
Over the past few decades, different denim washing techniques have been developed and used on different materials to create a large variety of designs for trendy denim garments and jeans. Special colour effects and washed/vintage looks are often achieved in denim garments. The hand feel of the washed goods is relatively superior, which makes them suitable for leisurewear. These effects are difficult to achieve through other processing techniques.
The results obtained from denim washing represent a combined effect of colour dissolution, destruction of the dye and mechanical abrasion, which sometimes causes the removal of surface fibres from the materials. Thus surface dyed (ring dyed effect) colours in denim garments are more easily washed down during the washing process.
According to textile terms and definition, denim is defined as ‘Traditionally a 3/1 warp-faced twill fabric made from the yarn-dyed warp and undyed weft yarn. Typical construction of the fabric is 32 × 19; 45 × 54 tex; 310 g/m2. More recently, other weaves have been used with lighter constructions’. Jeans are defined as ‘A 2/1 or 3/1 warp-faced twill fabric used chiefly for overalls or casual wear with a typical construction of 35 × 24; 32 × 21 tex cotton. Although by definition, denim and jeans refer to different things, they now mean the same thing in the market. Conventionally, warp yarn in denim fabric is dyed with indigo with a ring dyeing effect.
As a result, the washing technique and effect described in this chapter are based on indigo dyed fabric.
Evolution of denim garment washing
Denim garments in the market are originally stiff and uncomfortable when they were first purchased because of the finishing system used for denim fabrics. Generally speaking, after weaving, the heavily sized fabric is subjected to desizing and compressive shrinkage treatments. After the treatments, the softness of the denim fabric is seriously affected. In the past, many consumers used to take a newly purchased pair of jeans home and soften it by washing them once or several times before the first wearing.
Swicegood (1994) reviewed the evolution of denim garment washing. In the earliest evolution, the garments were laundered (prewashing) by the manufacturer before selling. These ‘prewashed’ denim garments had a slightly faded appearance and a softer hand that felt comfortable. These prewashed garments generated a trend of fashion and consumers were willing to pay the extra cost involved in this additional processing.
As the popularity of prewashed garments grew, the idea of using abrasive stones to accelerate the colour fading process was developed and ‘stone washing’ became the second step in the evolution. Pumice stones were included in the washing process or tumbled with the damp garments to wear down the stiffest portions, for example, belt areas, cuffs and pockets. The third development was the use of chlorine (e.g. sodium hypochlorite as a bleaching agent) in the washing process.

A new and colour lightened blue denim garments category was the result. With the use of chlorine bleaching, in 1987–1989, ‘ice washing’ was developed, in which the pumice stones were first pre-soaked in the bleaching agent and then tumbled with dry or slightly damp garments. In the industry, ‘ice washing’ has alternative names such as ‘acid wash’, ‘snow wash’, ‘white wash’ and frosting, etc. Actually, the term ‘acid wash’ is a misleading term because mineral acids are not used for this process.
Other than bleaching agents, the use of enzyme (cellulase) treatment to obtain the colour fading effect similar to the stone washing effect in denim garments has attracted considerable interest over the past several years. The primary attraction is to reduce or eliminate the need for stones or to reduce the time needed to obtain the desired abrasion effect. Moreover, using pumice stones to abrade denim garments is destructive to equipment.
In addition, the pumice stones, after washing, get entrapped in pockets of denim garments which must be removed by hand, leading to increased labour and production cost. Also, stone particles and grit play havoc in the effluent. For these reasons, the use of cellulase was promoted with the promise of eliminating stone as the abrasive agent for achieving the ‘stone wash’ look. However, because of the increased time and other considerations, the trend today is to use combinations of stone and cellulase to achieve the worn and faded look in denim garments.
With the increasing awareness about and concern for environmental issues, such as large amounts of effluents produced and high consumption of water and energy, wet processes related to denim washing are considered as not environmentally friendly. To address the environmental concerns, dry finishing techniques such as plasma and laser treatments have been introduced as an alternative to conventional wet processing.
Washing is the final process of denim garments
Washing can be considered the final process in denim production and is the core of denim finishing. The washing of denim is directly related to the aesthetic, quality and value of denim garments. In processing, sizing and colouration form the base of colour in denim garments (Wang, 1995). However, the washing process is the key to creating the style in denim garments which is now becoming an art of creating fashion trends (Zheng, 2009).
The three dimensional (3D) effect and worn look can be achieved through different types of finishing and washing processes. Under the influence of different chemicals, washing conditions and washing equipment used, different final effects can be achieved in denim garments. As a result, the washing of denim and jeans is aimed at :
- Preshrinking for good dimensional stability during selling and
- Removing sizing agents and unfixed dyes to remove contaminants added during the manufacturing process so as to generate ‘clean’ denim Also, the washing can increase the surface lustre and lightness of the fabric.
- Improving the hand feel through various finishing processes such as softening, stiffening or polishing to enhance the comfort of denim garments.
- Improving aesthetic properties through fading, bleaching or tinting processes. After these treatments, cloudy, frosted, wrinkle, ground or peach skin effects are achieved which finally affect aesthetic properties.
- Improving the functional properties such as wrinkle-free, anti-soil, water repellence, oil repellence or antistatic, etc.
- Improving the quality in cases of poor colour yield, dimensional stability, colour fastness or improper surface treatment.
Classification of washing techniques
General finishing sequence of denim
There are almost countless variations of processing techniques used by designers and textile chemists to achieve fashionable looks that are distinctive and desirable. Only the basic treatment conditions are addressed in this chapter; the number of variations is very large and the evolution of chemical and mechanical techniques is continuing. There often are some secretive and proprietary methods. Regardless of the specific look and name chosen, the following are the process steps normally used to attain the desired results.
Desizing → Rinsing → Washing (abrasion) → Rinsing → Softening → Drying → Packing.
In denim garments, preparation consists primarily of desizing, which enables sub- sequent chemical and mechanical treatments (washing/abrasion) by removing the previously applied warp size. Untreated denim garments are extremely rigid due to the size applied at the yarn stage for increasing weaving efficiency, by coating the yarn with a protective outer layer that retards yarn breakage.
The sizing remains in the yarn after the fabric is woven and, therefore, provides the fabric stiffness necessary for more efficient sewing of garments. Sizing is typically made up of starch (or polyvinyl alcohol/starch), binders and waxes and lubricants (The Hong Kong Cotton Spinners Association, 2007). Additionally, finishes containing starch and/or polyvinyl alcohol are applied to denim as a topical finish before the fabric is shipped to the sewing plant. After desizing, denim garments are rinsed to remove all size materials before washing/ abrasion.
Different washing/abrasion techniques are introduced in the following sections. Again after the washing/abrasion processes, denim garments are rinsed to remove unwanted materials from the fabric surface. Then a softening process enhances the hand feel and softness of the denim garments. Finally, the denim garments are dried and packed for delivery.
Desizing
The most popular method of removing starch from denim garments is to use the amylase enzyme. This product can break down the long starch molecular chains (water-insoluble) into smaller molecules (water-soluble) which can be more easily washed away. The removal of starch from the fabric being desized can also usually release some quantities of indigo into the bath. Therefore, a neutral pH nonionic surfactant is used for suspending loose dye in the water, to prevent redeposition onto the garments as well as to aid penetration of the desizing liquor into the interior of the fibres. It is also important to follow the desizing bath with a hot water rinse. The introduction of cold water onto the denim garments at this point can resolidify the fats and waxes and tends to redeposit the gelatinous components unevenly on the surface.
Regular washing
Regular washing is the simplest and most commonly used washing method for denim garments. The degree of colour fading using regular washing is comparatively slight, but it provides uniformity, depending on whether it is deeply dyed classic denim or only moderately dyed with poor penetration. Generally speaking, detergent is used for regular washing for about 15 min at temperatures between 60 °C and 90 °C. Softening is applied after the washing process. Regular washing can improve the softness and comfort properties of denim garments as well as enhance the aesthetic property. Depend- ing on the time and amount of chemicals used, regular washing can be classified into
- light washing (washing time about 5 min);
- normal washing (washing time about 15 min);
- heavy washing (washing time about 30 min).
However, there is no significant distinction between light, normal and heavy regular washing as it depends on the actual washing conditions (Chong, 1994; Zhao, 2008; Li and Liu, 2013). The General regular washing process is as follows:
Wetting → Desizing → Regular washing → Softening.
Bleach washing
Bleach washing is normally carried out with a strong oxidative bleaching agent such as sodium hypochlorite (NaOCl) or potassium permanganate (KMnO4). Bleach washing may be carried out with or without the addition of stone. The bleach washing effect and decolouration usually depend on strength of the bleach liquor, liquor quantity, temperature and treatment time. The bleached fabric materials should be properly anchored or washed with peroxide to reduce the subsequent yellowing or tendering of the bleached denim fabric. The basic steps of denim bleach washing are as follows (Chong, 1994; Zhao, 2008; Pal, 2010):
Garment loading with or without stone → Desizing (10–15 min, at 55–60 °C) → Rinsing → Bleaching (15–30 min) → Rinsing →Bleaching with cold water → Optical brightening → Softening (Chong, 1994).
At any process stage, if sodium hypochlorite is used, the characteristics of the chemical must be taken into account to assure minimum fabric degradation while achieving the desired colour fading effect. In storage, the active chlorine content of sodium hypo- chlorite solution loses daily, especially in hot weather. Therefore, concentration should be checked before dosing the washer. The pH range used in sodium hypochlorite bleach washing is critical because of the formation of hypochlorous acid.
It is often not possible to use pH paper for measuring sodium hypochlorite solutions because many indicators get bleached during the measurement. However, when a slight excess of hydrogen peroxide is added to the test solution, the hypochlorite is destroyed without altering the pH. There are many indicators such as universal indicators, phenolphthalein and thymol blue which are not sensitive to traces of hydrogen peroxide. There is greater danger in pH when used in bleaching than is the case with sodium hypochlorite because of carbonate formations (from atmospheric carbon dioxide).
Sodium carbonate is formed in the solution which can help buffer the pH. However, an alkaline buffer is recommended for sodium hypochlorite baths. In the sodium hypochlorite process, after treatment, all chlorine must be cleared from the fabric by use of an antichlor, such as hydrogen peroxide, sodium bisulphite or sodium thiosulphate. Hydrogen peroxide is often chosen as it not only neutralises chlorine but also offers the advantage of additional whitening during the process. On the other hand, bisulphite or thiosulphate are used for the antichlor process.
The normal pH use range for sodium hypochlorite bleaching is 9–1.5, where bleaching species of the chemical are most stable. The stability decreases rapidly above 55–60 °C. Therefore, these variables must be controlled to ensure that the cellulose substrate is not damaged. If damage is occurring, lower temperature or concentration or a shorter cycle should be considered. Buffers should also be added to the sodium hypochlorite bath to aid in controlling the pH.
Some surfactants perform this role, acting as dual agents to provide alkalinity and aiding in wetting and penetration of the fabric by the chemical bath. Another negative property of sodium hypochlorite is the ability to form chloramines with protein impurities in cotton, which tend toward yellowing and ageing. This source of yellowing is a function of impurities in cotton itself.
In the case of potassium permanganate, manganese oxide (MnO2), a brown and water-insoluble compound is produced as a by-product. Some of the preventive methods involve high-temperature water rinsing, use of chelating agents, good detergent and mechanical agitation, and especially a sufficient number of reduction stages, scouring and rinses to completely remove the residual materials. However, the most effective way to remove MnO2 is by treating the fabric with oxalic acid (Li and Liu, 2013). Limitations of bleach washing (Pal, 2010):
- The same level of bleaching is very difficult to achieve in repeated
- Bleaching treatment sometimes damages cellulose, resulting in strength loss and or pinholes at the seam, pocket, etc.
- Bleaching liquor is harmful to human health. This may also cause corrosion to the machine
- Bleaching treatment needs antichlor treatment to eliminate the subsequent yellowness in the
- Chlorinated substances occur as abundant products in bleaching, and pass into the effluent where they cause severe environmental pollution.
Stone washing
Volcanic rocks or pumice stones (Figure 1.1) are added during washing as abradants. The colour fading is more apparent but less uniform. The degree of colour fading depends on the washing time (60–120 min), stone ratio (weight of stones relative to the weight of the garment) (0.5: 1–3:1), size of stones (diameter: 1–7 cm), liquor ratio (∼10:1) and garment load (Chong, 1994; Pal, 2010; Li and Liu, 2013). The world’s major pumice stone supplying countries include the USA, Turkey, Italy, Germany, Iceland, New Zealand, Japan, Indonesia and the Philippines. The basic steps of denim stone washing are as follows (Chong, 1994):
Desizing (10–15 min) → Rinsing → Stone washing → Rinsing (with perborate and optical brightener if necessary) → Softening.

Stone washing of denim fabric gives a ‘used’ or ‘vintage’ look to the garments. This is due to the varying degree of abrasion in the garment. Traditionally, stone washing of denim garments is carried out with pumice stones to achieve a soft hand and desirable look. The pumice stones having an oval and round shape with a rough surface work as an abradant in the washing cycle. The variations in shape, composition, hardness and porosity result in different washing effects in the denim fabric.
During washing, these stones scrape off dye particles from the surface of the yarn of the denim fabric which shows a faded, worn out and brilliance effect in the denim fabric. From ring dyeing of denim fabric and heavy abrasion during stone washing, the fading is more apparent but less uniform. Stone washing makes the denim garments more supple so that they fit comfortably. To get the desired washed effect, the stone should be of proper hardness, shape and size. For heavyweight denim fabric, large and hard stones are suitable and also last longer. Similarly, smaller and softer stones are suitable for lightweight denim fabrics (Pal, 2010; Paul and Naik, 199c).
Effect of stone ratio
Figure 1.2 shows that with a stone ratio below 0.5:1, no significant colour fading effect in the denim garments is noted. When the stone ratio is high, the colour fading effect becomes enhanced. However, too high a stone ratio may cause severe abrasion leading to fabric damage.
Effect of stone size
Figure 1.3 shows the effect of stone size on the colour fading effect. It is noted that the smaller the stone size, the better is the colour fading effect. In addition,


Small stones can provide an even and uniform abrasion effect, but the colour contrast produced is not good when compared with large stones (Kan, unpublished data).
Effect of stone washing time
Figure 1.4 shows the colour fading effect under the influence of stone washing time. It is shown that after 90 min, there is no further increase in the colour fading in denim garments (Kan, unpublished data). Stone washing of denim fabric with pumice stones has some disadvantages and limitations, such as (Pal, 2010):
- Stones may cause wear and tear of the fabric and may damage the washing machine from abrasion of the stone with fabric or machinery parts.
- It may also create the problem of environmental disposition of waste of the grit produced by the stones.
- Increase the labour cost required to remove stone dust from finished Denim garments are required to be washed several times for complete removal of the stones.
- The stone washing process may cause back staining and redeposition
- The process is nonselective
- Metal buttons and rivets in the garments, as well as the drum of the washing machine sometimes, get abraded which substantially reduces the quality of the garment and the life of the equipment
Enzyme washing
In enzyme washing, cellulase enzymes are used. Hydrolysis of the cellulose, which is catalysed by cellulase, causes the surface fibres to become weakened and later they get removed when there is either fabric-to-fabric abrasion or fabric-to-stone abrasion during washing. The temperature and the pH used are specific to the type of cellulase employed. Usually, neutral cellulases are applied at pH 6–7, while acid cellulases are applied at pH 4.5–5.5 (). However, the latter result in a greater extent of back staining, being more penetrative. An enzyme dose of 2–4 g/L is normally sufficient, provided that the enzyme activity is not impaired.

In general, the colour of the enzyme washed goods is more uniform, particularly when the stone is not added. Because cellulases are reactive only on cellulose, any size materials or other impurities must be removed before the cellulase treatment. The basic steps of denim enzyme washing are shown as follows (Chong, 1994; Zhao, 2008):
Desizing (10–15 min) → Rinsing → Enzyme washing, e.g. 30–60 min at 50–60 °C with pH 4.5–5.5 → Hot rinsing, e.g. 80 °C → Softening (Chong, 1994).
Temperature is the most important factor in enzyme treatment. Generally speaking, enzyme reaction increases with temperature but it is only activated within a temperature range in which the enzyme structure remains stable and unchanged. Beyond this optimum range, the enzyme activity decreases sharply as the protein structure of the enzyme is tangled through thermal agitation.
There is a trend of increase of colour fading effect when temperature increases from 50 °C to 60 °C (Kan, unpublished data). This is because the enzyme reaction is activated by higher temperatures within the optimum temperature range and thus more surface fibres are hydrolysed by cellulase (Aly et al., 2004) and the weakened fibres are removed by abrasion of fabrics and mechanical agitation (Dhurai and Natarajan, 2007). The indigo dye particles are also removed along with the cotton fibres.
The mechanical action can provide a colour fading effect of denim garments in enzyme washing. The specimen treated without any agitation has a better colour fading effect than that treated with mild and vigorous agitation because the fibres are weakened after treating with enzyme alone and are not well removed by mechanical agitation (Vishnu Vardhini and Selvakumar, 2006; Kan and Wong, 201). The surface of fabric becomes hairier and a layer of fuzz gets formed on the surface (Cavaco-Paulo, 1998). For specimens treated under vigorous agitation, a biopolishing effect is obtained. The weakened fibres are well removed by strong mechanical agitation, and thus a cleaner and smoother surface are produced and the fabric has a lighter shade as dye particles are also removed with cellulose fibres (Kan, unpublished data).
Longer enzyme treatment time prolongs enzymatic degradation of cellulose and the time for further abrasion. It is shown that the colour fading effect increases with increased treatment time. The increase in colour fading effect is mainly due to desorption of dye particles that are weakly adsorbed on fabric. In addition, the increased colour fading effect with more time is also due to the fuzziness of fabric caused by the prolongation of the enzyme treatment. With a longer treatment time, cellulase effectively hydrolyses fragments of cotton fibrils (Aly et al., 2004; Kan and Wong, 201) and thus the fabric is less fuzzy than the original (Kan and Wong, 201). Usage of cellulase has some distinct advantages, such as (Pal, 2010):
- Cellulase is economical and environmentally friendly as compared with stone washing using pumice stones. The percentage of fabric damages is reduced with cellulase treatment. The enzymatic treatment of denim fabric ensures the same result but consumes less water and time, resulting in less waste and damage to The pollution, quality variability and imperfections are also reduced in enzymatic treatment.
- Enzymes can be
- The productivity of washing is increased due to the space formerly taken up by the pumice stones; the same washing machines can handle more jeans.
- The time consumption for removing stone fragments from the denim garments is eliminated in the case of cellulase treatment.
- The duration or number of rinse washing after enzyme treatment is less than a pumice stone
- A small quantity of enzyme can replace several kilograms of pumice stones during washing, which ultimately leads to less damage to garments and machines.
- Washed garments with a softer feel and better appearance is achieved in cellulase
Cellulase treatment of denim fabric has some disadvantages, too. There may be chances of back staining in cellulase treatment. To remove the back staining, the garments are rigorously washed. However, this adds to the usage of water for washing (Pal, 2010; Kan and Wong, 201).
Acid washing
Pumice stones are first presoaked in a solution of a strong oxidising agent (either sodium hypochlorite (5–10%) or potassium permanganate (3–6%)) and are then applied to the garments by means of dry tumbling. This results in a localised washing effect with clear blue/white contrast. This technique is also termed ‘acid washing’, ‘snow washing’ or ‘ice washing’ (Chong, 1994; ; Pal, 2010).
After the stones are soaked in a strong oxidising agent such as sodium hypochlorite or potassium permanganate, the excess liquor is removed. This can be accomplished by placing stones in the net or mesh fabric before soaking. Then the stones can be removed and the excess liquor drained off. Another alternative is to place the stones in a rotary tumble machine along with ‘waste’ fabric and tumbling for several minutes to remove the excess solution.
Another alternative is to use presoaked stones. There are many shapes, varying levels of chemicals and other additives which produce different effects. After soaking the stones, stones and denim garments are put into the machine for tumbling for 10–30 min or until the desired effects are achieved. Results are dependent upon dyestuff, fabric, the concentration of chemicals, stones and equipment. In some cases, the stones can be reused for another load before resoaking, depending upon their porosity. It is advantageous to remove the denim garments from the machine and transfer them to another machine for washing to minimise the number of machines used for acid washing.
After getting the desired effect, the machine is filled with water for rinsing for 5 min to remove the stone dust. If potassium permanganate is used, manganese dioxide gets formed (a brown/orange colour) and must be removed by rinsing with oxalic acid. In the case of sodium hypochlorite, a reduction process, antichlor with a reducing agent (e.g. sodium bisulphite) is used for removing the residual chlorine (Li and Liu, 2013).
In acid washing, the addition of water is not required. The colour contrast after tumbling can be further enhanced by a subsequent optical brightening process. Soft stones that dust off easily are more suitable for this process. The basic steps of denim acid washing are shown as follows (Chong, 1994):
Desizing (10–15 min) → Soaking stones with strong oxidising agent → Draining excess liquor → Dry tumbling (10–30 min) → Rinsing to remove stone-dust → Rinsing with oxalic acid (in case of potassium permanganate)/antichlor with reducing agent (in case of sodium hypochlorite) → Optical brightening → Softening.
Sandblasting
Sandblasting is a mechanical process in which localised abrasion or colour change on the denim garment is created (Pal, 2010; Zhao, 2008). The process involves blasting an abrasive material in granular, powdered form at a very high speed and pressure through a nozzle, on certain areas of the garment such as knees and elbows as shown in Figure 1.5 (Pal, 2010). The treated surface shows a distressed/abraded/used look. The common blasting materials used are sand and metal granules.
During the sand blasting process, denim garments are first subjected to stone washing to the desired degree of washing and are then sandblasted. A solution of sodium hypochlorite or potassium permanganate is often sprayed on the desired area of the garment in order to obtain the same look. The garment is then neutralised, rinsed, softened and dried. Sandblasting is a water-free process and, therefore, no drying is required.
Health problems
Sandblasting removes the dark indigo from a denim garment giving it a popular pre-worn look. This process involves smoothing, shaping and cleaning a hard surface by forcing abrasive particles across that surface at high speeds using special types of sands.

These are sprayed onto the selected parts of the denim garments at high pressure through air compressors to remove the colour from those areas to create the desired design.
Sandblasting can be done manually or mechanically. The mechanical process encloses the sand and dust particles in blasting cabinets and is–if used correctly–therefore less hazardous for the operating workers. However, manual sandblasting is preferred by factories as it is cheaper because it does not require investment in advanced and expensive industrial equipment. Sandblasting also costs less than other fading methods (like hand sanding) which are more labour intensive. Whilst sandblasting to achieve a worn look on denim is a relatively new phenomenon in the clothing industry, similar methods have been widely used in mining and building industries for many decades and the link between the use of sandblasting and the risk of silicosis has long been acknowledged.
It was the high health risks associated with the manual sandblasting process that prompted regulation of the technique in Europe in the 1960s. Sandblasting can expose workers to extreme health hazards and can cause death within months or years of starting work as a sandblaster. Sandblasting using natural sand is especially problematic because workers inhale crystalline silica dust particles during production, causing serious damage to the respiratory passages. These particles are so tiny that they are invisible to the naked eye. The body is unable to expel the silica particles, causing diseases such as silicosis.
The particles penetrate the pulmonary alveoli and the connective tissue, gradually impairing lung capacity and the workers’ ability to oxygenate the blood. Symptoms include shortness of breath; as the disease develops, this is common even when resting. This puts additional strain on the heart, eventually leading to death. However, the progress of silicosis can be slowed if symptoms are diagnosed at an early stage (Riddselius, 2010).
Monkey wash
Monkey wash is a description of a special colour fading effect normally at the thigh and buttocks of denim jeans. In this process, denim jeans are sprayed with a strong oxidising agent such as potassium permanganate (Lin, 2009; Zheng, 2009; Zhao, 2008). Therefore, monkey wash can be technically termed as ‘PP spray’ (with PP being potassium permanganate).

The denim garments should be laid flat or fixed in manikin properly (Figure 1.6) before PP spray. About 2–5% concentration of potassium permanganate is sprayed on the marked surface and the colour is then faded. After PP spraying, the brown colour of manganese oxide can be removed by oxalic acid or hydrogen peroxide. The basic steps of PP spray-on denim garments are as follows:
PP spraying → Washing → Treating with oxalic acid or hydrogen peroxide to remove brown manganese oxide.
Or
Washing/abrasion → PP spraying → Treating with oxalic acid or hydrogen peroxide to remove brown manganese oxide.
PP spray is used for making a specific abraded area appear whiter than the background indigo colour shade. This can be applied by a spray gun or a towel dipped in PP solution and rubbed on the desired area, followed by neutralisation in a wet process. This process can be done right after doing hand scraping/sanding/blasting or in the middle of the washing. Doing this after enzyme washing or bleach washing cycle gives a more natural and white effect (Rai, 2009).
Potassium permanganate spray is best done in specific spray booths, where rubber dummies (manikins) are installed for holding denim garments. The garment is mounted on a dummy and air is filled so the garment is full-fit exposed. Specific dummies are used for different sizes and styles, such as for children, trousers, jackets and shirts.
The booths are fitted with a proper air exhaust system. This system has a treatment room where the chemicals and air are mixed and the material is usually passed through water showers. PP is dissolved in water and clean air is blown. Shower water is further treated with mild quantities of a neutraliser before adding it to the main drain. But if the PP spray is used in low concentrations, there is no need to treat the fabric with shower water. This mild PP mixed water is rather useful for water reservoirs to keep the water clean and germ-free.
PP spray concentrations range from 2% to 5% depending upon the required results and fabric types. Usually, indigo-dyed fabrics are treated with low concentrations of PP, whereas black sulphur fabric requires high concentrations. Sulphur is not much affected by PP and hence requires high concentrations and sometimes even multiple sprays. It is more effective to add PP brushing to aid in the spray effect. It is very important to equip the operator with gloves, a gas mask and goggles. Breathing in PP spray over a long period may cause health complications, so proper preventive measures need to be taken (Denim Help, 2010a).
Denim garments are mounted on air-filled rubber dummies or mannequins and chemicals are sprayed on blasted areas. The variables in the spray process are as follows (Denim Help, 2010a):
- Distance of spray gun to garment: less distance gives a more defined and sharp effect, whereas spray from a larger distance results in a more mild and merged effect. Distance ranges from 30.48 to 76.20
- Air to water ratio of gun: this is to be set very carefully. Low air pressure can result in PP drops on denim garments, causing bright white spots, whereas high pressure produces very few bright effects on areas where it is not required.
- PP concentration controls the extent to
Brushing/grinding
Brushing/grinding (manual or mechanical) is used manually or mechanically for the worn-out effect, abraded look or used look. Some mechanical processes have been developed that are based on mechanical abrasion by which the indigo can be removed. Some of these processes are sueding, raising, immersing, peaching and brushing. Advantages of these processes (Zhao, 2008; Lin, 2009) are as follows:
- Control of the abrasion
- Different looks on the garment can be achieved
- All are dry process
- Economical, ecological and environmentally friendly
Brushing is generally being done in a rigid form of garments to get the distressed look. Locations can be front thigh and seat or it can be overall/global application as is standard. In the case of hand brushing, emery paper is used to brush the garments in particular places and designs. Emery paper comes in different numbers, generally starting from 40 to 600 and higher; the higher the number the finer is the emery paper (i.e. a lower is a more coarse paper). In the garment industry, 220, 320 and 400 paper numbers are the most popular and widely used (Rai, 2009).

The purpose of this process is to impart a used worn look to the garments. The most important factor of brushing is to select the right sanding material according to the fabric strength and the intensity needed. Figures 1.7–1.9 show the brushing process in the factory.
Grinding is done on pocket edges and bottom hems edges by rubbing them against an abrasive surface or stone to achieve a worn effect. Many different makes of machines and pen grinding tools are available in the market which run with pneumatic systems. Figures 1.10 and 1.1 show the grinding effect on pocket edges and bottom hems, respectively.
Whisker
Whisker is one of the most important designs of used look denim garments and is taken from the worn out lines and impression patterns generated by natural wearing on hips and the front thigh area. In old jeans, several patterns can be found consequential to fabric, body shape of user or sitting posture (Denim Help, 2010b). There are two types of whiskers: two dimensional (2D) and three dimensional (3D) (Lin, 2009; Zhao, 2008).
Two-dimensional whisker
Various methods are designed to create a 2D whisker impression on jeans. Mostly, rubber balloons (e.g. manikin) are available with different pattern designs. Garments are mounted on balloons and filled with air to get whisker impressions. The garment is scrubbed over the pattern carefully with sandpaper on engraved pattern lines. This operation requires highly skilled labour who can handle uniformity and sequence in whisker lines. Fabric may get damaged during rubbing if care is not taken. But this method is more successful in industries where similar articles are produced in large quantities. This method is famous for its high quality and cost-effectiveness (Lin, 2009; Zhao, 2008; Denim Help, 2010b).




Engraved patterns on thick boards like hard rubber sheets are widely used for imprinting whiskers. The idea is very simple, to draw lines on rubber sheets and engrave them with a blade. The garment is placed on a sheet and scraped on a specific area to draw this impression. Because of the low-cost patterns, it is most frequently used in small industries, especially where the production is not consistent with the style. In some workshops, it is done manually with the help of sharp edges rolled on fine wood sticks pasted on plastic material. Before starting, placement and pattern must be marked on the garment to help the operator execute the pattern correctly to match the aesthetics of the garment (Denim Help, 2010b). Figures 1.12–1.14 show the operation of producing 2D whisker manually. The basic steps of 2D whisker making in denim garments are as follows:
Sanding/grinding (manually or mechanically) → Desizing →Washing → Softening.
Three-dimensional (3D) whisker
The 3D whisker is an aesthetic 3D effect (Figure 1.15) where resin (formaldehyde-free) is used for achieving the 3D effect and a rigid look. This process can be done by spraying or dipping the garments into resin, catalyst, silicone and polyurethane in the right combination, according to the fabric strength and the desired effect (Rai, 2009; Hu and Fang, 2008).


After applying resin solution in the right proportion, a design is made manually or mechanically on the thigh, hip and behind the knee, area to get 3D effects such as crease or fold. Then it is manually dried with hot press or hairdryer and is cured in an oven at the right temperature, with time being as mentioned in resin product manuals. If the resin is not cured properly, the 3D effect is not permanent and can cause skin irritation/rashes to the wearer. Highly skilled operators are needed to execute this process in order to get consistency and uniformity (Rai, 2009).


The whole garment can have a crushed look after it is dipped in resin and crushed manually, followed by oven curing. Silicone plays an important role in getting a softer hand after oven curing. Special streaky effects and crackles are also achieved by applying resin on the desired area, followed by scraping and potassium permanganate spray and then neutralisation (Hu and Fang, 2008). The basic steps of 3D whisker making in denim garments are as follows:
Spraying/dipping with resin → Making 3D effect → Drying → Curing.
Ozone fading
Ozone typically acts as a mild bleaching agent as well as a sterilising agent. In this technique of denim washing, the garment is bleached with ozone dissolved in water in a washing machine. However, this technique can also be carried out in a closed chamber by using ozone gas. The advantages of this method are: (1) a minimum loss of strength and (2) it is a simple method that is environmentally friendly.
The ozonised water after laundering can easily be deozonised by ultraviolet radiation. Nowadays, ozone fading can also be achieved by plasma equipment (Jeanologia, 201; Cheung et al., 2013a,b). Under the influence of plasma treatment, high energy electrons are formed. Some of the high energy electrons react with moisture in the air and a mixture of radicals is generated (Zhang et al., 2008).
During the generation of ozone plasma, a combination of charged particles, free radicals and ultraviolet light is generated. The ultraviolet light, being the by-product of the plasma treatment process, also contributes to production of the •OH radical. Hydroxyl radical •OH is the most oxidative radical among radicals generated in the plasma process and is the main radical responsible for degradation of indigo dye in textile materials. The •OH can oxidise indigo dye molecules (RH) producing organic radicals R•, which are highly reactive and can be further oxidised (Khraisheh, 2003; Khan et al., 2010). As a result, the colour fading effect of the indigo-dyed textile is achieved.
The K/S (in which K is the absorption coefficient at a specific wavelength and S is the scattering coefficient) values of different treated denim fabrics are shown in Table 1.1 (Kan and Yuen, 2012). From the results, it is noted that the differently treated denim fabrics have lower K/S values than the untreated denim fabric. The K/S value is linearly related to the concentration of the colourant in the medium and it can be concluded that a paler shade is obtained after different treatments.
| K/S value | |
| Untreated | 430.58 |
| Plasma induced ozone-treated | 382.18 |
| Enzyme desized | 425.46 |
| Plasma induced ozone-treated followed by cellulase treatment | 365.32 |
| Enzyme desized followed by cellulase treatment | 378.90 |
Table 1.1 Colour properties of different denim fabrics
Without the cellulase treatment, the plasma-induced ozone-treated denim fabric has a paler shade than the enzyme desized denim fabric because, during the plasma-induced ozone treatment, ozone oxidises indigo dyes on the denim fabric surface leading to a colour fading effect (Ghoranneviss et al., 2006;Kan andYuen, 2012). However, in the case of enzyme desizing, the enzyme only reacts with the sizing material at the fibre surface and no breakdown of indigo dyes molecules occurs. Therefore, no significant shade change takes place.
In the case of cellulase treatment, cellulase in the aqueous medium can penetrate effectively into the denim fabric. The enzymatic hydrolysis induced by cellulase in the plasma-induced ozone-treated denim fabric is more severe than the enzyme desized denim fabric. As a result, the cellulase treatment for plasma-induced ozone-treated denim fabric gives a paler shade than the enzyme desized denim fabric.
Laser treatment
The CO2 laser treatment has been used in different areas of textile industry for sev- eral years because it allows short time surface designing of patterns with good precision, desirable effects, various sizes and intensity without causing much damage to the bulk properties of the textile materials (Hung et al., 201, 2014; Ondogan et al., 2005). The CO2 laser treatment considered a dry treatment, can be applied to textile materials as an alternative to conventional wet treatments such as stone washing, sand washing and bleaching for achieving the faded look and worn-out effects (Dascalu et al., 2000; Ozguney, 2007; Tarhan and Sariisik, 2009).
In the case of denim fabric, CO2 laser treatment is proved to be an effective method for fading the colour from denim fabric surface in a short time depending much on the laser process parameters (Kan et al., 2010; Kan, 2014). Figure 1.16 shows the colour fading effect on denim fabric under the influence of various combinations of resolution and pixel time (Kan, 2014). It is clearly shown that with an increase in resolution and pixel time, the colour fading effect in the denim fabric increases accordingly.
Waterjet fading
Hydrojet treatment has been developed for patterning and/or enhancing the surface finish, texture, durability and other characteristics of denim garments (Shalini, 2013).
Hydrojet treatment generally involves exposing one or both surfaces of the garment through hydrojet nozzles. The degree of colour washout, clarity of patterns and softness of the resulting fabric are related to the type of dye in the fabric and the amount and manner of fluid impact energy applied to the fabric. Particularly good results are obtained with blue indigo-dyed denim. As this process does not involve any chemicals, it is pollution-free. A water recycling system can make this a very economical and environmentally friendly way of denim processing. Colour washout of dye in the striped areas produces a faded effect without blurring, loss of fabric strength or durability, or excessive warp shrinkage.
Dip dyeing
In dip dyeing, dip dyeing machine is used to achieve special effects on denim gar- ments (AKDMKS, 2009). Direct dye is commonly used but the colour fastness is comparatively poor and therefore fixation is required to improve fastness. Pigments can also be used for dip dyeing. If a bleaching agent is used, the bleaching effect can be achieved on garments.
Pigment washing
Pigment washing is generally used on pigment-dyed or printed garments by applying pigments. Pigment washing is required for the following reasons (Lin, 2009; Kiron, 2012a):
- To get fading effect/old-looking effect on garments and also the seam
- For a soft feel to wear the garment after
- To achieve the buyer’s washing
- To increase the colour and rubbing
The basic steps of pigment washing are as follows:
Immersing garment in pigment → Drying → Baking (130–150 °C) → Washing (with or without pumice stones/with or without enzyme, 30–90 min) → Washing twice with water at 70 °C → Removing stones → Softening → Drying.
Tinting
After denim jeans have been faded, they are dyed with a very light colour (0.001% or 0.002% yellow or pink). This dyeing process is called tinting/overdyeing (Lin, 2009; Zhao, 2008; Kiron, 2012b) that is applied only on garments, not in fabric or yarn. The reasons of tinting are:
- For making new fashion
- To give the finished garments a better
- For inventing a new
A very small amount of dye is used in tinting (Kiron, 2012b). The process changes the hue/cast/tone of indigo. As soon as the tinting colour covers up the indigo, it reaches the level of dyeing. Tinting gives garments a used/vintage and muddy look. This process takes from 5 to 15 min and for better results it is followed by dye fixing and clean up of the superficial dye. Dyeing is done on very light shades of indigo, grey denim and is ready for dyeing denim. There are various types of dyes that can be used for tinting: (1) direct dyes; (2) reactive dyes; (3) pigment colours; and (4) sulphur dyes. The basic steps of tinting of denim garments are given in Table 1.2 (Lin and Liu, 2009; Kiron, 2012b).
Tinting without changing the indigo tone
Tinting is achieved by applying direct/reactive dyes. In the case of direct dyes, the second application is a dye-fixing agent for adequate fastness. In case of reactive dyes, the fixing chemical goes along with the dyestuff. After the application, the treated garment is dried in the air or in a tumble drier for adequate fastness.
If tinting is done by the immersion method, the tint is all over the garment. However, if a localised area is the target, a spray method is used. In either case, tinting, as the term signifies, is done very lightly to achieve a particular cast, either overall or localised. If indigo does not change tone, it looks like a print with a sharp boundary. When tone changes the fading gradient, the effect looks more aesthetically appealing and is considered desirable. The tone change should be gradual and not abrupt (Kiron, 2012b).
| Desizing → Bleach washing/enzyme washing → Tinting*,† → Rinsing (25 °C, 2 min) → Colour fixing → Rinsing (25 °C, 2 min) → Softening → Hydroextracting → Drying. | |
| *Tinting with direct dye: | |
| Direct dye | × g/L |
| Salt | 3 g/L |
| Temperature | 60 °C |
| Time | 6 min |
| †Tinting with sulphur dye: | |
| Sulphur dye | × g/L |
| Sodium sulphide | 0.85 × g/L |
| Temperature | 90–95 °C |
| Time | 20–30 min |
Table 1.2 Tinting with direct and sulphur dyes
Tinting with white discharge effect
The standard route to blasting (scraping)/discharging/tinting is quite elaborate, considering three effects are imparted to the same garment. There have been shortcuts, which may be right/wrong/ingenious. If tinting is done on blasted/discharged areas, it obviously remains a spray method. However, if the tinting is overall, it follows the dyeing route. The process starts with grey denim garments being hand blasted (scraped), followed by desizing and enzyme washing. After drying the garment, a tinted spray is followed by air/machine drying and finishing. For tinting by dyeing method, the enzyme washed garment can straight away go for tinting wet-on-wet followed by finishing and drying (Kiron, 2012b).
In the case of white discharge tinting, the route starts with desizing-enzyme washing of grey garments. After drying the garment, a potassium permanganate spray is applied to areas where the white discharge is required. After air-drying for about 10–15 min, a neutralisation step consisting of providing acetic acid is applied, which is followed by hot and cold rinses. In the case of spray tinting, the garment has to be dried first, whereas, for overall tinting, dyeing can be followed wet-on-wet. Finally the finishing and drying complete the process (Kiron, 2012b; Lin and Liu, 2009).
Tie dyeing
In tie-dyeing, a rubber band or similar material is used to tie/bunch the denim garment to make different patterns (Zhao, 2008; Lin, 2009). Then when carrying out dyeing with a direct dye, the dye cannot enter the tied portion. After dyeing, patterns can be created and fixation is needed. Pigments can also be used in tie dyeing. If a bleaching agent is used, a bleaching effect can be obtained, which is called ‘tie bleach’ (Denim Trends, 2013).
Denim and jeans washing machines
In the past decade, there have been many developments in denim washing machines. Many machine manufacturers offer various kinds of denim washing machines. This section summarises the development of different denim washing related machines exhibited in the International Textile Market Association 2007 (Kan and Yuen, 2008) and International Textile Market Association 201 shows by different manufacturers (Kan, 2012). For more information related to the recent development in denim wash- ing machines, please visit the manufacturers’ Websites.
AVANTEC
The Turbo Pintora garment dyeing machine from Avantec S.R.L., Italy, has differ- ent operating volumes (Avantec S.R.L., 2007a), 1300 L (Turbo Pintora 1.3), 2200 L (Turbo Pintora 2.2), 3100 L (Turbo Pintora 3.1), 4100 L (Turbo Pintora 4.1) and 5000 L (Turbo Pintora 5.0). The machine is driven by two motors to provide max- imum basket rotation flexibility and has a self-balancing system with special elec- tro-pneumatic shock absorbers to ensure perfect stability during the centrifuging phase. It has special fixed and removable beaters to ensure the most appropriate move- ment of the garments. The Turbo Pintora allows very low liquor ratios. The machine can be equipped with a colour kitchen which includes: (1) a tank for chemical prod- ucts introduction; (2) a tank for dissolving and introducing dyestuff and (3) a tank for dissolving and dosing auxiliaries. All of these systems are controlled by a micropro- cessor. The Super Pintora is a new dyeing system that reduces the dyeing time; con- sequently, there is a considerable reduction in the relevant dyeing costs of about 30% (Avantec S.R.L., 201a). The Super Pintora can work at a very low bath ratio, between 1:4 and 1:5, and can avoid those annoying problems of abrasion and mechanical fric- tion of the garments that industrial washers often have.
The OLA LIMPIA washing machine is an industrial ‘Superspin’ machine for ready- made garments. It is particularly suited to water washes, ‘stone wash’ treatments with enzymes and chemical treatments (Avantec S.R.L., 2007b). In this washing machine, a microprocessor permits manual and automatic control of all machine functions. Solarium is constituted by a ‘double mannequin’, one opposite to the other, rotating 180° and a drying area, in which the 3D effects are fixed at a maximum temperature of 80 °C (Avantec S.R.L., 201b). After that, complete polymerisation of the resin is done in a traditional static oven, the versatility of this machine allows easy and simple interchangeability (less than 1 min) of the manikins, to perform, besides the traditional horizontal moustaches, also new 3D effects like the new diagonal moustaches or anal- ogous applications on jackets and sports jackets.
Diablo laser machine with software permits change of parameters like power, fre- quency and speed to reproduce on the garment any kind of effect, like personalised drawing, images, trading marks, whisker effect and stripes (Avantec S.R.L., 201c).
BRONCO
BRONCO S.R.L., Italy, provides different machines for washing and dyeing of ready- made garments. The rotary machine model LCOs are machines designed for all kinds of treatments on ready made garments such as enzyme stone wash, rinsing, softeners, milling and dyeing. Front loading washing machines are particularly designed for treatments such pumice stone wash (Bronco S.R.L., 2007).
BLASTEX
BLASTEX, Brazil, offers different jeans finishing systems (Blastex, 2007a). The BPR100 Compact model is a single head compact form thermic press. The BPR150 Simple model has a single Teflon covered head and large format thermic press. The BPR200 Twin compact is a double Teflon covered head and compact form thermic press. The BPR series is operated with manually actuated heat form linked to a digital time and temperature control. The BPA 700 Thermic is a double head thermic press for wrin- kle effects. This machine is fully automatic, controlled with pneumatic actuation with digital programmable-logic controller to program, time, speed and temperature.
The C1 is a dextramer with pneumatic auctioning that produces popping or popcorn effect with quality and repeatability. The X2 is a hand sanding equipment with a vertical double dummy hand sanding system, rotating and articulated dummies, equipped with trigger action and rotating sandpaper cartridges brush supported by ergonomic balancer with more productivity and less effort. The L2eL2 automática is a horizontal hand sanding dummy with two rotating articulated and inflatable legs. It is easily hand manipulated with automatic pressure controller for inflatable dummies.
The J1 works in vertical and horizontal positions. The dummy rotates, allowing brushing on both sides. The move- ments and inflation are controlled by a pedal. The Laser Smart 250 is a laser engraving machine operated with 250W plus auto focus correction mirrors marking technology (Blastex, 2007a). The laser machine is equipped with height and printing area digital adjustment. The P3 Dry Spraying Cabin consists of twin dry filter cartridges with easy filter cleaning system so that 98% of potassium permanganate can be retained (Blastex, 2007a). This machine is operated with pneumatic ergonomic pedal trigger for faster application and higher production speed. The series WAVE is a washing machine suitable for all kinds of washing processes on ready-made garments (Blastex, 2007b).
CELIKHAN
CELIKHAN, Turkey, offers A6 Jumbo washing machine which provides advantages of: (1) saving 50% of process time and producing effects or bleach without using any chemical substance; (2) reducing 90% of chemical substances, 60% electricity and labour cost; (3) eliminating back staining problems; (4) cleaning the agricultural wastes; and (5) providing the effects from grey to blue bleach on the same garments (Celikhan, 201).
CIBITEX
CIBITEX S.R.L., Italy, offers denim finishing plants which consist of machines for finishing and achieving dimensional stability on denim fabric (Cibitex S.R.L., 2007). CIBITEX denim finishing lines lead to a flawless result as regards final dimensional stability. To obtain a flawless shrinkage and facilitate the shrinkage of this fabric, it is necessary that moisture penetrates into the cotton fibre with a residual moisture per- centage (before entering the shrinkage unit) ranging from 13% to 15%. The best sys- tem to achieve this moisture content is full impregnation followed by drying adjusted by a moisture control system which ensures the requested moisture percentage.
GFK
GFK, Spain (a brand under Jeanologia), developed high technology solutions for gar- ment finishing (GFK, 2007). The MAORI is customised dyeing machine which allows the user to achieve a number of different garment dye effects on wool, cotton and its blends. The MARGARITA is an automatic machine for industrial use aiming at obtain- ing 3D effects (3D scratch) such as round shaped moustache and back knee effect on trousers. Its unique technology offers various applications with the features: (1) a single operator working the machine; (2) the whisker form is made in 5 s; and (3) production up to 40–50 garments per hour. The SCRUNCH is a high speed garment packing machine for tie-dye, tie-bleach and other localised permanent wrinkling. The POPPING is a high performance fabric punching machine to create personalised break points on garments in automatic mode with the features of:
- automatic mode adjustment;
- needle penetration adjustment;
- needle holding mould;
- easy garment handling.
The KNEEMATIC is a machine for permanent fabric widening to produce authentic bombed knee effect. It is the first and unique technology to create vintage knee shape on denim and twills. The TECA is a machine for creating authentic 3D wrinkles on any area of the garment (moustache, back knee, waist belt, bottom, etc.). The FGM is a fabric grinding machine with the fastest and most controllable technology of GFK for automated warp removal to achieve vintage worn effects and breaks on garments.
JEANOLOGIA
JEANOLOGIA, Spain, (Jeanologia, 201) presents the Plug & Design system for laser treatment which allows creating and improving the art of jeans without waste of time in preproduction. The Rotatex Technology is a rotating table with transition in 1.3 s with absolute precision in laser treatment.
The G2 is a colour fading technol- ogy which can be considered as an ecological production process without
- any toxic emissions to the atmosphere;
- any water consumption;
- any toxic dumping;
- any chemicals consumption;
- large energy consumption (reduce more than 65% energy for 100 kg of fabric).
Laser system technology
Laser System Technology, Turkey offers the LSTTEX laser system which provides efficient, fast and cost effective solutions for all localised abrasion needs on garments (Laser System Technology, 201). Creating authentic looking garments with whis- kers, chevrons, damages and 3D effects is easy with the system. Multipreview mode and continuous printing is used and while one design is being printed, a second design is visually marked on the printing area with a second marking head so that the opera- tor can exactly position the next garment to the subsequent printing area. This feature virtually eliminates manipulation time and thus increases production. Automatic filed size and height adjustment are available and therefore no lenses are needed to be changed during operation.
OMI washing machinery
OMI Washing Machinery, Italy, offers automatic systems with modules for wash- ing, stone washing, spinning and drying with automatic garment loading and unloading. The LSCO 360 TSM High Speed Machine is a machine for garment dyeing with loads varying from 40 to 200 kg (OMI Washing Machinery, 2007). This system is made of a motor driven pump with variable pressure, which picks up the dip from the machine, filters it and injects it with adjustable pressure through 500 nozzles distributed and mounted on the axis and also on the two lateral sides of the rotating basket of the machine.
The radial injection takes place on the centre and on the length of the basket towards the external side and from the lateral sides to the opposite ones, creating a cross injection of the dip that permits a high dyeing penetration on garments in a short time. The machine is extremely versatile even with very delicate garments.
TUPESA maquinaria textil
TUPESA, Spain, offers a wide range of machines for garment processing (Tupesa Maquinaria Textil, 2007). For the washing process, washers model Stone is available from TUPESA which is a frontal machine for washing and treating garments with enzymatic and stone wash processes. The TUPESA wrinkle free curing ovens (e.g. WF-80-Gas) are specially designed for the processes and finished garments that need a curing process at high temperature. Its exclusive design guarantees a constant and homogenous circulation of the internal air, obtaining identical temperature in all its compartments.
TUPESA makes several models of curing ovens with capacities from 10 to 80 garments and with production of 40–80 garments per hour at temperatures of up to 180 °C. The TUPESA curing ovens have a movable hangers system, divided in one or two internal departments depending on the model. The heating system can be operated by electricity or by gas. TUPESA also provides different types of mannikins for treating and brushing jeans like trousers or jackets which is easy to use and install. An independent blowing system is used with fast and simultaneous air discharge from both legs through a special wide opening drainage valve. Manual or pneumatic system clutches with blocking system in every position.
TOLON
TOLON, Turkey, provides machines for garment processing (Tolon, 201). The Pro Wash series, THW 150, THW 300, THW 400 and THW 500 are heavy service machines used in stone washing and bleaching of denim garments. They are also used for rinsing and enzyme washing operations. The Comfort Wash washing machines, THW 150CW, THW 300CW and THW 400CW, are manufactured for the same use with Pro Wash wash- ing machines and the same properties. They are different from Pro Wash machines in that they offer simplified compact structure, reduced drive system and maximum 40 rpm pre-extraction. This is also a heavy service machine type used in stone washing and bleaching of denim garments. It is also used in rinsing and enzyme washing operations.
TONELLO
TONELLO S.R.L., Italy, offers garment finishing equipment (Tonello S.R.L., 2007a). The Professional Compact series are garment dyeing machines with a high speed and jet system. The garment dyeing machines are equipped with variable speed, extraction as well as automatic balancing system. They work with open basket and with the high speed dyeing system.
The Brush Robot Model E4 (Tonello S.R.L., 2007b) has been developed for auto- matic brushing of jeans, that is to give them a ‘used look’ effect. This system is a valid alternative to the sand blasting or chemical processes. It is equipped with four brushes, two in front and the other two on the rear part of the jeans.
To reduce downtime, the machine is complete with two mannikins and so loading and unloading operations can be performed while the machine is working. The Brush Robot Model E5 (Tonello S.R.L., 2007b) is used for automatic brushing of jeans that is to give them a ‘used look’ effect. This system is also a valid alternative to the sand blasting or chemi- cal processes. Different from the Brush Robot Model E4, this machine works with one brush controlled by an anthropomorphic robot. One column, placed in the centre of the machine, supports a rotating device with three mannikins. One mannequin is in a loading and unloading position and the other two are in working positions. Different effects can be obtained using different types of brushes and changing their working conditions.
The Bohemia is an automatic spraying system and resin spraying can be done man- ually or automatically for producing: (1) spray wash effect and (2) 3D effect (Tonello S.R.L., 2007b). This system can also create special ‘3D Real Look’ effects on the garments. The spraying on garments like jeans, jackets and shirts, etc., of chlorine derivatives, pigments and resins has the function to create on garments themselves special effects and particular finishing.
TONELLO has added a new manual equipment brand that sprays and brushes jeans, jackets and shirts, etc. The equipment mainly includes a spraying booth and accessories for manual spraying and brushing (Tonello S.R.L., 2007b). Spraying booths are of dry type with ‘paint stop’ filtering panels which can be easily removed for cleaning or replacing. They can be equipped with manikins from one to four. The booths are supplied with a differential pressure switch to signal filter clogging, light- ing and electric board as well as with one or two centrifugal fans in relation to their sizes. The LASER BLAZE is a machine for treating denim and dyed garments with a laser (Tonello S.R.L., 2013). The action of the laser produces variations in intensity of colour and so produces a greater variety of different imaginative effects, images and designs. The intensity of the results depends as much on the power of the laser as on the characteristics of the fabric.
VAV technology
VAV Technology GmbH, Germany, offers the Picasso SS 330 robotic system (VAV Technology GmbH, 201). With its two pieces of robotic arms and two modelled loading system, Picasso SS 330 is two times faster than humans. Although humans have difficulty in spraying with one hand, Picasso SS 330 reaches a production speed which humans can never reach by putting the right part of the trouser on one arm and left part of the trouser on the other.
A process which takes 80 s for a human is completed in 40 s with Picasso SS 330. The X-burner SR series is an economical 3-Axis Galvo laser machine with its modern and ergonomic design (VAV Technology GmbH, 201) and the specially designing Galvo Optical System. It can be used for denim and leather cutting. Its two-axis pointer system provides great speed and convenience in product locating. Although the operator places four to five jeans at once on the sliding stand depending on size of the model, the machine can burn four to five jeans preplaced on the other stand. Because this placement is very fast with the two-axis laser pointer, one operator can operate two X-burner R series laser machines by himself.
YILMAK
YILMAK, Turkey, offers different types of wet processing machines for garments. The OZYY ozone washing machine is a high technology machine that uses ozone for bleaching, various finishing processes and to clean back staining in indigo dyed textiles (Yilmak, 2007a). The HBM 50 is designed for sample washing and dye- ing processes in laboratories with flexible construction which provides a wide range of loads for a wide range of treatments (enzyme, washing, reactive and direct dyeing, etc.) (Yilmak, 2007b). The HBM 50 is installed with a heating battery for indirect heat- ing as a standard unit.
The HBM 3860 (Yilmak, 2007c), HBM 3860S (Yilmak, 2007d) and HBM 3860C (Yilmak, 2007e) series are open pocket washing machines especially designed for denim and gabardine garments; stone, enzyme and/or any other washing treatments for best results with various drum rotation speeds, that is 0–125 rpm for HBM3860 and 0–40 rpm for HBM 3860S and HBM 3860C.
The Carousel Spray Robot is a system designed and manufactured to spray on jeans, jackets and shirts various chemicals such as chlorine derivatives, pigments and resins (Yilmak, 2007f). It includes one robot and an overhead carousel with 12 manni- kins. It reduces labour cost and increases efficiency.
The system includes:
- carousel designed and built mainly to carry out spraying and painting operations;
- easy use which reduces labour cost and increases efficiency;
- spraying system including a spray gun which includes pump, pressure regulator and connection equipment;
- spraying booth type of ‘water curtain’ with a special filter where the overspray is elim- inated by the water curtain.
The Spraying and Brushing Booth (Yilmak, 2007f) is also designed and manufactured for spraying on jeans, jackets and shirts various chemicals such as chlorine derivatives, pigments and resins. The H1 106 Used Look machine is designed for dry fashion treatment by special brushing device and pattern (Yilmak, 2007g). With the adjustable pressure, different special worn effects can be obtained.
MACTEC
MACTEC, Italy, offers a wide range of washing equipment for denim garments (Mactec, 2013). The Margherita machine HD and Oven 2000 provides the path for 3D whiskers process in which 24 dummies are available in the Margherita machine. The ‘Icelite’ process makes use of carbon dioxide as a finishing agent to achieve sim- ilar effect as potassium permanganate spraying. In addition, the spray cabin system provided by MACTEC equips with weighing system to measure the exact quantity of resin sprayed on each part of denim garments.
Factors affecting washing effect
Method of desizing
The Kubelka–Munk theory can be used for measuring the colour yield of denim fabrics washed with different desizing methods. The Kubelka–Munk theory states that colour yield (K/S) can be measured by K/S = (1 − R)2/2R where K is the absorption coefficient at a specific wavelength; S is the scattering coefficient; and R is the reflectance at a specific Kan (unpublished data). wavelength. K/S values of denim fabrics can be measured at 660 nm (Hong KongApparel Product Development and Marketing Research Center, 2002). Table 1.3 shows the results of bleach washed denim fabrics pretreated with different desizing methods (Kan, unpublished data).
| Desizing method | K/S value after bleach washing |
| Unbleached normal denim | 1.96 |
| Amylase enzyme desizing | 4.41 |
| Detergent | 4.49 |
| Hot water | 5.59 |
Table 1.3 Effects of desizing methods on the washing effects
The results indicate that the amylase enzyme desizing can gener- ate the lowest K/S value which indicates that the colour yield of the bleached fabric pretreated with amylase enzyme desizing is the lowest, implying that bleached fabric pretreated with amylase enzyme desizing has the palest colour when compared with others. This indicates that amylase enzyme desizing is the most effective method to remove sizing agents from denim fabrics. On the other hand, undesized denim fabric has the highest K/S value which means the darkest colour. It is because the sizing agent covers the yarn surface which prevents the chemical reaction between enzyme and the sizing agents.
Bleach washing
Increased concentration of sodium hypochlorite can effectively accelerate the colour fading effect. Generally speaking, the active chlorine content in sodium hypochlorite has an optimum value to achieve the best colour fading effect. If the concentration of sodium hypochlorite is higher than this optimum value, no further improvement in colour fading is obtained. The recommended active chlo- rine content is 12% when concentration of sodium hypochlorite is about 40 g/L. In addition, increase in temperature increases the bleaching reaction to fade the colour from denim garments. The optimum temperature is 70 °C; temperature higher than 70 °C does not enhance colour fading effect (Hong Kong Apparel Product Development and Marketing Research Center, 2002). The pH value used for bleach washing also affects colour fading. When pH = 7 or pH < 7, the bleach- ing reaction is very fast and the degree of colour fading is very difficult to control. When pH = 9–10 (adjusted by adding alkali), the bleaching effect can be controlled by the bleaching time (Hong Kong Apparel Product Development and Marketing Research Center, 2002).
Stone washing
Stone ratio
Stone ratio is defined as the ratio of the quantity of stones used to the quantity of goods being treated. For example: a stone ratio = 2:1 means a 2 kg stone is used when 1 kg of goods are washed. Generally speaking, the higher the stone ratio, the better will be the colour fading effect because more stones abrade the denim garment surface to have good colour fading effect. However, too high a stone ratio may prevent rotation of denim garments inside the washing machine and hence abrasion gets decreased. As a result, the colour fading effect is not good (Hong Kong Apparel Product Development and Marketing Research Center, 2002).
Size of stones
Generally speaking, stones of smaller sizes have better colour fading effects. How- ever, because of the small stone size, abrasion on the denim garments is more uniform (than with stones of larger sizes) which means the colour contrast produced by small size stones is not good (Hong Kong Apparel Product Development and Marketing Research Center, 2002).
Stone washing time
The washing time affects colour fading effect in the stone washing process. It is recommended that after 90 min washing time, the colour fading effect is not further enhanced (Hong Kong Apparel Product Development and Marketing Research Center, 2002). Too long a stone washing time can lead to fibre damage also.
Enzyme washing
Choice of cellulase enzyme
Acid and neutral cellulases are commonly used for washing. A total of 1/5 to 1/10 the amount of acid cellulase can achieve similar colour fading effect as neutral cellulase. However, acid cellulase may cause backstaining and cause a certain degree of fabric dam- age (Hong Kong Apparel Product Development and Marketing Research Center, 2002).
pH value
In enzyme washing, the pH should be adjusted to suitable values for specific enzymes; neutral cellulases are applied at pH 6–7, whereas acid cellulases are applied at pH 4.5–5.5. Also the temperature of the washing liquor should be controlled to prevent change in pH value during enzyme washing.
Concentration of enzyme
Generally speaking, enzyme concentration between 0.5 and 2 g/L gives the best colour fading effect provided the enzyme used for washing has sufficient enzyme activity. The enzyme activity decreases upon storage and thus the shelf time of enzyme should be noted before preparing enzyme washing liquor. Some manufacturers provide enzyme in powder and granule forms which may contain a stabiliser and buffer to maintain the enzyme activity for a longer time (Hong Kong Apparel Product Development and Marketing Research Center, 2002).
Machine design parameters
Rotation speed
Speed of the washing machine affects the washing and abrasion effect. Generally speaking, high rotation speed increases the contact between garment/garment or garment/pumice stone.
Drum diameter
When the drum diameter of the washing machine is larger, more space is available inside the machine. During washing, the contact time between garment/garment or garment/pumice stone increases, leading to a better washing and abrasion effect.
Machine load
Machine load refers to the quantity of denim garments in a batch. Generally speaking, about 30–50% of space inside the washing machine is occupied by garments during the washing process. If the loading is too high, rotation of the garments inside the washing machine decreases and hence the washing and abrasion effect gets reduced. Moreover, if the garments are entangled together during washing, streak marks are formed.
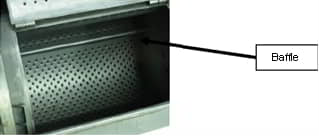
Height of baffles
Baffles are the intrusions from the surface of the inner drum in a washing machine (Figure 1.17). The baffles help lift the garments from the bottom of the drum to the top before falling back to the bottom and into the washing liquor. If the height of the baf- fles is too low, they cannot carry the garments. The result may be a reduction in the total washing and abrasion effect in the final garments. If the height is increased, they can carry more garments and the washing and abrasion effects are improved.
Steaming
Steaming provides energy for the washing process and it helps better control of the temperature of washing instead of direct heating. Steaming is very important to control the temperature of enzyme washing. If the temperature is too high, the enzyme gets deactivated but when the temperature is too low, the enzyme cannot function well.
Liquor to goods ratio
Liquor ratio refers to the amount of washing liquor used based on the weight of denim garments to be washed. Generally speaking, if a large liquor ratio is used, garment movement inside the washing machine increases, leading to better washing and abra- sion effect. However, usage of chemicals, water and energy also increase. On the other hand, if the liquor ratio is too short, usage of chemicals, water and energy decrease but movement of denim garments inside the washing machine is reduced and washing and abrasion effect becomes poorer. If the denim garments are entangled together, streak marks appear in the finished garments. Normally a liquor ratio of 10:1–15:1 is recom- mended but the ratio can be adjusted according to the desired effect.
Troubleshooting in denim washing
As with other textile dyeing and finishing processes, the quality of the final garments plays an important role in buyers’ final decision of acceptance or rejection. There are a number of problems associated with denim washing (Li and Liu, 2013; Mei, 2009; Lin et al., 2012).
Washing marks
Causes
- The fabric has synthetic During washing, the fabric becomes stiff. As a result, the stiff fabric abrades the washing machine, leading to washing marks.
- The fabric itself has creases formed during production or The existing creases are not removed before washing. Thus during washing, washing marks will form.
- The fabric was not wetted completely and the fabric was not evenly placed in the washing machine before starting the washing machine.
- The loose and long threads in the denim garments were not removed Then during the washing process, the loose and long threads cause entanglement of the denim garments, leading to washing marks.
- The amount of water used for washing is too much or too little
- Insufficient hydroextraction before drying or too much fabric being dried at the same time.
- Before drying, the denim garments were not properly placed in the dryer with too long a drying time and/or too high a drying temperature.
Remedial actions
- Before washing, fabric composition should be checked properly for synthetic In addition, existing crease marks should be found out.
- If possible, before washing, the garments should be completely wetted and placed evenly in the washing machine for washing.
- All loose and long threads must be removed before The maximum length of loose threads should be less than 2 cm to prevent fabric entanglement during washing.
- The amount of water used for washing should be checked during washing. The washing machine may be stopped regularly to see whether there is entanglement during washing.
- The denim garments should be properly hydroextracted and placed evenly in the dryer for drying. The drying time and temperature should be carefully controlled.
Poor hand feel
Causes
- Washing time: insufficient washing time may cause insufficient abrasion between denim garments. Generally speaking, longer the washing time, softer is the hand feel achieved.
- Washing method: different washing methods give different hand For example, desized fabrics for stone washing have softer hand feel than nondesized fabrics for stone washing. However, if the washing process is not properly controlled, poor hand feel is the result.
- Amount of softening agent used for washing: there are many types of softening agents used for washing process, for example, nonionic type and cationic Generally speaking, cationic type softening agents are used in washing. However, silicone based softeners can also be used for washing. Nonsilicone based softening agents give good softness, whereas silicone based softening agents give good smoothness. Moreover, the amount of a softening agent used for washing should be carefully controlled. Although the more the softening agent is used for wash- ing, the better the hand feel is, too much softening agent leads to wastage without improvement of hand feel.
- Softening process: softening treatment time and liquor to goods ratio affect the hand feel. Under normal circumstances, the softening process is carried out as an individual If rinsing and softening processes are carried out at the same time in the same bath, this leads to uneven rinsing and backstaining or insufficient hand feel. The softening process is generally carried out at room temperature (about 40 °C–60 °C) for 5–8 min. It should be noted that at too large a liquor to goods ratio, the amount of softening agent required is increased and the hand feel is not good. On the other hand, with too short a liquor to goods ratio, the softening agent may not be completely dissolved in water. The undissolved softening agent may cause ‘oily’ marks on the garment leading to ‘seconds’.
- Drying time: the drying time affects the hand Generally speaking, after washing, denim garments are hydroextracted to remove 80% of water content before drying. During dry- ing, the amount of denim garments in the dryer should not be too great. Too many denim garments in the dryer need a longer drying time which increases the contact between the garments leading to backstaining.
Remedial action
- Washing time: proper control of washing time and checking the hand feel of the garments, if possible, during the washing process.
- Washing method: do preliminary trials to select the suitable washing method before the actual washing.
- Amount of softening agent used for washing: suitable softening agents should be selected, for example normal emulsion or microemulsion.
- Softening process: properly control the softening treatment
- Drying time: the drying time should be carefully Normally, about 95% water is removed in the drying process. After that, the denim fabric is cooled. The cooling time affects the hand feel. Too long a cooling time increases the contact between garments, leading to staining.
Backstaining in the pocket
Causes
- No antistaining detergent was added during the washing An example of backstain- ing is shown in Figure 1.18.
- The quality of washing chemicals is not good or the washing chemicals have lost functioning
- Washing temperature is too high or too low in the case of enzyme washing, leading to deactivation or inactivation of enzyme.
- Hydroextraction was not properly conducted (water content in denim garments remains high) and the stacking time of hydroextracted fabric was too long. In addition, drying too many denim garments at the same time and at too high a temperature also cause backstaining.
- Insufficient rinsing and no rotation of washing machine during rinsing may cause back staining
Remedial action
- During washing, add antistaining detergent or increase the number of rinses and rotations in the washing machine during rinsing.
- In case of enzyme washing, the quality of the enzyme should be checked, for example for shelf time. In addition, washing time and temperature should be properly controlled.
- The hydroextraction and drying process should be carefully controlled
Loss of elasticity after washing
Causes
- Spandex is a commonly used fibre in denim garments that increases the elasticity of the garment. At high temperatures, spandex decomposes, whereas with a strong alkali, it gets hydrolysed. Decomposition and hydrolysis damage the spandex, leading to loss of Chlorine also damages spandex.

Remedial action
- In desizing process, use enzyme instead of alkali for desizing
- Generally speaking, the loss of elasticity is caused by a high water temperature in the washing machine during the washing process. Normally, the washing temperature should be kept at around 55 °C and should not exceed 60 °C. Otherwise, it produces irregular watermarks
- In the case of bleach washing, the amount of sodium hypochlorite used should be properly controlled
Excess abrasion of background colour
Causes
- These situations are generally found in bleach washed, snow washed and enzyme-stone washed denim garments. In the washing process, if the washing time is not properly con- trolled, it causes excess abrasion of background Once the background colour is over- abraded in the washing stage, the following rinsing time should be shortened to reduce any further abrasion.
Remedial action
- To prevent excess abrasion, colour should be checked with the standard regularly during
- Before actual production, washing trial should be conducted to find the best
Dimensional change after washing
Causes
- If the denim fabrics do not have proper shrinkage prevention treatment before being made into denim garments and jeans, dimensional change may occur after washing.
Remedial action
- If the size of the garment increases after washing, it may be put in the washing machine and washed with water only for gentle This helps achieve a slight shrinkage in the denim garments. However, this gentle washing must not lead to colour change.
- Compressive shrinkage treatment should be conducted on the denim fabric. If the size of denim garment decreases after washing, it can be steamed inside the washing machine (with- out adding water) to improve the shrinkage problem.
Yellowing
Causes
- Yellowing of denim garments after washing is generally caused by excessive usage of sodium hypochlorite in bleach washing. If neutralisation is not carried out properly, the residual chlorine leads to yellowing.
- The unremoved impurities or metallic/mineral contents in pumice stones can possibly con- tribute to yellowing. Yellowing can also be caused from the softening agents. In addition, atmospheric contaminants/gases can accelerate the yellowing of washed denim on storage (Paul and Naik, 1997d).
- If the optical brightening process is not carried out properly, it causes yellowing
- If the water used for washing contains a high amount of calcium or magnesium ion, it also causes yellowing.
Remedial action
- Neutralisation should be carried out thoroughly to remove residual chlorine after using sodium hypochlorite for washing.
- The operational parameters of optical brightening process should be properly controlled
- The water used for washing should be free of hardness
Odour
Causes
- Odour is generally found in stone washing, bleach washing and enzyme The main causes of odour are
- insufficient rinsing;
- incomplete neutralisation with residual chlo- rine;
- water quality used for rinsing is poor.
Remedial action
- After washing, denim garments should be properly neutralised and/or Also, the water quality should be checked for washing.
Size marks
Causes
- Size marks are generally found in stone washing, stone bleaching and stone abrasion pro- cesses. The cause of size mark is improper desizing which leads to incomplete desizing, that is uneven desizing or low desizing rate. Meanwhile, uneven sizing may also be a cause of size marks.
Remedial action
- The desizing process should be properly conducted and, after desizing, the residual size in the denim fabrics should be checked.
Damages
Causes
- During washing, sharp parts in the washing machine may come in contact with the denim garments, causing When using stones for washing, the stones may also get abraded along with the denim garment. Thus the quartz in the stone gets exposed and develops sharp points which may abrade on the garments leading to surface damage.
Remedial action
- When using stone, the hardness and size of the stone should be monitored to prevent excess abrasion which may cause surface damage.
Too light or dark final shade
Causes
- Chemical variation occurs during the washing process or chemical variation occurs between each batch of washing.
- Washing time and temperature are not properly controlled
- Variation in colour of each lot of denim fabric
Remedial action
- Check the concentration of chemical regularly to ensure that there is no loss of the function of chemical, for example enzyme activity of cellulase and active chlorine content in sodium
- Conduct trial washing to minimise the colour variation between each lot of denim fabric and find the suitable washing A trial run to find the variations of final shades in different lots of denim fabric after washing, as compared with the customer sample (black square) is shown in Figure 1.19.

Future trends in Denim Washing
The textile industry is striving to develop environmentally friendly wet processing techniques that can result in zero effluent discharge. Denim garment washing, being a type of textile wet processing treatment, cannot be separated from this trend for achieving sustainability. If the history of denim and jeans washing is reviewed, the washing depends much on the use of chemicals for achieving the colour fading effect. Even though enzymes have now replaced the oxidising agents to some extent, the process still involves water, and some chemicals may still be required to maintain the enzyme stability.
The dry treatments or nearly water free treatments are slowly becoming a sus- tainable trend for replacing traditional wet treatments in denim washing. Some of these techniques are promising and are commercially available such as laser treat- ment, ozone treatment and dry ice blasting. Laser treatment is a water free, colour fading treatment of denim and is an ecological and economical process. Laser can create local abrasion, fabric breaks and a used look effect with excellent reproduc- ibility and higher productivity. Being an automatic system, chances of human error are eliminated in laser treatment.
In ozone treatment, the ozone generated in the equipment can provide bleaching effect. Commercially available ozone equipment is operating like a washing machine, but without much use of water for the colour fading process. In dry ice blasting, the working principle is like sand blasting using abrasive materials. However, in this case, dry ice is used for the blasting. The advan- tage of using dry ice is that after blasting, the residual material is carbon dioxide gas without any secondary contaminants. In coming years, denim and jeans washings may involve only such dry treatments or water free treatments.
In the future, consumers may also desire to see washed denim garments having durable colours in diversified material types, and more environmentally friendly processes employed for denim garment washing. Thus the scope of the washing applications can be further broadened to cover more fibre types and colourants.
Conclusion
Denim fabric has first appeared in the late eighteenth century. It is a cotton twill fabric and the weft passes under two or more warp yarns. Denim was traditionally coloured blue with the indigo dye with ring dyed effect. Through the years, denim has evolved and has become one of the most fashionable items in the fashion and textile industry. It can provide durability and different appearance effects for the garment and fashion products.
Various washing effects have been introduced to make the denim garments and jeans attractive to consumers. Denim washing machines also play an important role and, depending on the market requirements, these machines can develop uniform colour fading or appearance effects in a short time. In the future, new sustainable types of denim washing techniques may be developed; however, some problems still need to be addressed, such as colour consistency, piece-to-batch reproducibility, yellowing and staining.






