


Denim Fabric Weaving – Manufacturing Process, Methods, and technologies
Manufacturing process of Denim Fabrics
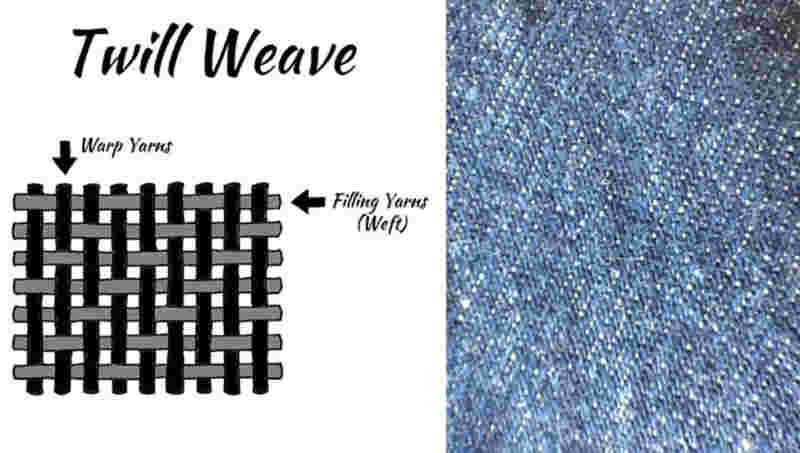
Denim is made from a tightly woven twill in which the weft passes under two or more warp threads. Denim is an indigo-dyed cotton twill fabric in which the weft passes under two or more warp yarns.
Weaving

The way toward delivering a texture by intertwining twist and weft strings is known as weaving. The machine utilized for weaving is known as a weaving machine or loom. Weaving is craftsmanship that has been for a huge number of years. The soonest utilization of weaving goes back to Egyptian human advancement. Throughout the years, both the procedure just as the machine has experienced exceptional changes. Starting today, there is a wide scope of weavers utilized, directly from the easiest handloom to the most complex loom.

Basic Weave Designs
- Plain weave
- Twill weave
- Zig zag twill
- Herringbone twill
- Broken twill
Classification of Modern Weaving Machines
Modern Weaving machines are used to weave Denim fabric are classified according to their filling insertion mechanism. The classification is as follows:
- Rapier
- Projectile
- Air-Jet
- Shuttle looms
Basic Weaving Motions
Beam gaiting of DRAWING-IN AND TYING-IN OF WARP YARNS When a new denim style is put on a weaving machine, it is necessary to draw (thread or insert) the warp yarns through various elements, including stop motion devices (drop wires), weave design control devices (harnesses and heddles), and filling “beat-up” devices (reed). Each end of yarn must have its own individual element. This procedure can be done manually or automatically on drawing-in machines.
When producing the same style and when the current loom beam is nearly empty of yarn, an identical full beam of yarn can be tied to the yarns of the old beam. This is done by a tying-in machine, which automatically selects an end of yarn from the old beam and ties it to the appropriate end on the new beam. The knots are then pulled through the weaving machine before the fabric is put into production. It is well documented that many loom stops are caused by improper tying-in of the warp yarns.
Yarn Flow in Weaving Warp yarns as seen in the figure below are fed from the loom beam and pass over a whip roll or rollers, which control yarn tension variations during weaving motions. The yarns are then directed through drop wires, heddles, and a comb-like device called a reed. The spaces between the reed wires across the width of the reed are called dents. Each reed has a certain number of dents per inch with 12 to 18 being the most common for denim and denim-type fabrics.

There are normally four warp yarns drawn per dent in standard 3/1 twill denim fabrics. The heddles, through which the yarn is threaded, are located in harness frames with a designed number of warp yarns drawn through each harness. All warp yarns weaving alike in a design repeat occupy a given harness. The reed establishes the width of the warp yarn sheet and equal spacing of the yarns before weaving. It also is the mechanism used for pushing (beating-up) each inserted filling yarn (pick) into the body of the fabric at the “fell of the cloth.” The fell is the point where yarns become fabric. At this point, the warp yarn is in fabric form and ready to be collected on a cloth roll.
Natural Indigo Blue Dye Origin Dying Procedures Technology and Dye Recipes for Denim Fabrics
Natural INDIGO Dye – THE KING OF NATURAL DYES
Some machines have inspection stands that are backlighted for easy inspection of the fabric as it is woven before cloth roll take-up. The flow of the filling yarn is somewhat simpler. The filling yarn is fed from large packages located outside of the actual weaving machine. The yarn comes off the package or packages and is wound onto a storage feeder that allows the yarn to be under consistent tension for each pick 15 insertions. The yarn is then introduced to the filling insertion mechanism and inserted across the separated warp yarns, which have formed a tunnel or path called a weave shed.

Weaving machine elements
Basic Weaving Motions The five basic motions, are required on a weaving machine to weave fabric such as denim and are detailed as follows: The warp control and filling insertion determine the rate the fabric will be made at what machine speed. Shedding determines the design and separation of the warp yarn sheet created by some harnesses lifting yarns upward and the remaining harnesses staying in a down position. Therefore, an opening (weave shed) is formed, providing a path for the filling yarns to follow.
Cam shredding methods (also known as tappet) are used for simple fabric designs, while dobbies can weave small patterns into the fabric and jacquard systems with their ability to control each warp end are used to weave complex designs. Generally, the more harnesses that are employed on a given machine, the more complex the design.
Most denim fabrics are woven on machines using cam shedding. Weaving machines running 3/1 and 2/2 denim fabrics will use four or eight harnesses for the ground weave, and in some cases, two additional harnesses for the selvedge, if needed. Machines running 2/1 denim fabrics use three or six harnesses for the ground weave and can use two additional harnesses for the selvedge if required. The shape and profile of the cam determine the lifting motion of the connected harness.
There is an individual cam controlling each harness on the weaving machine, while dobby looms use lifting jacks to control each harness and jacquard looms use a jacquard head and cord to control each warp end separately. Beat-up motion “beats” each inserted pick into the fabric body at the fell-of-the-cloth. Warp Let-off ices signal the let-off when more yarn is needed to maintain consistent warp yarn tension. The Fabric Take-up relationship between the let-off and take-up speeds determines the picks per inch in the fabric.
Filling insertion
The filling yarn is inserted through the weaving shed by various methods. The oldest method, shuttle weaving, has been replaced to a large degree by methods using projectiles, rapiers, air, water jet and needle. Most denim fabrics are woven using projectile filling insertion or air-jet filling insertion. The fastest method, projectile and air-jet, can insert the yarn at a rate of 1400-2400 meters per minute. Most air-jet machines weaving denim run at speeds of 600 to 900 picks per minute.
Many machines today have the pick-and-pick capability, meaning two filling yarn packages are available. Alternating the picks from different yarn packages helps to break up any repeating yarn pattern. As mentioned previously, the warp yarns pass through a comb-like device called the reed. The reed recedes away from the newly formed fabric during filling insertion and moves forward towards the fabric after pick insertion.
Typical Denim Constructions, Weaves, and Weights The classical construction of a bottom weight 14.5-ounce denim is 60-64 warp yarns per inch and 38-42 filling yarns per inch. The number of warp yarns per inch is sometimes referred to as the fabric sley. The weight is influenced by the size of the yarn used, the fabric weave design, and the fabric tightness. Also influencing the fabric weight is the amount of size left on the finished fabric. Other denim fabrics and denim “look-a-likes” may vary in construction from 52 to 70 warp yarns per inch and from 36 to 52 picks per inch. As a rule, denim is woven as 3/1 twill, 2/1 twill, 3/1 broken twill, or 2/2 broken twill. The weights of these finished fabrics can vary between 3.5 and 16.5 ounces per square yard. The weight of the fabric usually determines what the final garment application will be:
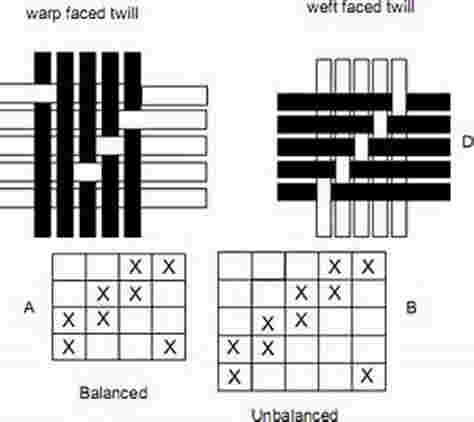
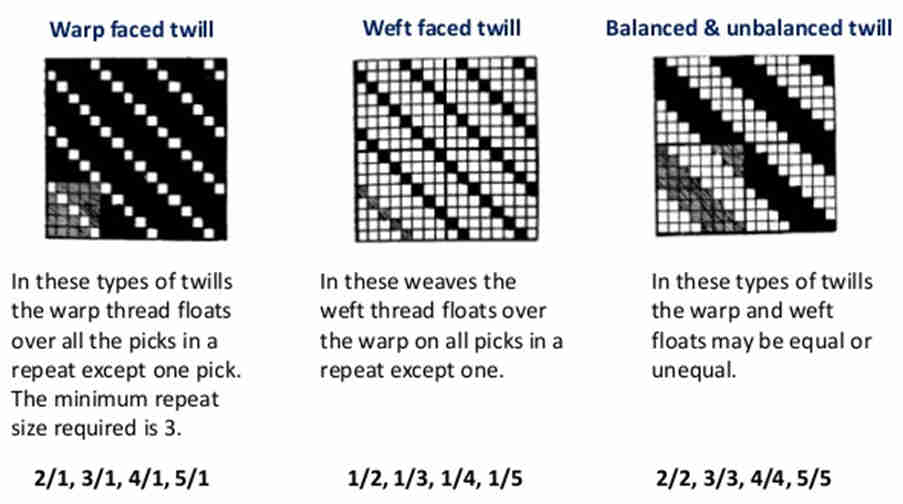
3.5-8.0 ounces per square yard – blouses, tops, shirts, and top of bed fabrics, 8.0-16.5 ounces per square yard – trousers, jeans, jackets, and upholstery Numerical notations for different denim designs, such as 3/1, denote what each warp yarn is doing relative to the filling yarns that it is interlacing with. In this case, each warp yarn is going “over” three picks and then “under” one pick. This would be verbally stated as “3 by 1” twill or “3 by 1” denim. At the next end, moving to the right, the same sequence is repeated but advanced up one pick. This advancing upward sequence continues, giving the characteristic twill line. In this case, the twill line is rising to the right, and the fabric is classified as a righthand twill weave. If the twill line is made to rise to the left, then the design is left-hand twill. Broken twills are designed by breaking up the twill line at different intervals thus keeping it from being in a straight line.
Yarn Twist Direction and Twill Line Direction For a more pronounced twill line in a denim fabric, the direction of twist in the warp yarn should be opposite to the twill direction in the fabric. For example, if “Z” twisted yarn is woven into a right-hand twill, the twill line is less pronounced. If “S” twisted yarn is woven into the same fabric, then the twill line is more pronounced. It must be remembered that only Z-twist yarns are formed in open-end yarns, while ring-spun yarns have either Z or S. For that reason, open-end yarn can be used in left-hand twills when a more pronounced twill line is desirable. Having the twist direction opposite from the twill line direction also tends to make the fabric hand a little softer.
Non-conventional Denim Fabric Constructions Indigo-dyed yarns have been woven in plain weaves known as chambray, oxfords, baskets, herringbones, Bedford cords, and combinations of 3/1 and 1/3 twills. Jacquard designs and dobby weaves have also been incorporated into denim designs to produce new looks and textures. As fashion designers create new ideas, fabric manufacturers have to follow the demands of marketing teams and market leaders.




Good