13.8 | 4.7 |
| Korea Republic | 12.4 | 4.2 |
| Turkey | 10.8 | 3.7 |
| Pakistan | 9.1 | 3.1 |
| Indonesia | 4.8 | 1.6 |
| Vietnam | 3.8 | 1.3 |
| Bangladesh | 1.5 | 0.5 |
| Rest of the World | 51.7 | 17.5 |
| Total | 294 | 99.9 |
Major Exporters of Textiles
| Country | Value ($ Billion) | Share (%) |
|---|---|---|
| China | 153.8 | 35.6 |
| European Union 27 | 116.4 | 27.1 |
| Bangladesh | 19.9 | 4.6 |
| India | 14.4 | 3.3 |
| Turkey | 13.9 | 3.2 |
| Vietnam | 13.2 | 3.1 |
| Indonesia | 8.0 | 1.8 |
| United States of America | 5.2 | 1.2 |
| Pakistan | 4.6 | 1.1 |
| Korea Republic | 1.8 | 0.4 |
| Rest of the World | 79.8 | 18.5 |
| Total | 431 | 99.9 |
Water consumption in textile industries, by type of fabrics
| Fabric | Water consumption (kg/kg) |
|---|---|
| Cotton | 250-350 |
| Wool | 200-300 |
| Nylon | 125-150 |
| Rayon | 125-150 |
| Polyester | 100-200 |
| Acrylic | 100-200 |
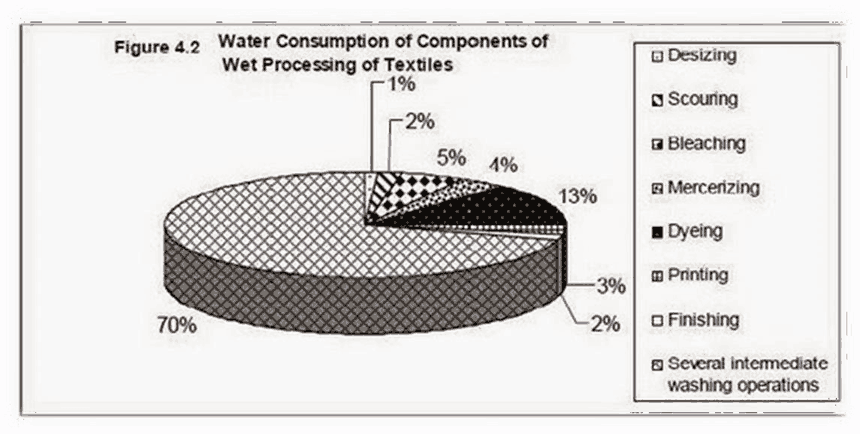
Water consumption in textile industries, by type of process
| Process | Water consumption (%) |
|---|---|
| Bleaching, finishing | 38 |
| Dyeing | 16 |
| Printing | 8 |
| Boilerhouse | 14 |
| Humidification (Spinning) | 6 |
| Humidification (weaving) | 9 |
| Sanitary, Domestic | 9 |
Textile Wastewater Problem
- Treatment of wastewater – will definitely reduce the waste, prevent and make positive effects on its further uses
- Strong rinse waters from dye operations may be used to make up new dyebaths, while weak rinses may be recycled through in‐plant water treatment units
- The savings in the material in the first case may be enough to pay for the cost of treatment of the latter case
Chemicals used in Textile Industry
- Synthetic organic dyes, bleaches, and detergents Some chemicals are biodegradable‐ starch, however, others such as dyes are non-biodegradable Thus the effluents could have lower dissolved oxygen concentrations which means higher BOD and COD
- Solids in textile wastewater come from the fibrous substrate and process chemicals, this disturbs the aquatic life by showing oxygen transfer and reducing light penetration
Inorganic chemicals
- High concentrations of soluble inorganic salts may make the discharge water stream unsuitable for industrial and municipal use
- Metals such as chromium and zinc are toxic to aquatic life and should be removed before discharge
- Certain carrier chemicals used in dyeing, such as phenol may add bad taste and odor as well.
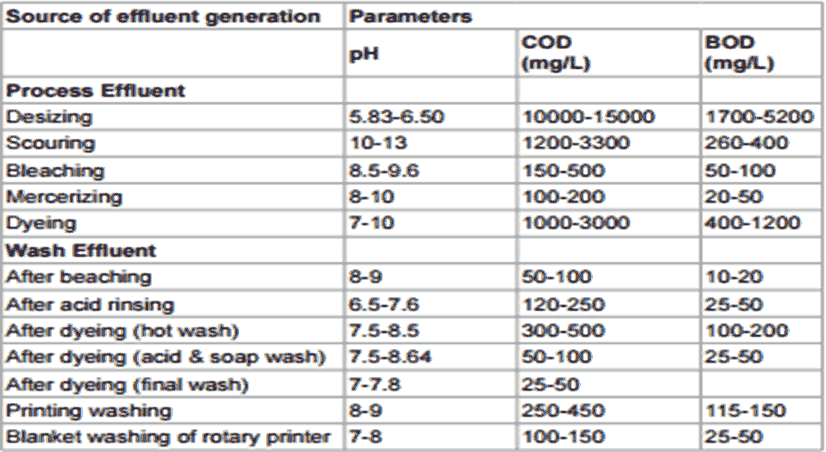
Effluent characteristics from the typical textile industry
| Process | Composition | Nature |
|---|---|---|
| Sizing | Starch, waxes, carboxymethyl cellulose, polyvinyl alcohol. | High in BOD & COD |
| Desizing | Starch, waxes, carboxymethyl cellulose, polyvinyl alcohol. | High in BOD, COD, suspended solids, dissolved solids. |
| Scouring | Caustic soda, waxes, grease, soda ash, sodium silicate, fibers, surfactants, sodium phosphate. | Dark-colored, High pH, COD, dissolved solids. |
| Bleaching | Hypochlorite, Caustic soda, sodium silicate, hydrogen peroxide, surfactants, sodium phosphate. |
Alkaline suspended solids. |
| Mercerizing | Caustic soda. | High pH, low COD, high dissolved solids. |
| Dyeing | Various dyes, mordants, reducing agents, acetic acid soap | Strongly colored, High COD, dissolved solids, low SS |
| Printing | Pastes, starch, gums, oil, mordants, acids, soaps. | Highly-colored, High COD, oily appearance, SS |
| Finishing | Inorganic salts. | Slightly Alkaline, low BOD. |
Wastewater characteristics: Process-wise
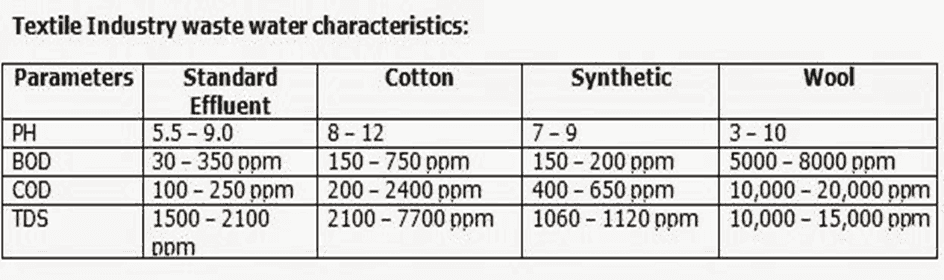
Important Characteristics of Wastewater from Textile Industry
| Parameter | Range |
|---|---|
| pH | 6-10 |
| Temperature (°C) | 35-45 |
| Total d solids (mg/L) | 8,000-12,000 |
| BOD (mg/L) | 80-6,000 |
| COD (mg/L | 150-12,000 |
| Total suspended solids (mg/L | 15-8,000 |
| Total dissolved solids (mg/L) | 2,900-3,100 |
| Chlorine (mg/L) | 1,000-6,000 |
| Free chlorine (mg/L) | <10 |
| Sodium (mg/L) | 70% |
| Trace metals (mg/L | |
| Fe | <10 |
| Zn | <10 |
| Cu | <10 |
| AS | <10 |
| Ni | <10 |
| B | <10 |
| F | <10 |
| Mn | <10 |
| V | <10 |
| Hg | <10 |
| PO4 | <10 |
| Co | <10 |
| Oil and Grease (mg/L) | 10-30 |
| TNK (mg/L | 10-30 |
| NO3-N (mg/L | <15 |
| Free Ammonia (mg/L | <10 |
| Sulphate (mg/L | 600-1000 |
| Silica (mg/L | <15 |
| Total Kjeldahl Nitrogen (mg/L | 70-80 |
| Color (Pt-Co) | 50-2,500 |
Some Textile wastewater pollution regulations are imposed by several countries.
| Parameter | CC ME | China | BIS | Hong Kong | FEPA | ME X | THA | PHI | IN DO | BD | SL |
|---|---|---|---|---|---|---|---|---|---|---|---|
| pH | 6.5- 8.5 |
6-9 | 5.5- 9 |
6-10 | 6-9 | 6- 8.5 |
5-9 | 6-9 | 6-9 | 6.5-9 | 6- 8.5 |
| Temperature (°C) |
30 | – | 50 | 43 | 40 | – | – | 40 | – | 40-45 | 40 |
| Color (Pt-Co) | 100 | 80 | Non e | 1 (Lovibon d) |
1 (Lovibon d) |
– | – | 100- 200 |
– | – | 30 |
| TDS (mg/L) | 200 0 |
– | 2100 | – | 2000 | – | 2000- 5000 |
1200 | – | 2100 | 21 00 |
| TSS (mg/L) | 40 | 150 | 100 | 800 | 30 | – | 30-150 | 90 | 60 | 100 | 50 0 |
| Sulphide (mg/L) |
200 | 100 0 |
2000 | 1000 | 200 | – | – | – | – | 1000 | 20 00 |
| Free Chlorine (mg/L) |
100 0 |
– | 1000 | – | 1000 | – | – | 1000 | – | – | – |
| COD (mg/L) | 80 | 200 | 250 | 2000 | 80 | <12 5 | 120- 400 |
200- 300 |
250 | 200 | 60 0 |
| BOD (mg/L | 50 | 60 | 30 | 800 | 50 | <30 | 20-60 | 30-200 | 85 | 150 | 20 0 |
| Oil and Grease (mg/L) |
– | – | 10 | 20 | 10 | – | 300 | 5-15 | 5 | 10 | 30 |
| Dissolved Oxygen (mg/L) |
600 0 |
– | – | ³4000 | – | – | – | 1000- 2000 |
– | 4500- 8000 |
– |
| Nitrate (mg/L) | 130 00 |
– | 1000 0 |
– | 20000 | 100 00 |
– | – | – | 10000 | 45 00 0 |
| Ammonia (mg/L) |
0.1 | – | – | 500 | 0.2 | – | – | – | – | 5000 | 60 |
| Phosphate (mg/L) |
<40 00 | 100 0 |
500 0 |
5000 | 5000 | – | – | – | 200 0 |
– | 20 00 |
| Calcium (mg/L) | – | – | – | – | 20000 | – | – | 20000 | – | – | 24 00 0 |
| Magnesium (mg/L) | 200 00 |
– | – | – | 20000 | – | – | – | – | – | 15 00 0 |
| Chromium (mg/L) |
1 | – | 100 | 100 | <100 | 50 | 500 | 50-500 | 500 | 2000 | 50 |
| Aluminium (mg/L) |
5 | – | – | – | <1000 | 500 0 |
– | – | – | – | – |
| Copper (mg/L) | <10 00 | 200 0 |
300 0 |
1000 | <1000 | 100 0 |
1000 | 1000 | 200 0 |
500 | 30 00 |
| Manganese (mg/L) |
5 | 200 0 |
2000 | 1000 | 5.0 | 200 | 5000 | 1000- 5000 |
– | 5000 | 50 0 |
| Iron (mg/L) | 300 | – | 300 0 |
500 | 20000 | 100 0 |
– | 1000- 20000 |
500 0 |
2000 | 10 00 |
| Zinc (mg/L) | 30 | 500 0 |
500 0 |
1500 | <10000 | 100 00 |
– | 5000- 10000 |
500 0 |
5000 | 10 00 0 |
| Mercury (mg/L) | 0.0 26 |
– | 0.01 | 1 | 0.05 | – | 5 | 5 | – | 10 | 1 |
Note: CCME-Canadian Council of Ministers of the Environment, BIS-Bureau of Indian Standards, FEPA-Federal Environmental Protection Agency (USA), Mex-Mexico, Tha- Thailand, Phi-Philipines, Indo-Indonesia, Bd- Bangladesh SL-Srilanka
The removal of the processing units.
| Items | Raw Water (regulating | Biochemical treatment system | Physiochemical treatment system | ||
|---|---|---|---|---|---|
| tank) | Effluen t | Removal rate | Effluent | Removal rate | |
| pH | 8-12 | 7-8 | 6-9 | ||
| CODcr (mg/L) | 1000-2000 | 100- 200 |
90 | £100 | 50 |
| BOD5 (mg/L | 300-600 | 15-30 | 95 | £30 | |
| Color (times) | 100-600 | 60 | 80 | £40 | 35 |
PERMISSIBLE STANDARDS IN INDIA
| S.No. | Parameter | Permissible limits (disposal to inland surface water) |
|---|---|---|
| 1 | pH | 5.5 to 9.0 |
| 2 | TSS | <100 mg/l |
| 3 | Oil & Grease | <10 mg/l |
| 4 | BOD | <30 mg/l |
| 5 | COD | <250 mg/l |
ETP FOR TEXTILE INDUSTRY
Categorization of Waste Generated in Textile Industry:
Textile waste is broadly classified into four categories, each having characteristics that demand different pollution prevention and treatment approaches.
-
Hard to Treat Wastes
This category of waste includes those that are persistent, resist treatment, or interfere with the operation of waste treatment facilities. Non-biodegradable organic or inorganic materials are the chief sources of wastes, which contain color, metals, phenols, certain surfactants, toxic organic compounds, pesticides, and phosphates. The chief sources are:
- Colour & metal à dyeing operation
- Phosphates à preparatory processes and dyeing
- Non-biodegradable organic materials à surfactants
- Since these types of textile wastes are difficult to treat, the identification and elimination of their sources are the best possible ways to tackle the problem. Some of the methods of prevention are chemical or process substitution, process control, optimization recycle/reuse, and better work practices.
-
Hazardous or Toxic Wastes
These wastes are a subgroup of hard-to-treat wastes. But, owing to their substantial impact on the environment, they are treated as a separate class. In textiles, hazardous or toxic wastes include metals, chlorinated solvents, non-biodegradable or volatile organic materials. Some of these materials often are used for non-process applications such as machine cleaning.
-
High Volume Wastes
The large volume of wastes is sometimes a problem for the textile processing units. The most common large-volume wastes include:
- The high volume of wastewater
- Wash water from preparation and continuous dyeing processes and alkaline wastes from preparatory processes
- Batch dye waste containing large amounts of salt, acid, or alkali
- These wastes sometimes can be reduced by recycling or reuse as well as by process and equipment modification.
-
Dispersible Wastes
The following operations in the textile industry generate highly dispersible waste:
- The waste stream from continuous operation (e.g. preparatory, dyeing, printing, and finishing)
- Print paste (printing screen, squeeze and drum cleaning) Lint (preparatory, dyeing and washing operations)
- Foam from coating operations Solvents from machine cleaning
- Still bottoms from solvent recovery (dry cleaning operation)
- Batch dumps of unused processing (finishing mixes)
POLLUTION PROBLEMS IN THE TEXTILE INDUSTRY
Colour
- The presence of color in the wastewater is one of the main problems in textile
- Colors are easily visible to human eyes even at very low concentrations. Hence, color from textile wastes carries significant aesthetic
- Most of the dyes are stable and has no effect of light or oxidizing
- They are also not easily degradable by the conventional treatment
- Removal of dyes from the effluent is a major problem in most textile
Dissolved Solids:
- Dissolved solids contained in the industry effluents are also a critical paremeters
- The use of common salt and Glauber salt in processes directly increase the total dissolved solids (TDS) level in the effluent.
- TDS are difficult to be treated with conventional treatment systems
- Disposal of high TDS bearing effluents can lead to an increase in TDS of groundwater and surface water
Toxic Metals
Wastewater of textiles is not free from metal contents. There are mainly two sources of metals.
- The metals may come as impurities with the chemicals used during processing such as caustic soda, sodium carbonate, and salts.
- The source of metal could be dyestuffs like metalized mordant dyes. The metal complex dyes are mostly based on chromium
Others
Textile effluents are often contaminated with non-biodegradable organics termed refractory materials.
Detergents are a typical example of such materials. The presence of these chemicals results in high chemical oxygen demand (COD) value of the effluent.
Organic pollutants, which originate from organic compounds of dyestuffs, acids, sizing materials, enzymes, tallow, etc are also found in textile effluent, such impurities are reflected in the analysis of biochemical oxygen demand (BOD) and COD.
PRECONDITIONS AND MEANS FOR RESOLVING THE PROBLEM
For a long time, the toxicity of released wastewater was mainly determined by the detection of biological effects from pollution, high bulks of foam, or intensively colored rivers near textile plants. Today, the identification and classification of wastewater are in accordance with existing municipal regulations. General regulations define the most important substances that are critically controlled by consumers and propose a set of activities that should be applied in order to minimize the amount of released hazardous substances.
The characteristics of textile effluents vary and depend on the type of textile manufactured and the chemicals used. The textile wastewater effluent contains high amounts of agents causing damage to the environment and human health including suspended and dissolved solids, biological oxygen demand (BOD), chemical oxygen demand (COD), chemicals, contain trace metals like Cr, As, Cu, and Zn and Color.
The activities to treat hazardous wastes can range from legal prohibition to cost-saving recycling of chemicals. Depending on the type of product and treatment, these steps can show extreme variability. Effluents treatment plants are the most widely accepted approaches towards achieving environmental safety. But, unfortunately, no single treatment methodology is suitable or universally adaptable for any kind of effluent treatment. Therefore, the treatment of waste stream is done by various methods, which include physical, chemical, and biological treatment depending on pollution load. Our aim is to adopt technologies giving minimum or zero environmental pollution.
During the last 50-75 years, there have been ever-increasing efforts to somehow arrange manufacturing processes in such a way that they cause minimal damage to the environment. At the same time, these efforts are aimed at developing appropriate technologies for wastewater treatment and establishing an adequate relationship between regulators and industry. To decrease the quantity of generated wastewaters it is necessary applying of a systematic approach to reducing the generation of waste at the source. In other words, this approach prevents the creation of wastewaters in the first place, rather than treating it once it has been produced by end-of-pipe treatment methods.
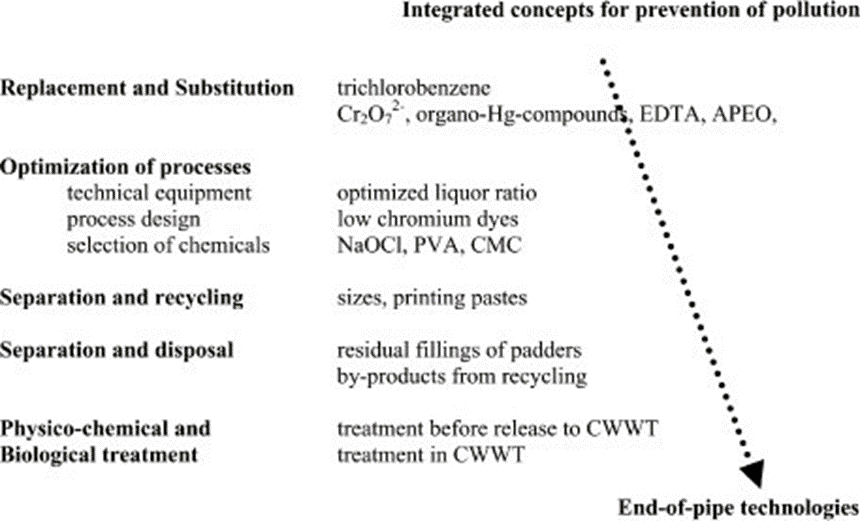
This is a technique that should be applied to all inputs and outputs of a production process. Once waste minimization has been carried out in the factory, effluent will still be produced that will require some form of treatment prior to disposal to sewage, river, or sea. Reducing the quantities of generated wastewater is important because it contributes to reducing operating costs, the risk of liability, and the need to treat the effluents with end-of-pipe methods. It also helps to increase the efficiency of production processes, environmental protection and health, increasing awareness, and raising the morale of employees.
Treatment of Textile Effluents
Typically, textile effluent would involve the following steps
- Reactive dye concentrates can be treated in a conventional anaerobic digester
- Exposure to the biomass to achieve de‐colorization and tolerance of the microorganisms to concentrations of the dye
- Additional carbon source( eg. glucose) is necessary to maintain the microbial metabolic state
- The presence of Nitrate in the system inhibits de‐colorization
- Adsorption of the dye to the biomass also causes de‐colorization
- The degradation products of the dye after anaerobic digestion may be isolated and identified
Treatment of Wastewater
After every effort that can be made to reduce waste strength and volume, there still remains the problem of disposing the final remains of polluted waste into any water stream, thus the waste may be treated in various methods either singly or in combination and the best combination of methods differs from plant to plant.
Flow chart for ETP
Preliminary Treatment level
After the removal of gross solids, gritty materials, and excessive quantities of oil and grease, the next step is to remove the remaining suspended solids as much as possible. This step is aimed at reducing the strength of the wastewater and also facilitating secondary treatment.
Purpose: Physical separation of big sized impurities like cloth, plastics, wood logs, paper,
Common physical unit operations at the Preliminary level are:
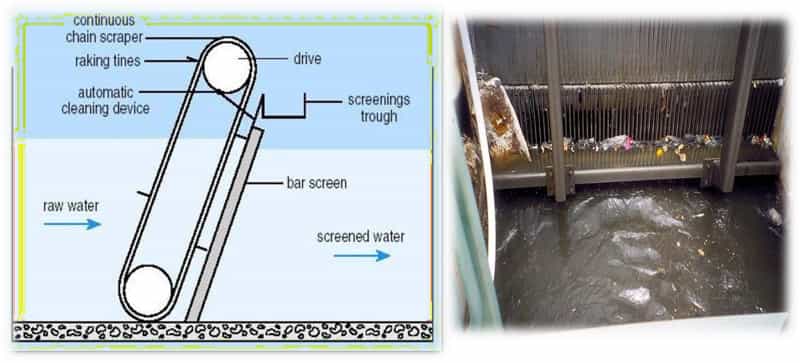
Screening
- A screen with openings of uniform size is used to remove large solids such as plastics, cloth, etc. Generally, a maximum of 10mm is Coarse suspended matters such as rags, pieces of fabric, fibers, yarns, and lint are removed. Bar screens and mechanically cleaned fine screens remove most of the fibers. The suspended fibers have to be removed prior to secondary biological treatment; otherwise, they may affect the secondary treatment system. They are reported to clog trickling filters, seals, or carbon beads.
- Screening is the filtration process for the separation of coarse particles from influent
- Stainless steel nets with varying pore sizes can be utilized
- Screens are cleaned regularly to avoid clogging
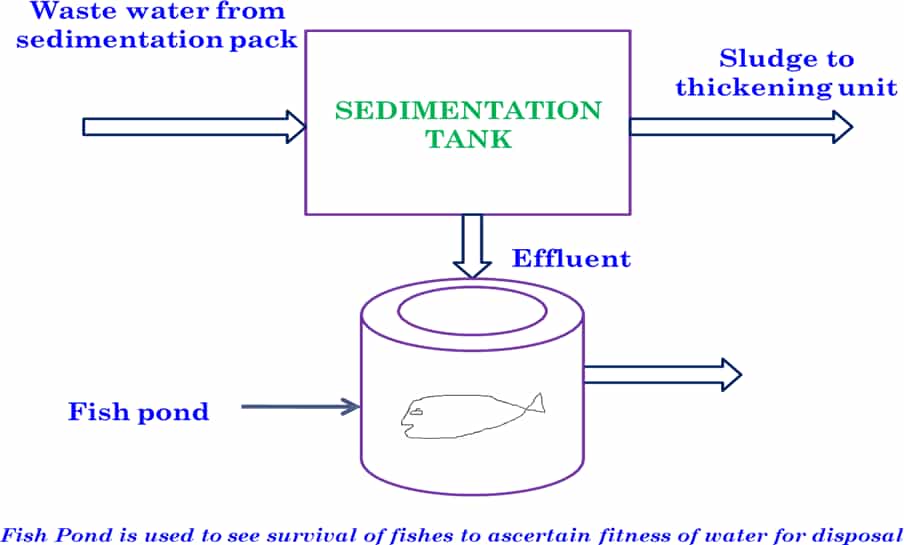
Sedimentation
- Physical water treatment process using gravity to remove suspended solids from The suspended matter in textile effluent can be removed efficiently and economically by sedimentation. This process is particularly useful for the treatment of wastes containing a high percentage of settable solids or when the waste is subjected to combined treatment with sewage.
- The sedimentation tanks are designed to enable smaller and lighter particles to settle under gravity. The most common equipment used includes horizontal flow sedimentation tanks and center-feed circular clarifiers. The settled sludge is removed from the sedimentation tanks by mechanical scrapping into hoppers and pumping it out subsequently.
- In this tank, sludge is settled down
- Effluent is discharged from the plant through a fish pond
- Sludge is passed to the sludge thickening unit
- Clarification: Used for separation of solids from fluids
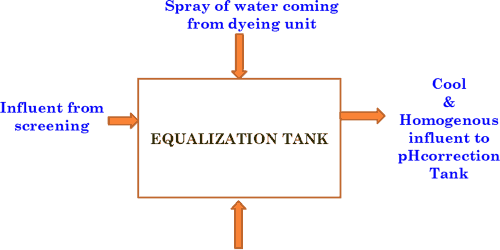
- Equalization: Effluent streams are collected into a sump pit. Sometimes mixed effluents are stirred by rotating agitators or by blowing compressed air from below. The pit has a conical bottom for enhancing the settling of solid particles
- Equalization makes the wastewater homogeneous
- Retention time depends upon the capacity of the treatment plant. (Generally, 8-16 hours)
Primary Treatment Level
Purpose: Removal of floating and settleable materials such as suspended solids and organic
Methods: Both physical and chemical methods are used in this treatment level.
Chemical unit processes
- Chemical unit processes are always used with physical operations and may also be used with biological treatment processes
- Chemical processes use the addition of chemicals to the wastewater to bring about changes in its quality.
Example: pH control, coagulation, chemical precipitation, and oxidation
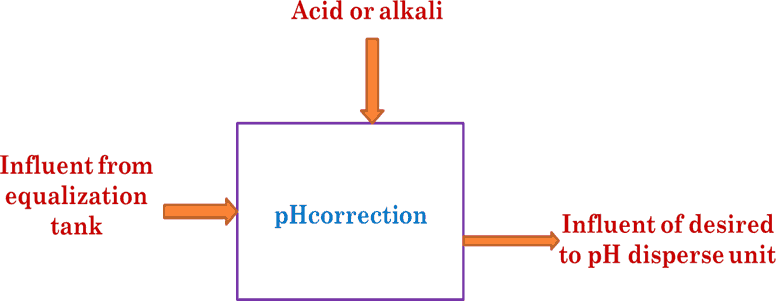
Neutralization: Normally, pH values of cotton finishing effluents are on the alkaline side. Hence, the pH value of equalized effluent should be adjusted. The use of dilute sulphuric acid and boiler flue gas rich in carbon dioxide is not uncommon. Since most of the secondary biological treatments are effective in the pH 5 to 9, the neutralization step is an important process to facilitate.
pH Control:
- To adjust the pH in the treatment process to make wastewater pH neutral
- For acidic wastes (low pH): NaOH, Na2CO3, CaCO3or Ca(OH)2
- For alkali wastes (high pH): H2SO4, HCl
Chemical coagulation and Flocculation
- Coagulation refers to collecting the minute solid particles dispersed in a liquid into a larger mass.
- Chemical coagulants like Al2(SO4)3 {also called alum} or Fe2(SO4)3 are added to wastewater to improve the attraction among fine particles so that they come together and form larger particles called flocks
- A chemical flocculent (usually a polyelectrolyte) enhances the flocculation process by bringing together particles to form larger flocs, which settle out more quickly
- Flocculation is aided by gentle mixing which causes the particles to collide
Chemical coagulation and Mechanical flocculation: Finely divided suspended solids and colloidal particles cannot be efficiently removed by simple sedimentation by gravity. In such cases, mechanical flocculation or chemical coagulation is employed.
In mechanical flocculation, the textile wastewater is passed through a tank under gentle stirring; the finely divided suspended solids coalesce into larger particles and settle out. Specialized equipment such as clariflocculator is also available, wherein a flocculation chamber is a part of a sedimentation tank.
In order to alter the physical state of colloidal and suspended particles and to facilitate their removal by sedimentation, chemical coagulants are used. It is a controlled process, which forms a floc (flocculent precipitate) and results in obtaining a clear effluent free from matter in suspension or in the colloidal state. The degree of clarification obtained also depends on the number of chemicals used. In this method, 80-90% of the total suspended matter, 40-70% of BOD, 5days, 30-60% of the COD, and 80-90% of the bacteria can be removed. However, in plain sedimentation, only 50-70% of the total suspended matter and 30-40% of the organic matter settles out.
The most commonly used chemicals for chemical coagulation are alum, ferric chloride, ferric sulfate, ferrous sulfate, and lime.
Secondary Treatment Level
Methods: Biological and chemical processes are involved in this level.
Biological unit process
- To remove, or reduce the concentration of organic and inorganic compounds.
- The biological treatment process can take many forms but all are based around microorganisms, mainly bacteria.
The main purpose of secondary treatment is to provide BOD removal beyond what is achievable by simple sedimentation. It also removes appreciable amounts of oil and phenol. In secondary treatment, the dissolved and colloidal organic compounds and colors present in wastewater are removed or reduced to stabilize the organic matter. This is achieved biologically using bacteria and other microorganisms. Textile processing effluents are amenable for biological treatments [3]. These processes may be aerobic or anaerobic. In aerobic processes, bacteria and other microorganisms consume organic matter as food. They bring about the following sequential changes:
- Coagulation and flocculation of colloidal matter
- Oxidation of dissolved organic matter to carbon dioxide
- Degradation of nitrogenous organic matter to ammonia, which is then converted into nitrite and eventually to
Anaerobic Processes
- The anaerobic treatment processes take place in the absence of air (oxygen).
- Utilizes microorganisms (anaerobes) that do not require air (molecular/free oxygen) to assimilate organic impurities.
- The final products are methane and biomass
Anaerobic treatment is mainly employed for the digestion of sludge. The efficiency of this process depends upon pH, temperature, waste loading, absence of oxygen, and toxic materials. Some of the commonly used biological treatment processes are described below:
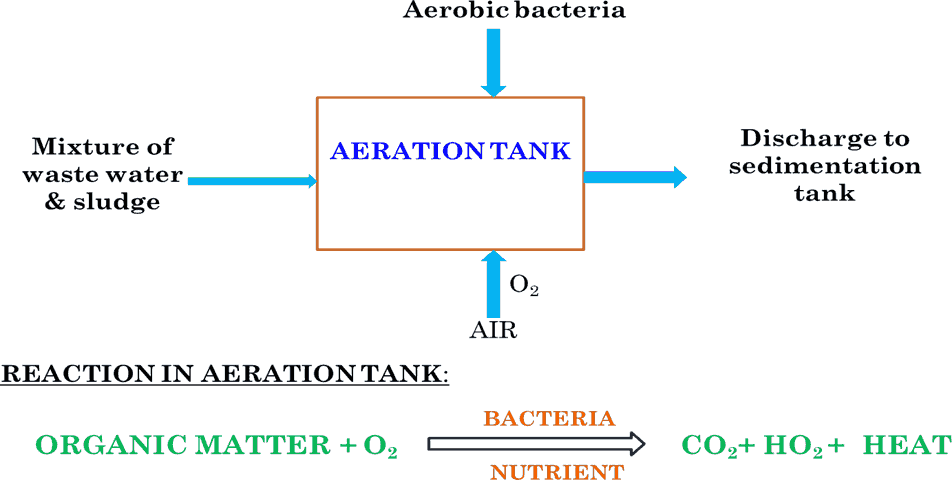
Aerated lagoons: These are large holding tanks or ponds having a depth of 3-5 m and are lined with cement, polythene, or rubber. The effluents from primary treatment processes are collected in these tanks and are aerated with mechanical devices, such as floating aerators, for about 2 to 6 days. During this time, a healthy flocculent sludge is formed which brings about oxidation of the dissolved organic matter. BOD removal to the extent of 99% could be achieved with efficient operation. The major disadvantages are the large space requirements and the bacterial contamination of the lagoon effluent, which necessitates further biological purification.
- The function of aeration is oxidation by blowing air
- Aerobic bacteria are used to stabilize and remove organic material present in the waste.
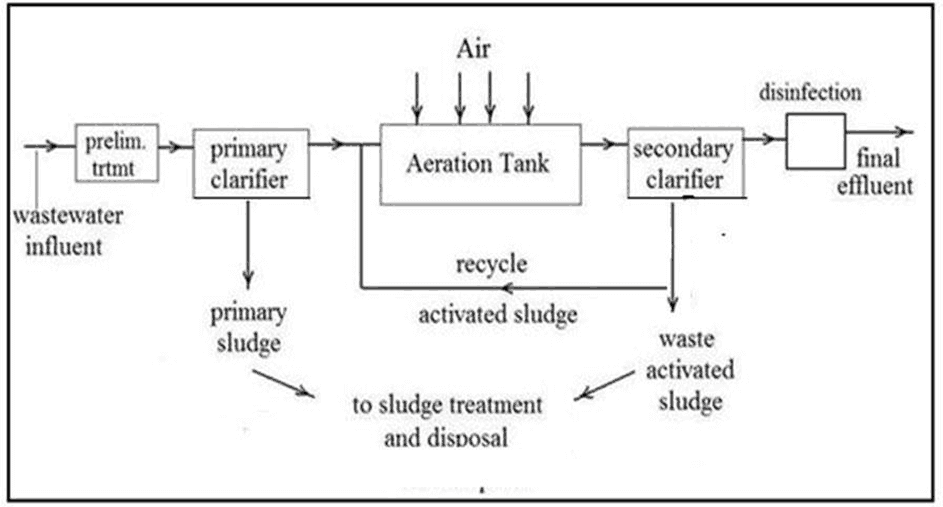
SCHEMATIC DIAGRAM OF AERATION
Trickling filters
The trickling filters usually consist of circular or rectangular beds, 1 m to 3 m deep, made of well-graded media (such as broken stone, PVC, Coal, Synthetic resins, Gravel, or Clinkers) of size 40 mm to 150 mm, over which wastewater is sprinkled uniformly on the entire bed with the help of a slowly rotating distributor (such as rotary sprinkler) equipped with orifices or nozzles. Thus, the wastewater trickles through the media. The filter is arranged in such a fashion that air can enter at the bottom; counter-current to the effluent flow and a natural draft is produced. A gelatinous film, comprising of bacteria and aerobic micro-organisms known as Zooglea, is formed on the surface of the filter medium, which thrives on the nutrients supplied by the wastewater. The organic impurities in the wastewater are adsorbed on the gelatinous film during its passage and then are oxidized by the bacteria and the other micro-organisms present therein.
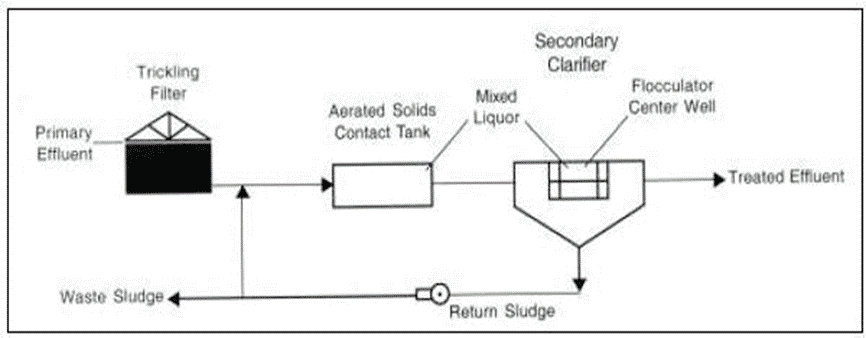
Activated sludge process
This is the most versatile biological oxidation method employed for the treatment of wastewater containing dissolved solids, colloids, and coarse solid organic matter. In this process, the wastewater is aerated in a reaction
tank in which some microbial floc is suspended. The aerobic bacterial flora brings about biological degradation of the waste into carbon dioxide and water molecules, while consuming some organic matter for synthesizing bacteria. The bacteria flora grows and remains suspended in the form of a floc, which is called Activated Sludge. The effluent from the reaction tank is separated from the sludge by settling and discharge.
A part of the sludge is recycled to the same tank to provide an effective microbial population for a fresh treatment cycle. The surplus sludge is digested in a sludge digester, along with the primary sludge obtained from primary sedimentation. Efficient aeration for 5 to 24 hours is required for industrial wastes. BOD removal to the extent of 90-95% can be achieved in this process.

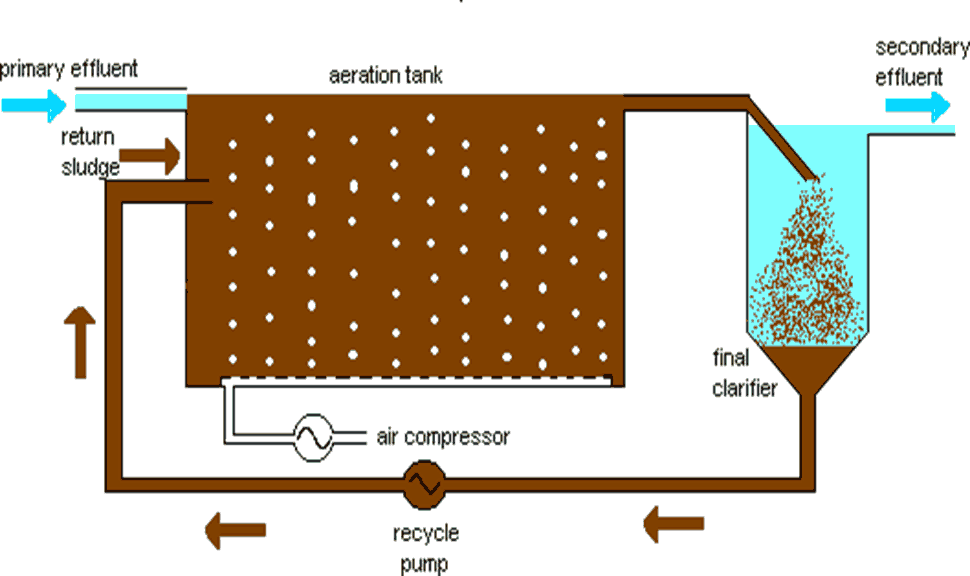
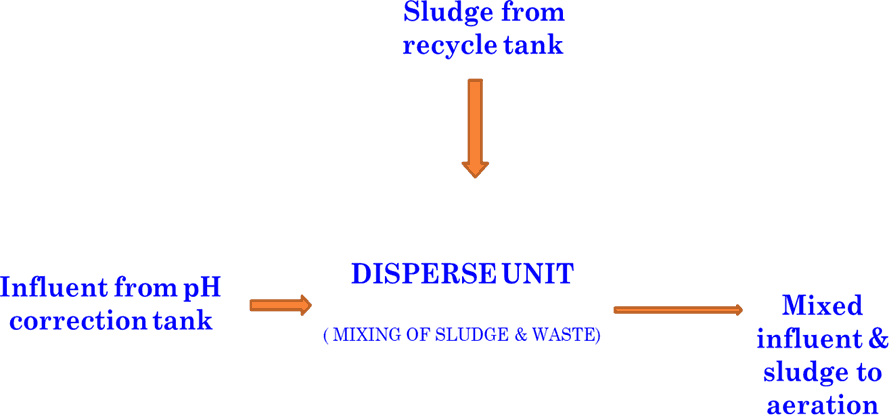
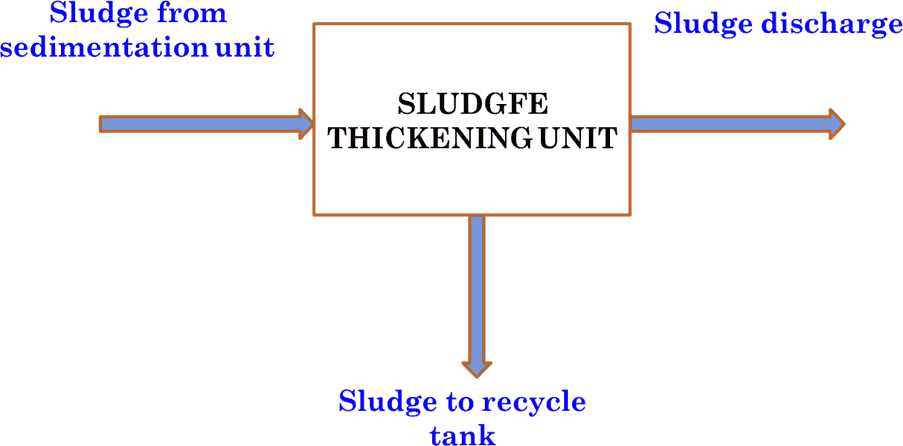
Sludge thickening unit
- Here sludge is dried and
- A partial amount of sludge is returned back to the aeration tank from thickening unit through recycle tank called return sludge tank and disperse

SCHEMATIC DIAGRAM OF SLUDGE THICKENING UNIT
Oxidation ditch
This can be considered as a modification of the Conventional Activated Sludge process. Wastewater, after screening in allowed into the oxidation ditch. The mixed liquor containing the sludge solids is aerated in the channel with the help of a mechanical rotor. The usual hydraulic retention time is 12 to 24 hrs and for solids, it is 20-30 days. Most of the sludge formed is recycled for the subsequent treatment cycle. The surplus sludge can be dried without odor on sand drying beds.
Oxidation pond
An oxidation pond is a large shallow pond wherein stabilization of organic matter in the waste is brought about mostly by bacteria and to some extent by protozoa. The oxygen requirement for their metabolism is provided by algae present in the pond. The algae, in turn, utilize the CO2 released by the bacteria for their photosynthesis. Oxidation ponds are also called waste stabilization ponds.
Anaerobic digestion
Sludge is the watery residue from the primary sedimentation tank and humus tank (from secondary treatment). The constituents of the sludge undergo slow fermentation or digestion by anaerobic bacteria in a sludge digester, wherein the sludge is maintained at a temperature of 35oC at pH 7-8 for about 30 days. CH4, CO2, and some NH3 are liberated as the end products.
Tertiary / Advanced Treatment
Purpose: Final cleaning process that improves wastewater quality before it is reused, recycled, or discharged to the environment.
Mechanism: Removes remaining inorganic compounds, and substances, such as nitrogen and phosphorus. Bacteria, viruses, and parasites, which are harmful to public health, are also removed at this stage.
Methods:
- Alum: Used to help remove additional phosphorus particles and group the remaining solids together for easy removal in the
- Chlorine contact tank disinfects the tertiary treated wastewater by removing microorganisms in treated wastewater including bacteria, viruses and
- The remaining chlorine is removed by adding sodium bisulfate just before it’s
It is worthwhile to mention that textile waste contains significant quantities of non-biodegradable chemical polymers. Since the conventional treatment methods are inadequate, there is the need for an efficient tertiary treatment process.
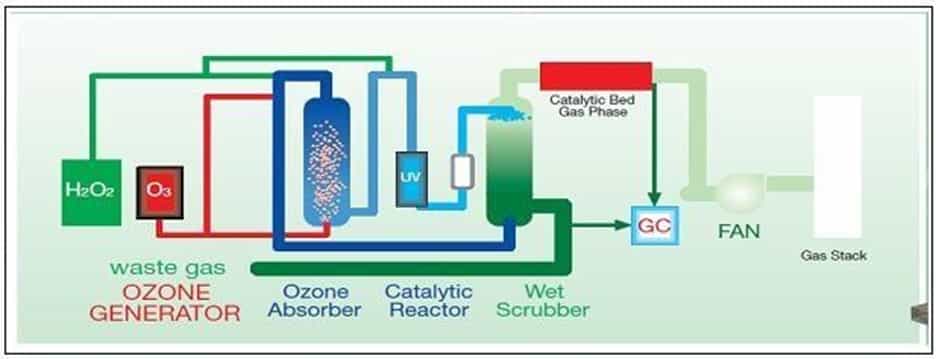
Oxidation techniques
A variety of oxidizing agents can be used to decolorize wastes. Sodium hypochlorite decolourizes dye baths efficiently. Though it is a low-cost technique, it forms absorbable toxic organic halides (AOX) [4].
Ozone on decomposition generates oxygen and free radicals and the latter combines with coloring agents of effluent resulting in the destruction of colors [5]. Arslan et al. investigated the treatment of synthetic dyehouse effluent by ozonization, and hydrogen peroxide in combination with Ultraviolet light [6]. The main disadvantage of these techniques is it requires an effective sludge-producing pre-treatment.
Electrolytic precipitation & Foam fractionation
Electrolytic precipitation of concentrated dye wastes by a reduction in the cathode space of an electrolytic bath has been reported although extremely long contact times were required.
Foam fractionation is an experimental method based on the phenomena that surface-active solutes collect at gas-liquid interfaces. However, the chemical costs make this treatment method too expensive.
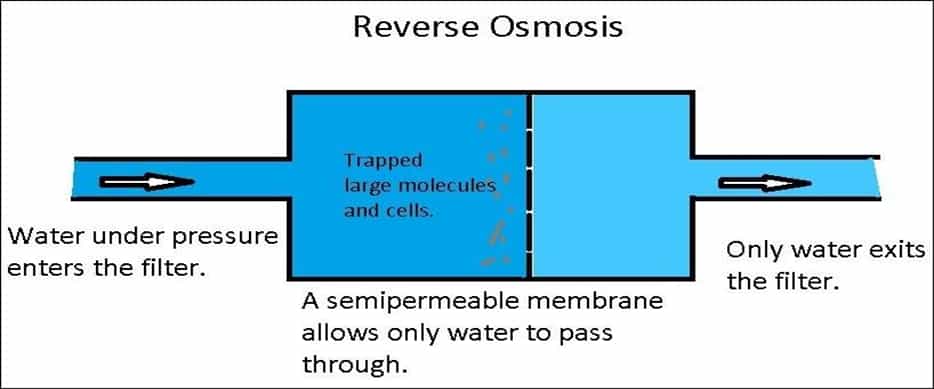
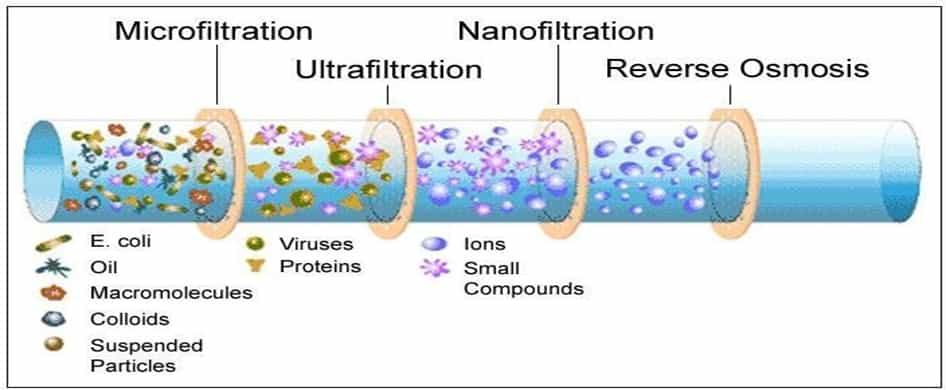
Membrane technologies
Reverse osmosis and electrodialysis are important examples of the membrane process.
The TDS from wastewater can be removed by reverse osmosis. Reverse osmosis is suitable for removing ions and larger species from dye bath effluents with high efficiency (up to > 90%), clogging of the membrane by dyes after long usage and high capital cost are the main drawbacks of this process.
The dyeing process requires the use of electrolytes along with the dyes. Neutral electrolyte like NaCl is required to have high exhaustion of the dye. For instance, in cotton dyeing, NaCl concentration in the dyeing bath is in the range of 25-30 g/l for deep tone and about 15 g/l for a light tone but can be as high as 50 g/l in exceptional cases. The exhaustion stage in reactive dyeing on cotton also requires a sufficient quantity of salt.
The reverse osmosis membrane process is suitable for removing high salt concentrations so that the treated effluent can be re-used again in the processing. The presence of electrolytes in the washing water causes an increase in the hydrolyzed dye affinity (for reactive dyeing on cotton) making it difficult to extract.
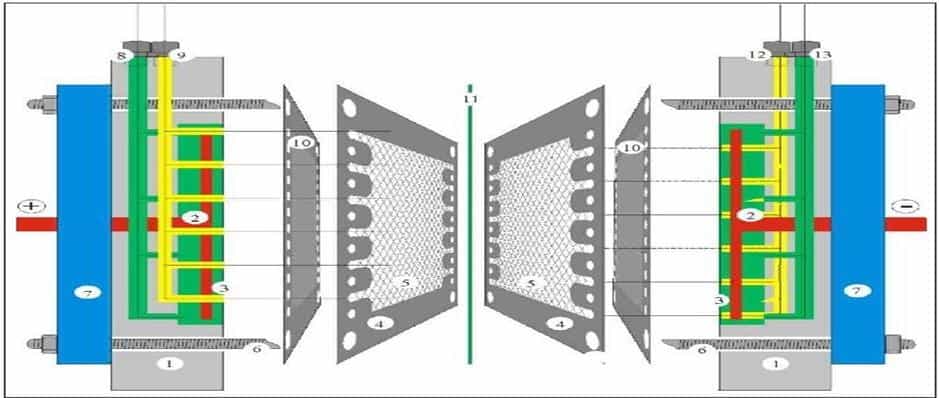
In electrodialysis, the dissolved salts (ionic in nature) can also be removed by impressing an electrical potential across the water, resulting in the migration of cations and anions to respective electrodes via anionic and cationic permeable membranes. To avoid membrane fouling it is essential that turbidity, suspended solids, colloids, and trace organics be removed prior to electrodialysis.
Electrochemical processes
They have lower temperature requirements than those of other equivalents non-electrochemical treatment and there is no need for additional chemicals. It also can prevent the production of unwanted side products. But, if suspended or colloidal solids were high concentration in the wastewater, they impede the electrochemical reaction. Therefore, those materials need to be sufficiently removed before electrochemical oxidation [9].
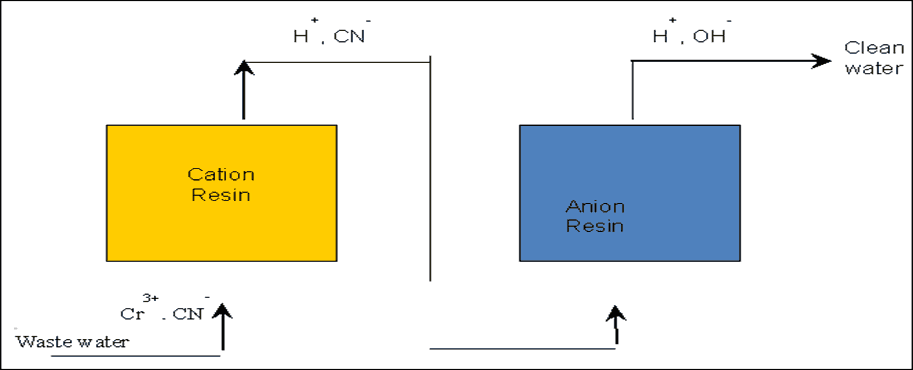
Ion exchange method
This is used for the removal of undesirable anions and cations from wastewater. It involves the passage of wastewater through the beds of ion exchange resins where some undesirable cations or anions of wastewater get exchanged for sodium or hydrogen ions of the resin. Most ion exchange resins now in use are synthetic polymeric materials containing ion groups such as sulphonyl, quaternary ammonium group, etc.
Photocatalytic degradation
An advanced method to decolorize a wide range of dyes depending upon their molecular structure. In this process, photoactive catalyst illuminates with UV light, generates highly reactive radical, which can decompose organic compounds.
Adsorption
It is the exchange of material at the interface between two immiscible phases in contact with one another. Adsorption appears to have considerable potential for the removal of color from industrial effluents.
Owen (1978) after surveying 13 textile industries has reported that adsorption using granular activated carbon has emerged as a practical and economical process for the removal of color from textile effluents.
Thermal evaporation
The use of sodium persulfate has a better oxidizing potential than NaOCl in the thermal evaporator. The process is eco-friendly since there is no sludge formation and no emission of toxic chlorine fumes during evaporation. The oxidative decolorization of reactive dye by persulphate due to the formation of free radicals has been reported in the literature.
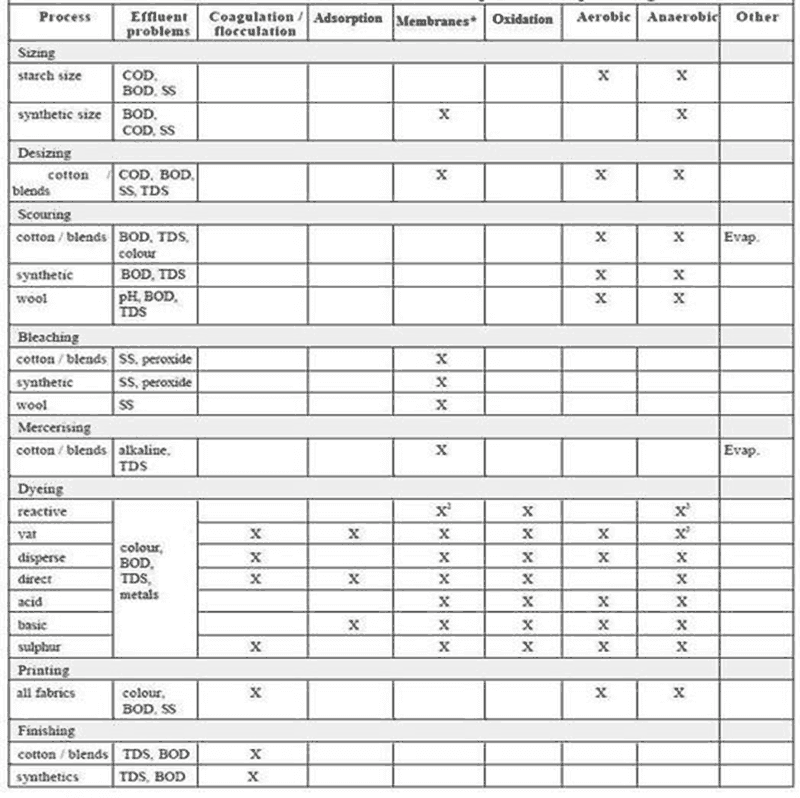
Effluent Treatment Practices: Textile industry encompasses a range of unit operations, which use a wide variety of natural and synthetic fibers to produce fabrics.
ETP SYSTEM FOR DYEING INDUSTRIES
Textile dyeing industries need a huge quantity of water for textile dyeing, which they normally pump out repeatedly from the ground or natural water sources resulting in depletion of groundwater level.
In the dyeing process textile industries generate huge quantity of toxic effluent containing colours, sodium sulphate, sodium chloride, sodium hydroxide and traces of other salts. These are generated after dyeing and after washing of garments / fabrics. After dyeing the waste water produced is called Dye Bath water and after washing the waste water generated is called wash water. Dye Bath contains higher solids in the range 4-5% whereas wash water contains only 0.5-1% solids.
Based on the above-mentioned fact “SSP” has developed a technology that can process such harmful toxic effluent water and transform it into reusable water. Thus, the textile industries will have the advantage of using the same water in the dying process repeatedly, also the salt used for dyeing can be reused or sold in the market. The technology offered by SSP can overcome all problems pertaining to environmental pollution in respect to textile dying industries.
EFFLUENT GENERATION AND CHARACTERISTICS
Wet processing of textiles involves, in addition to extensive amounts of water and dyes, a number of inorganic and organic chemicals, detergents, soaps, and finishing chemicals to aid in the dyeing process to impart the desired properties to dyed textile products. Residual chemicals often remain in the effluent from these processes.
In addition, natural impurities such as waxes, proteins, and pigment, and other impurities used in processing such as spinning oils, sizing chemicals, and oil stains present in cotton textiles, are removed during resizing (Desizing is the process of removing the size material from warp yarns after a textile fabric is woven.), scouring(Scouring is the process of removing the impurities such as oil, fat, wax dust and dirt from the textile material to make it hydrophilic).and bleaching(Bleaching is the chemical treatment for removal of natural coloring matter from the fabric). operations. This results in an affluent of poor quality, which is high in BOD and COD load.
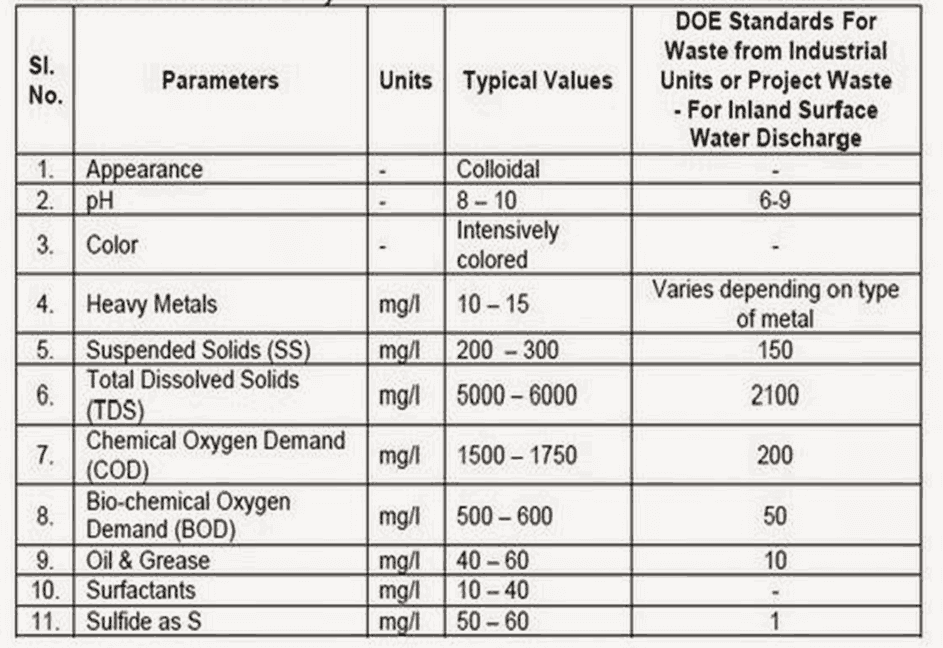
DISCHARGE QUALITY STANDARD FOR CLASSIFIED INDUSTRIES
There are various types of ETPs and their design will vary depending on the quantity and quality of the affluent, the amount of money available for construction, operation, and maintenance, and the amount of land available. There are three mechanisms for treatment which are: Physical, Chemical, and Biological. These mechanisms will often be used together in a single ETP.
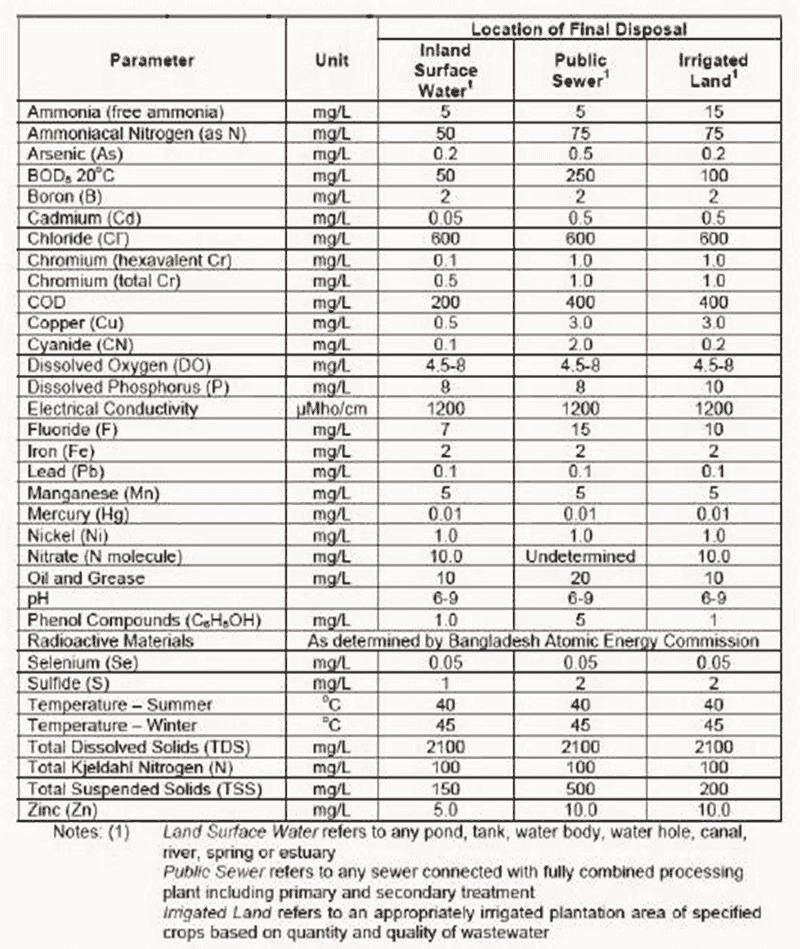
There are generally four levels of treatment, as described below:
- Preliminary: Removal of large solids such as rags, sticks, grit, and grease that may result in damage to equipment or operational problems (Physical);
- Primary: Removal of floating and settable materials, e. suspended solids and organic matter (Physical and Chemical);
- Secondary: Removal of biodegradable organic matter and suspended solids (Biological and Chemical);
- Tertiary: Removal of residual suspended solids / dissolved solids (Physical, Chemical, and Biological)
There are many ways of combining the operations and processes in an ETP:
- A properly designed biological treatment plant, which typically includes screening, equalization, pH control, aeration, and settling, can efficiently satisfy BOD, pH, TSS, oil, and grease However the compounds in industrial effluent may be toxic to the microorganisms so pre-treatment may be necessary. Most dyes are complex chemicals and are difficult for microbes to degrade so there is usually very little color removal.
- Another option is a Physico-chemical treatment plant, which typically includes screening, equalization, pH control, chemical storage tanks, mixing unit, flocculation unit, settling unit, and sludge dewatering. This type of treatment will remove much of the color depending on the processes It can be difficult to reduce BOD and COD to meet effluent standards and it is not possible to remove TDS.
- Most often, Physico-chemical treatment will be combined with biological The typical components of such a plant are screening, equalization, and pH control, chemical storage, mixing, flocculation, primary settling, aeration, and secondary settling. The physicochemical treatment always comes before the biological treatment units. Using a combination of treatments will generally reduce pollutant levels to below the discharge standards. 4-8
- Another form of biological treatment is the reed bed, which can be used with a settling tank, or in combination with other treatment processes, It presents a natural method of treating effluent which is often lower in the capital, operation, and maintenance costs. Reed beds can contribute to a reduction in color, a decrease in COD, increased dissolved oxygen, and a reduction in heavy metals, but function best with some form of pre-treatment.
As discussed, there are many options for the design of an ETP. The type of plant and the various components of the plant will depend on the characteristics of the effluent. In evaluating an ETP design in an application for an ECC, it is necessary to determine whether the components of the ETP are sized correctly for the flow and to assess whether the effluent is likely to meet the requirements of the discharge standards.
CASE-STUDY – Performance Evaluation of Effluent Treatment Plant for Textile Industry in Kolhapur of Maharashtra
Introduction
The textile industry is one of the leading sectors in the Indian economy as it contributes nearly 14 percent to the total industrial production (business.mapsofindia.com). The untreated textile wastewater can cause rapid depletion of dissolved oxygen if it is directly discharged into the surface water sources due to its high BOD value. The effluents with high levels of BOD and COD values are highly toxic to biological life. The high alkalinity and traces of chromium which is employed in dyes adversely affect the aquatic life and also interfere with the biological treatment processes (Palamthodi et al., 2011).
The quality of such effluent can be analyzed by their physicochemical and biological analysis. Monitoring of the environmental parameters of the effluent would allow having, at any time, a precise idea on performance evaluation of ETP and if necessary, appropriate measures may be undertaken to prevent adverse impact on the environment. The obtained results were very much useful in the identification and rectification of operational and maintenance problems and they can be also utilized to establish methods for the improved textile industry and plant waste minimization strategies.
The present textile industry is having a weaving capacity of 10 million meters per annum. During the production process, effluent generated in the plant is drained to ETP. The samples were collected daily and analyzed for Physico-chemical and biological parameters except for BOD as it takes three days for analysis for the period of one month during the training period. On average, approximately 200 liters of water are required to produce l kg of textiles. The risk factors are primarily associated with the wet processes- scouring, desizing, mercerizing, bleaching, dyeing, and finishing. Desizing, scouring, and bleaching processes produce large quantities of wastewater (Yusuff et al., 2004). The large volumes of wastewater generated also contain a wide variety of chemicals used throughout processing. These can cause damage if not properly treated before being discharged into the environment (C Parvathi et al., 2009).

Table 1: Effluent Characteristics from Textile Industry
| Process | Effluent composition | Nature |
|---|---|---|
| Sizing | Starch, waxes, carboxymethyl cellulose (CMC), polyvinyl alcohol (PVA), wetting agents. | High in BOD, COD |
| Desizing | Starch, CMC, PVA, fats, waxes, pectins | High in BOD, COD, SS,
dissolved solids (DS) |
| Bleaching | Sodium hypochlorite, Cl2, NaOH, H2O2, acids, surfactants, NaSiO3, sodium phosphate, short cotton
fibre |
High alkalinity, high SS |
| Mercerizing | Sodium hydroxide, cotton wax | High pH, low BOD, high DS |
| Dyeing | Dyestuffs urea, reducing agents, oxidizing agents, acetic acid,
detergents, wetting agents. |
Strongly colored, high BOD, DS, low SS, heavy metals |
| Printing | Pastes, urea, starches, gums, oils, binders, acids, Thickeners, cross-linkers, reducing agents, alkali | Highly colored, high BOD, oily appearance, SS slightly alkaline, low BOD |
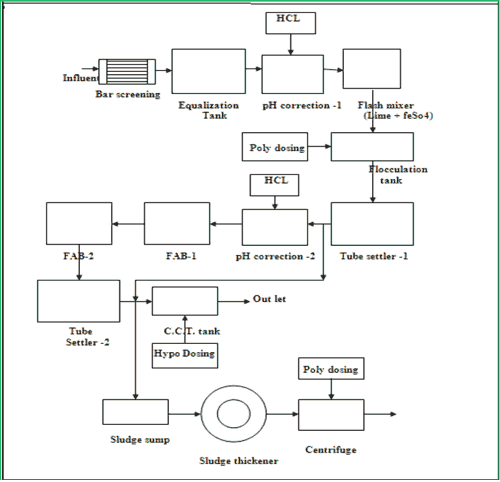
The flowsheet of ETP is shown in fig no. 2. The flowsheet to achieve the standard required as per the consent letter of Maharashtra Pollution Control Board comprises of the following units: 1] Screen Chamber 2] Equalization tank 3] Flash mixer 4] Flocculation Tank 5] Tube Settler-I 6] Fluidized Aerobic Bio-Reactor (FAB-I) 7] FAB-II 8] Tube Settler- II 9] Chlorine Contact Tank 10] Sludge Thickener 11] Centrifuge.
The wastewater generated from the plant is collectively passed through the screen chamber to remove the floating matter present in the wastewater. The quality and quantity of the wastewater are maintained in the equalization tank where an air blower is provided for the supply of oxygen. The wastewater then comes to the flash mixer in which lime and ferrous sulfate are the coagulants added to the wastewater with a detention time of 30 seconds. The floc gets formed due to the slow mixing and resultant settling of floc in the first tube settler reduces total suspended solids and BOD load on the secondary treatment.
The water is then allowed in the FAB-I where micro-organisms are attached to the media while media is suspended in the wastewater. The growth occurred in the media. The oxidation of organic matter is done with the help of micro-organisms. The sludge formed due to the biological processes gets settled in tube settler II. The wastewater treated by secondary treatment is then allowed in a chlorine contact tank to kill pathogens using the hypochlorite as a disinfectant. The treated wastewater is then sent to the common effluent treatment plant for further treatment. The sludge settled in the tube settlers is then sent to the sludge thickener then it is concentrated in a centrifuge using polyelectrolyte dosing. The concentrated sludge is sent to the hazardous waste disposal site at Rajangoan, Pune.
Results and Discussion
Table 1 shows the major processes involved in textile manufacturing and the nature of wastewater generated. For evaluating the performance of ETP, the accurate idea of the composition of effluents is very important. This is so because industrial effluents contain various pollutants that may alter the quality of the receiving water and the environment at large (Ogunlaja et al., 2009). The results of daily analysis of pH, COD, BOD and TDS, etc are represented in Table 2.
Table 2: Daily analysis of inlet and outlet parameters
| Date | Treated quantity | Inlet parameters | Outlet parameters | ||||||
|---|---|---|---|---|---|---|---|---|---|
| pH | COD | BOD | TDS | pH | COD | BOD | TDS | ||
| 15/6 | 1214 | 12.94 | 1422 | 298 | 2000 | 7.52 | 224 | 36 | 1900 |
| 16/6 | 1500 | 13.18 | 1436 | – | 2100 | 7.94 | 208 | – | 2000 |
| 17/6 | 1224 | 12.20 | 1234 | – | 1900 | 7.36 | 200 | – | 1800 |
| 18/6 | 1463 | 13.14 | 1152 | 278 | 1800 | 7.74 | 188 | 46 | 1700 |
| 19/6 | 1438 | 12.14 | 1218 | – | 1900 | 7.48 | 192 | – | 1800 |
| 20/6 | 370 | 12.10 | 1088 | – | 1700 | 7.62 | 188 | – | 1600 |
| 21/6 | 1010 | 12.92 | 1296 | 242 | 1800 | 7.94 | 196 | 36 | 1700 |
| 22/6 | 1188 | 12.18 | 1214 | – | 1900 | 7.30 | 180 | – | 1800 |
| 23/6 | 1850 | 13.14 | 1320 | – | 2000 | 7.62 | 202 | – | 1900 |
| 24/6 | 1057 | 13.18 | 1472 | 322 | 2100 | 7.68 | 184 | 42 | 1800 |
| 25/6 | 1203 | 12.84 | 1280 | – | 2000 | 7.92 | 194 | – | 2000 |
| 26/6 | 1341 | 13.88 | 1288 | – | 2000 | 7.95 | 190 | – | 1900 |
| 27/6 | 231 | 12.14 | 1120 | – | 2000 | 7.88 | 182 | – | 1700 |
| 28/6 | 1039 | 12.18 | 1320 | 310 | 2100 | 7.68 | 188 | 52 | 1800 |
| 29/6 | 1248 | 12.34 | 1228 | – | 2000 | 7.48 | 192 | – | 1700 |
| 30/6 | 1146 | 12.84 | 1286 | – | 2000 | 7.42 | 204 | – | 1800 |
| 31/6 | 1347 | 13.88 | 1328 | – | 2100 | 7.9 | 210 | – | 1700 |
| 02/7 | 937 | 13.14 | 1296 | – | 1900 | 7.68 | 180 | – | 1800 |
| 03/7 | 1806 | 13.10 | 1232 | 320 | 1800 | 7.33 | 192 | 72 | 1600 |
| 04/7 | 132 | 12.18 | 1140 | – | 1900 | 7.58 | 182 | – | 1800 |
| 05/7 | 879 | 13.34 | 1320 | – | 1800 | 7.94 | 200 | – | 1800 |
| 06/7 | 1006 | 13.22 | 1328 | 358 | 1900 | 7.68 | 188 | 72 | 1800 |
| 07/7 | 819 | 12.64 | 1280 | – | 2000 | 7.95 | 216 | – | 1900 |
| 08/7 | 1162 | 12.84 | 1424 | – | 2100 | 7.9 | 236 | – | 1800 |
| 09/7 | 1061 | 12.18 | 1104 | 282 | 2000 | 7.68 | 180 | 56 | 1700 |
| 10/7 | 1026 | 12.94 | 1248 | – | 2000 | 7.6 | 210 | – | 1800 |
| 11/7 | 287 | 11.98 | 1120 | – | 1900 | 7.34 | 188 | – | 1700 |
| 12/7 | 939 | 12.08 | 1280 | 294 | 1900 | 7.98 | 192 | 80 | 1800 |
| 13/7 | 1105 | 12.50 | 1136 | – | 2000 | 7.94 | 184 | – | 1900 |
| 14/7 | 1169 | 12.88 | 1210 | – | 2100 | 7.98 | 220 | – | 1800 |
| 15/7 | 964 | 12.22 | 1200 | 284 | 2000 | 7.92 | 182 | 36 | 1900 |
The color of the effluent was brownish-black. In- complete use and the washing operations give the textile wastewater a considerable amount of dyes (Palamthodi et al., 2011). It has been documented that residual color is usually due to insoluble dyes which have low biodegradability as reactive blue 21, direct blue 80, and vat violet with COD/BOD ratios of 59.0, 17.7, and 10.8 respectively (Adel Al-Kdasi et al., 2004).
Coagulation and flocculation help to remove the color of the effluent (Wong, 2007). The Ph of the raw effluent is very high as the incoming wastewater is highly alkaline in nature. The bleaching agents used in the process are reasons for high alkaline wastewater.
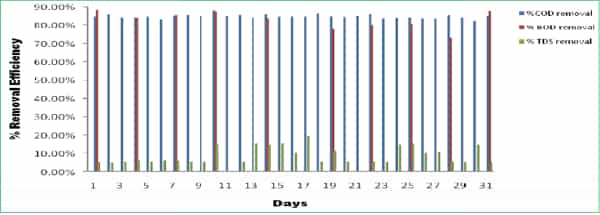
The pH correction is done with the help of HCL and brings down to neutral which is favorable pH for biological treatment. TDS are composed mainly of carbonates, bicarbonates, chlorides, phosphates and nitrates, calcium, magnesium, potassium and manganese, organic matter salts, and other particles. No appreciable change was observed in the values of dissolved solids in the treated effluent. TDS detected could be attributed to the high color from the various dyestuffs being used in the textile mills (Mohabansi et al., 2011).
FAB consists of a tank filled with specially developed media. These media are made of special materials of suitable density that can be fluidized using an aeration device through diffusers. A bio-film develops on the media, which move along The COD and BOD of raw effluent varied from 1104 to 1475 mg/l and 242 to 358 mg/l respectively. The effluent in the reactor. The movement within the reactor is generated by providing aeration with the help of higher values of COD and BOD in raw effluent of diffusers placed at the bottom of the reactor.
This is attributed to the presence of chemical substances and breakdown of raw material used for the preparation of fiber respectively. The COD and BOD of treated effluents were reduced significantly to a greater extent due to the biological treatment process for which the effluent is passed through FAB I and The thin film on the media enables the bacteria to act upon the bio-degradable matter in the effluent and reduce BOD/COD content in presence of oxygen from the air used for fluidization (sanllersystems.com).
Most of the studied parameters are well within the Safety officer, Raymond Zambaiti Ltd, Kolhapur permissible limit prescribed by MPCB because the industry has installed an adequate treatment system to treat the raw effluent. The treated effluent is applicable for the land application so it is used for green belt development in the industrial premises and 30% for his guidance, suggestions, and encouragement. of the total effluent treated is reused for this purpose. The disposal of excess treated effluent to a common effluent treatment plant is the best and effective and environmentally acceptable option for better downstream conditions.
IMPORTANCE OF EFFLUENT TREATMENT PLANT
Water is one of the most important natural resources that is one of the basic necessities of human life. Water is used for a number of purposes, but it is used mainly for drinking. Apart from household uses, it is also used for several industrial purposes. Though water is found in abundance in nature, most of it is contaminated, and therefore it needs to be treated so that it can be recycled.
ADVANTAGES
ETP plant plays a vital role in industrial wastewater treatment as well as sewage generated from the household. The effluent treatment plant is essential for both small-sized and medium-sized industries because it helps them in disposing of the effluent generated during their facilities. The Effluent treatment system has various benefits some of them are
1. Help to Generate Clean Reusable Water
ETP plant generated by the top and reputed organizations ensures that it will bring clean and safe water. Before the introduction of this electronic device, hardly a few people were aware that impure water could be reused. Now due to the advancement in technology, the ETP plants are based on modern and advanced technology which ensures that an ETP plant will eliminate entire toxins from water to generate safe and clean water.
2. Save Your Money
To protect the environment, no industries can drain off their wastewater until it is entirely contamination-free. The wastewater of various industries can lead to different kinds of health issues. Thus, there are several standards, set by the government, and all the industries should match those standards before they drain off the water. Therefore, before the introduction of the ETP plant, it was costly but due now a day the ETP plant costs comparatively less.
3. Save Water
An effluent treatment plant is based on advanced technology which can eliminate all kinds of contamination present in the water. As a result, they can be reused. Thus, it avoids the wastage of water. Along with that if you are concerned about the carbon footprint, then again ETP plant can be the best option for you.
4. Saves our planet
ETPs remove any unsafe chemical from water in order to treat it and make it ready for reuse. So, when this treated water will enter the ground, it will leave no negative effect on the planet. ETPs are bliss for the industry owners.
Conclusion
The textile industry is one of the leading sectors in the economy as it contributes to total industrial production. The untreated textile wastewater can cause rapid depletion of dissolved oxygen if it is directly discharged into the surface water sources due to its high BOD value. The effluents with high levels of BOD and COD values are highly toxic to biological life.
The high alkalinity and traces of chromium which is employed in dyes adversely affect the aquatic life and also interfere with the biological treatment processes. The quality of such effluent can be analyzed by their physicochemical and biological analysis.
Monitoring of the environmental parameters of the effluent would allow having, at any time, a precise idea on performance evaluation of ETP and if necessary, appropriate measures may be undertaken to prevent adverse impact on the environment. The obtained results will be very much useful in the identification and rectification of operational and maintenance problems and they can be also utilized to establish methods for improvement.
There is a various organization that manufactures ETP plant which makes the selection of the best ETP plant difficult. And for this, you need the help of an expert professional. There is a various factor that you need to get aware like which brands of ETP plant are best or which feature you need so that you can eliminate all kinds of contamination present in water. As various organize, impure water may contain different types of water impurities, thus before buying get in touch with the expert professionals.







This article on “Effluent Treatment Process in Garment Manufacturing” provides valuable insights into the importance of treating textile wastewater to protect aquatic life. It highlights various treatment technologies and their role in reducing environmental impacts. A must-read for textile industry professionals.