
Weaving
The process of weaving the warp and weft threads into the actual selvedge denim fabric takes place on a shuttle loom. Back in the days, the shuttle loom was widely used, but nowadays it has often been replaced by modern weaving machines. However, selvedge denim is still woven on shuttle looms to create an authentic and high-quality fabric.
Weaving Characteristics
As we mentioned before, shuttle looms have often been replaced by much quicker, and thus cost-saving, weaving machines. However, despite the developments over the years, modern weaving machines cannot create the authentic selvedge denim that is woven on a vintage shuttle loom.
Selvedge denim woven on a shuttle loom contains imperfections and inconsistencies, and these imperfections give the fabric a unique texture and character. Also, the fabric will have a tighter and denser weave compared to denim woven on a modern weaving machine and is therefore much sturdier.
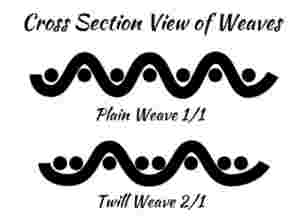
Structure of denim fabrics– The available traditional weave formula of denim fabrics is 2/1, 3/1 etc. The warp and filling yarns of denim fabrics range from 7s to 16s and 8s to 23s respectively. The most studied structure is a plain-knit structure full of knit stitches.
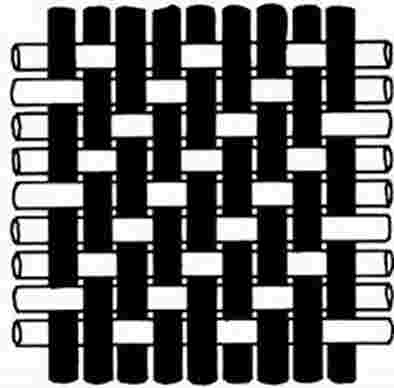
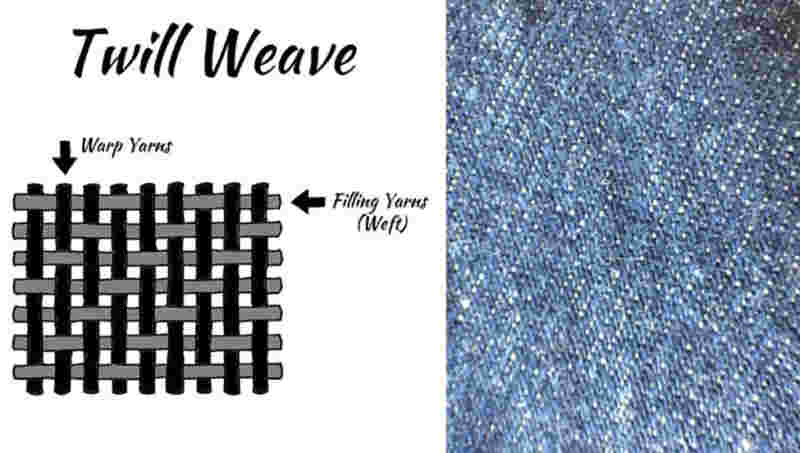
Denim is made from a tightly woven twill in which the weft passes under two or more warp threads. Denim is an indigo-dyed cotton twill fabric in which the weft passes under two or more warp yarns.
The performance of a garment during its usage is very important for consumers. Performance as such is a very wide term and may range from satisfying the requirements during its use to durability. Comfort is also considered by many consumers today as one of the performance requirements.
For stretchable denim fabric, the fit related comfort lies in the ability of the material to be stretched when a load is applied according to body movements and retain to its original length. While designing the stretch denim, fabric weight and weave play an important role in comfort, performance and fashion. The effect of fabric parameters such as areal density, Lycra content and weave on characteristics of stretchable denim fabrics have an impact on Various properties such as thickness, tensile strength, flexural rigidity, stretch and recovery properties and air permeability of the fabrics.
Increasing the fabric weight increases fabric warp tensile strength, compressibility, stretch and recovery, whereas the flexural rigidity, weft tensile strength and air permeability decrease. As Lycra contents in fabric increased, fabric thickness increases which result in the higher flexural rigidity of fabric. Fabric construction and weave also influence the fabric flexural rigidity and air permeability related to the performance and comfort of stretchable denim fabric.
| Properties | Sample code | |||
|---|---|---|---|---|
| D1 | D2 | D3 | D4 | |
| Lycra % | 0 | 1 | 3 | 5 |
| Yarn count (Ne) Warp | 9 | 9 | 9 | 9 |
| Weft | 10.4 | 10.4 | 10.4 | 10.4 |
| Thread density EPI | 70 | 69 | 71 | 70 |
| Crimp (%) Warp | 11.8 | 12.4 | 11.9 | 12.5 |
| Crimp (%) Weft | 6.1 | 5.7 | 6.4 | 6.0 |
| Fabric (oz/yd2) | 11.67 | 9.82 | 10.35 | 10.81 |
The classical denim fabrics are made with open-end rotor yarn in both warp and weft direction. However, ring yarn, ply yarn, filament yarn, lycra core yarn, slub yarn are extensively used in denim to achieve some special effect, lustre, smoothness and comfort in denim products. The properties of denim finished fabric largely depends upon the fabric construction.
The warp and weft count influence several fabric properties such as weight, fabric tightness, cover, drape, hand, tensile strength, tear strength, and other fabric properties. All these parameters influence the durability and comfort of denim garments.
Weaving Manufacturing methods of Denim Fabrics

Cone winding machine
 Winding is one of the most important operations which is mainly occurred in the spinning section. The creation of the large yarn packages that can be easily unwound called winding. The winding makes the subsequent machine operations more economical and easier.
Winding is one of the most important operations which is mainly occurred in the spinning section. The creation of the large yarn packages that can be easily unwound called winding. The winding makes the subsequent machine operations more economical and easier.
Three zones of windings are:
- Unwinding zone
- Tension and clearing zone
- Winding Zone

Features of Cone Winding Machine Used in Textile Weaving Sector
There are different key features of cone winding m/c which are pointed out in the following:
- In cone winding m/c, reciprocating cams are attached with the traversing guide and attached with a shaft.
- Also, the cam controls the yarn with the yarn guide.
- Here, the cone is placed on the cone holder and kept in contact with the drum.
- A drum is in opposition to each cone.
Objectives of cone winding machines
- To prepare the bigger packages from smaller ring bobbins
- To remove spinning faults.
- To wax the material
- To improve the quality of yarn
Requirements
The winding process should be accurate for accelerating the next process in fabric manufacturing. The winding process should fulfil the following requirements:
The winding process should be:
- Easy
- Maintain the characteristics of the yarn
- Economical
- Minimum winding faults
- Package size and shape should be suitable to optimally used on the next machine
Auto-cone and Autoconing
Autoconing is the process of automatically making the end yarn packages without the need of feeding the small yarn packaged produced by the ring-spinning machines. The auto-coning machines in turn intelligently connected to transport the produced yarn-cones from the ring-spinning machines into the winding machines without any manual interventions of feeding the cones. Autoconer is the synonym for automatic package winding.
The aim of the modern automatic winder is to make the wound package as uniform as possible along with achieving higher production, better quality, and lower power consumption per kilo of product and flexibility.
The auto-coning department maintains the humidity and temperature according to the requirements throughout the year.
- Ideal humidity: 55~88%
- Temperature: 22~39.5 degree C
If winding tension is selected properly, the following tensile properties are not affected
- Tenacity
- Elongation
- Work to break
Excessive tension in the winding may deteriorate the above said tensile properties
Warping Section
Warping is the process of transferring a number of yarns from a creel of single end packages, forming a parallel sheet, on to a beam. The main objectives of warping include:
- To get the required number of ends as per the set calculation
- To get the required length of yarn on each beam of the set.
- To wind a specific type of package required by the subsequent process
The most commonly used types of warping include direct/high-speed warping, sectional warping and ball warping. Objects of Warping:
- Preparation of warp yarn beam.
- Winding of yarn parallel to each other on warping beam.
- Reducing the yarn faults like thick and thin places, large knots etc.
- Winding the pre-determined length of yarn.
- Combination of small packages.
- Finding the long length of warp yarn.
- Preparing for the next process.
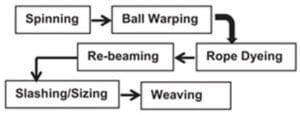

- Ball Warping is used for Rope Denim production
- Direct warping is used for sheet Denim production
Ball Warping is an intermediate process for storing yarn for transport, dyeing, or reserver; it does not produce a beam.
Ball warping
The main object of ball warping is to prepare the log for the rope dyeing machine. Here magazine type of creels is used for the creeling of yarns in the form of cheese. The number of ends taken one per the requirement of further processes that is for preparing the weavers beam. According to the number of ends in each group, the respective creeling is done to make the required number of logs to be used at the creeling zone of the rope dyeing machine.
The length of rope on the log is generally 12830 meters the sheet of yarns pass through the lease reed where lease are inserted these facilities denting the long the chain beaming. Lease are inserted at regular intervals which can set automatically on the machine, generally on every 100 meters, the lease is inserted, the lease also helps in yarn separation after sizing.
Ball Warping Process
In ball warping, 350 to 500 yarn ends are pulled from the creel. The yarns then pass through a comb-like device (reed), which keeps each warp yarn separate and parallel to its neighbouring ends.
At intervals of every 1000 to 2000 yards, a lease string is placed across the sheet of warp yarns to aid yarn separation.
The yarns then go through a funnel-shaped device called a trumpet or condenser, which collapses and condenses the sheet of yarn into rope form.
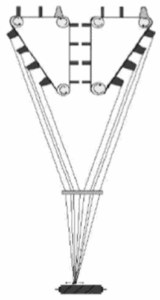
- The rope is wound onto a long cylinder called a log on a machine called a ball warper.
- Indigo dyeing will take place in rope form.

- Packages of yarn are preconditioned before ball warping
- Packages are loaded into the creel (larger lots- magazine transfer creel and smaller lots- swing gate or truck creel
- Packages are placed on adapters. An adapter supports the package of yarn and ensures that the package remains aligned to the tensioning devices. Wooden plug type adapter is most effective as they require the least amount of exertion to remove the empty package.
The next step is threading the tensioner located at each yarn package
-
Post and Disk tensioner
It has two posts mounted onto a flat base. two-round disks are placed onto each post. The yarn is threaded between the disk and wrapped around the post. One of the parts is movable so that the angle of the wrap can be varied. More tension can be added to the yarn by adding round weights onto the top disk.
Advantages are
- Inexpensive
- does a marginally adequate job of maintaining yarn tension
- Simple to thread up
- Low maintenance requirements.
Disadvantages are
- The yarn has a tendency to jump out from between the disks at the rear of the creel
- It is labour intensive- when different tension levels are required.
- There is more frequency of cleaning up
- It doesn’t control tension well at a higher speed.
-
The driven disk tensioner
It also uses twin disk arrangement; however, the disks are supported from below- there are no posts. Tension is applied from above- there are weights or spring-loaded.
A gear under each pair of disks is matched to another gear mounted on a continuous shaft that runs the length of the vertical tension post. This shaft is connected to a 4-rpm motor which rotates the disk.
The advantage of disk rotation is
- Thread cutting prevention
- Dampens out variation due to ballooning action of yarn.
- There is more uniform tension
- Less effort required to change tension levels.
Disadvantages are
- It is more difficult to thread up, there is more maintenance due to the electric motor used and at high speed, the tension control is not well.
Ball warping
In ball warping, 250–400 yarn ends are pulled from the creel. The yarns then pass through a comb-like device (also known as hack or reed), which keeps each warp yarn separate and parallel to its neighbouring ends. At intervals of every 1000 or 2000 m, a lease string is placed across the sheet of warp yarns to aid yarn separation for the re-beaming operation, which will occur later.
The yarns then go through a funnel-shaped device called a trumpet or condenser, which collapses and condenses the sheet of yarn into rope form. This device is located at the base of the warper head and traverses back and forth, guiding the newly formed rope of yarn onto a log. The rope must be wound at a constant tension to keep the yarns from tangling. The ropes are then used for dyeing with indigo in the rope dyeing range.
Ball warping is the process in which warping is performed in rope form onto balls and warp beam is prepared after the subsequent process. This type of warping is suitable for denim fabric manufacturing that involves a rope dyeing process. Ball warping is a two-stage process, initially, the warp yarns are wound in rope form on a cheese-like structure. The ball is wound on a special wooden core called “log” and rope dyeing is performed.
Ball warping calculations
The ball warping calculations are somehow similar to the direct warping calculations. The warping is usually planned with single or double creel. The length of yarn on the warp beam is decided to take into consideration the shrinkage % and the rejection % of the yarn and fabric. In general, for denim fabric, there is a 5% allowance for the rejection and 15-20% for the shrinkage of the fabric, i.e. to produce 10,000-meter denim fabric, the warping is usually 12,500-13,000 meters. The calculation will be clarified with the following example.
To produce a denim fabric with 10/s yarn having 67 ends/inch and 63” width, calculate the length of warp required.
Solution:
- The length of warp required will be calculated as:
- Total ends = 67×63 = 4221
- Number of logs = 12
- Number of ends/logs = 4221/12 = 351.75
- So, 9 logs will have 352 ends and 3 logs will be with 351 ends.
The plan for one creel will be as follows:
- Number of cones per bag = 16
- Cone weight = 100 / 16 = 6.25 lbs
- Length of yarn on one cone = 6.25 × 10 × 768.1 = 48006 m
- Length taken percentage is usually 99% because of variation in yarn length among different cones, to avoid length short problem.
- Length taken from cone = 48006 × 0.99 = 47526 m
- Warp length / log = length taken from one cone / Number of logs
- Warp length / log = 47526 / 12 = 3960.5 m
- The yarn requirement can be calculated as:
- Number of bags required = Number of ends on log / Number of cones in bag
- Number of bags required = 352 / 16 = 22 bags.
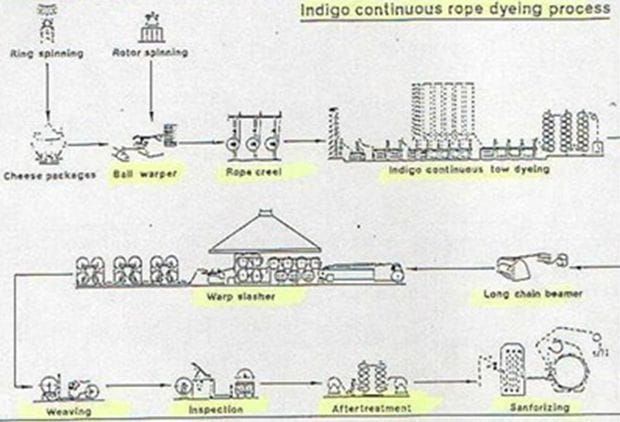
Indigo continuous Rope Dyeing process.
- Working speeds from 30 m/min up to 40 m/min
- Ropes featuring between 24 to 36 ropes, fully automatic coiler controlled by Siemens PLC
- Upper guide rolls with fluted profiles
- Continuous fresh dye liquor bath dosing system based on ml/Kg
- Independent magnetic flowmeters installed on each dye box for a balanced indigo liquor supply Standard rope dye range (8 Boxes) The standard rope Dye Range by Mezzera has been developed in order to give you the best solution and flexibility containing initial investment. Supported suitability and peculiar characteristics:
- Double steamer (bottoming-topping/sulphur colour denim)
- Medium-high indigo intensities achievable (4-5%)
- Sulphur bottomed indigo casts all colours
- Sulphur topped indigo casts all colours (last 2 indigo boxes with the independent circuit)
- Sulphur dye all colours (last 2 indigo boxes + steamer)
Summary processes
Having passed the dyeing and oxidation rage the ropes are guided through 2 or 3 washing boxes to wash off excessive dye. In the last box, a softener is added to ease the opening of the ropes. They are dried in a series of cans. The dried ropes which contain 380 – 420 ends are then deposited into large coilers. Re-beaming with 300 – 380 ends per rope is easier.
Re-Beaming process (long-chain beamer)

These coilers are placed behind the long-chain beamer where the Re-beaming and opening of the ropes take place. In order to guarantee even yarn tension through Re-beaming on to a back beam ready for sizing the ropes are guided over a tension device which is placed approx. 10 -11 meters distance from the long-chain beamer.
Broken ends which very really happen during the process of the rope dyeing are repaired at this process stage. Initially, these machines were supplied without yarn stop motion but are available nowadays on special request. This is of major importance as lost ends, fluff, tail ends and yarn remnants can cause inferior performance in weaving.
Sizing Machine
Textile warp sizing, also known as tape sizing, of Warp yarn, is essential to reduce breakage of the yarn and thus production stops on the weaving machine. On the weaving machine, the warp yarns are subjected to several types of actions i.e., cyclic strain, flexing, abrasion at various loom parts, and inter yarn friction.
With sizing, the strength—abrasion resistance—of the yarn will improve and the hairiness of yarn will decrease. The degree of improvement of strength depends on adhesion force between fibre and size, size penetration, as well as encapsulation of yarn. Different types of water-soluble polymers called textile sizing agents/chemicals such as modified starch, polyvinyl alcohol (PVA), carboxymethyl cellulose (CMC), and acrylates are used to protect the yarn. Also, wax is added to reduce the abrasiveness of the warp yarns. The type of yarn material (e.g. cotton, polyester, linen) thickness of the yarn and the type of weaving machinery will determine the sizing recipe.

The sizing liquor is applied on warp yarn with a warp sizing machine. After the weaving process the fabric is desized (washed).
Sizing may be done by hand, or in a Sizing machine.
The so prepared beck beams are now sized in a sizing machine preferably with 2 size boxes. The size pick up varies between 8 – 12%. In Europe mainly modified starches with binders are used, whilst in the USA certain low % of PVA is applied in combination with starches by some companies.

Depending on the final finishing process (washed denim) with no filler also CMC gives excellent performance in weaving. Special size mixes for soft denim also can be applied and will be discussed separately. We recommend however not to use PVA for sizing of denim as a surface of denim may show a leather-skinned appearance.
Objectives of Sizing Process
The main objective of the sizing process is given below:
- To improve the weave ability of warp yarn.
- To improve the fibre-to-fibre adhesion force in the yarn.
- To prevent slippage of fibres in the yarn during weaving.
- “To make the yarn twist permanent by applying adhesive film on the yarn surface. The twist in unsized yarn tends to untwist due to rolling action during weaving so that it necessitates to be fixed”.
- To strengthen the warp yarn.
- To improve the abrasion resistance of warp yarn.
- To protect the yarn from being ruptured during passing through drop pin, the eye of heald wire and dent of reed.
- To reduce the hairiness of warp yarn.
- To improve the smoothness of warp yarn.
- To ensure good fabric quality in weaving.
- To ensure maximum efficiency of the weaving process.
- To prevent the development of electrostatic charges in the yarn during weaving.
General Sizing Calculations with an example:
The parameters received from warping regarding the set are given below:
- Total ends = 14640 ends
- Reed space = 126.20 inches
- Warp count = 40s
- Set( warp) length = 5000 metres
- Sizing waste = 70 metres per set length
- Actual warp length before sizing = 4930 metres
- Sized warp length = 5020 metres
- Warper’s beam = 2200 mm
- The number of beams = 20.
Now parameters required to size a beam are:
- Beamwidth = ?
- Denting order =?
- Beam width = Reed space (inches) + 20 mm
- = 126.20 inches + 20 mm
- = ( 126.20 X 25.4) + 20 mm
- = ( 3205.48 + 20) mm
- = 3225. 48 mm ( beam width)
Denting order
This is a very critical calculation in sizing. How to decide the denting order? When we group the warper’s beam s together, and we keep the zig-zag Reed in a downward position and initiate the sizing process, the width of the warp sheet is equal to the width of the warper’s beam.
Now sizer brings the reed in an upward position. The pointed dents of zigzag reed penetrate the warp sheet and the warp and automatically get passed through the dents of the reed. The ends density at both the selvedge and at the remaining sheet vary due to the difference in warper’s beams alignment.
Here sizer needs to correct the denting order at both the selvedge.
Now the question arises, how to find the correct denting order?
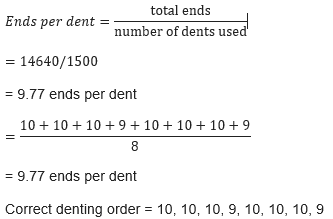
The approximate number of dents used = number of reed stripes X dents per reed stripes
- = 25 X 60 dent
- = 1500 dents
Denting order calculation sheet is given below:
The difference in the denting order is corrected by expanding or reducing the width of the zigzag reed.
- Warping for slasher sheet dying and sizing
Direct warping for slasher sheet dying and sizing
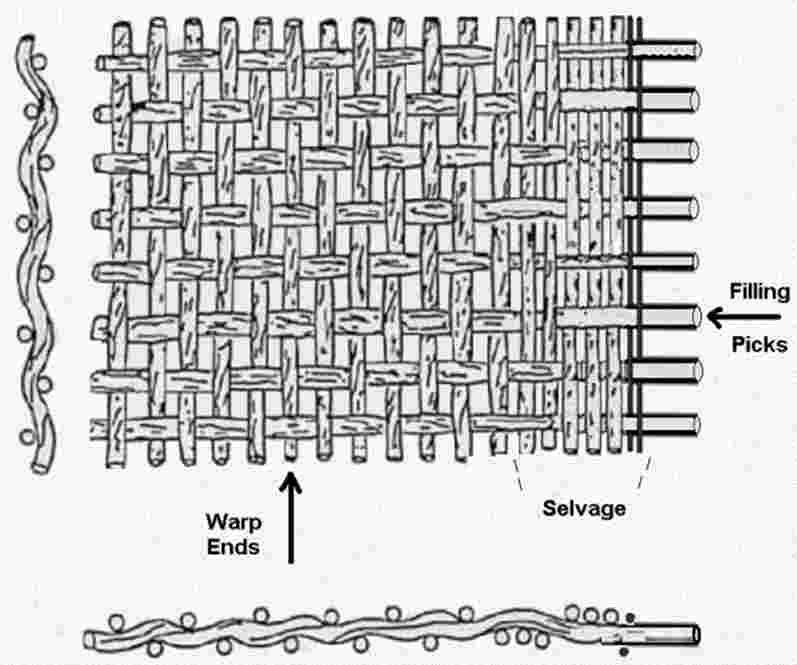
Warp yarns run along the length of fabric and weft yarns go across the width of the fabric. Warping is the preparation of yarn to weave fabric. It is the transfer of many yarns from the creel of single packages to a beam. The yarns will form a parallel sheet of yarn wound onto the beam.

Productivity in Direct Warping
Warping means winding the yarn in a particular beam at a uniform tension and yarn are stay parallel. The productivity of warping depends on various parameter such as how many numbers of creel how many actual creels used and also depends on the running time of the warping machine. If the machine is run with greater efficiency, then it possible to make the required number of beams asset wise and usually use as much as 320 or 346 to make a beam of 22000 m or 11000m length and also requirement wise beam.
In the direct warping machine, we observed how much time to make a beam of the required length to collect data.
Details Information about direct warping
| Sl. No | Cone Length (m) | Count | Total Warp Length (m) |
|---|---|---|---|
| D1 | 22,000 | 7.2 RSL | 11,000 |
| D2 | 11,000 | 7RsL | 9,250 |
| D3 | 23,200 | 7.2RsL | 22,000 |
| D4 | 21,000 | 12 RSL+12R | 17,500 |
| D5 | 18,000 | 12 OE + 9 OES | 16,250 |
Slasher Dyeing and Sizing Machine

It is a continuous process that combines dyeing & sizing in a single operation. Slasher dyeing warp yarns are repeatedly passed in warp beam form through several baths of indigo (Indigo is a blue Vet dye) before being sized and wound for weaving.
Flow Chart of Indigo Dyeing in Slasher Dyeing Machine

Production of weavers beams
The patented Benninger trough is a closed trough with a yarn inlet and outlet. Both inlet and outlet are equipped with an oxygen trap. The trough is split into two compartments. The yarn passes first the dipping and wetting compartment with a passage length of 6.6m, then through the flexible squeeze rollers before entering the penetration chamber with a passage length of 6 m. Both compartments are, during the indigo dying process, flooded with 98% pure nitrogen.
The nitrogen flow is regulated by adjusting a flow valve. The nitrogen flow volume per trough is approximately 50 – 70 L/min. The dye liquid volume per trough is 360 I at the level of the overflow weir. Additionally, to the 360, L in the trough is approximately 70 L in the overflow compartment, which results in a total dye liquid volume of 430 L per trough.
Indigo Dye Liquid Circulation flow schematic
Each trough is filled by a centrifugal pump. The pumps have a capacity ‘of 80 L /min. In this case, the dye liquid exchange rate per trough is every 4.5 min. This exchange frequency is only possible due to the oxygen-free atmosphere in the dye troughs. The dye liquid backflow is achieved by the slightly lower level in the mixing tank in comparison to the theoretical level in the dye troughs. The total indigo volume required for a 6-trough dyeing range is 3600 I (including mixing tank), which is substantially less in comparison to conventional slasher dyeing ranges with 8000 to 12000.

Difference between Rope dying V/S slasher dyeing
| Rope Dyeing | Sheet Dyeing |
| There is an opportunity at re-beaming to repair broken ds | No such opportunity |
| More than one slasher sets can be dyed at one time | Only one slasher set may be dyed at one time |
| Possible to mix yarns of different colours – one can get denim stripes at re-beaming | Not possible |
| No need to start and stop the machine each set, so shade matches perfectly | Need to start/stop the machine. Difficult to achieve the target shade until hundreds of meters of yarn have been run.
When the slasher dyeing machine slows down at the end of each yarn set, the wash down shade will be altered |
| A large number of yarns are difficult to open at re-beaming – not very suitable for lighter weight yarn | Advantageous for lighter weight fabrics > 16s |
| No extra ends | Extra ends |
Difference between Slasher and Rope Dyeing
| Comparison on | Slasher Dyeing | Rope Dyeing |
|---|---|---|
| Required space | Less | More |
| Mercerizing | Easy | Difficult |
| Manpower | Less | More |
| Dye bath | Less capacity | More |
| Broken end repairing | Not possible | In rope dyeing, there is a possibility to repair broken and LCB (Long-chain Beamer) |
| Flexibility | Flexibility to produce denim in different colours and small quantities | Less flexible, difficult to change colours |
| Set change | Machines should start and stop at the time of set change. Hence shade matching is not easier until hundreds of meters of yarn run. | No need to start and stop the machine at the time of set change. Hence shade matching is easier. |
| Extra ends | Extra ends required | No extra ends |
| Different colour mixing | Not possible | Possible to mix ends of different colours. One can get stripe design at re-beaming. |
| Count range | Advantages for lighter yarn. Can use Ne 1-30 without a major change | Large numbers of yarns are difficult to open at re-beaming. Hence it is not suitable for fine yarn. Can use Ne 1-16 without major change. In the latest machines, an even higher yarn count can be dyed. |
| Rear characteristics of the fabric | Less thin/thick and knot points | High thin/thick and knot points |
| Dye dipping time for effective dye result | <= 14s (standard 30 – 14s regulated by speed) | <= 21s (standard 15 – 21s regulated by speed) |
| Production capacity | Approx. 9 to 11 millimetres in case of normal capacity. Approx. 10 to 22 millimetres in case of double capacity | 12 ropes = 9 to 11.5 millimetres
14 ropes = 18 to 23 millimetres Ropes = 27 to 34.5 millimetres |
| Cost | The cost of production is lesser compared to rope dyeing | Cost production is more compared to sheet dyeing |
Denim Weaving Processes
- Drawing-in/warp tying process
- Yarn flow
- Basic weaving motions
Denim is traditionally made from 100% cotton, so the very first stage of production is to take the raw cotton fibre and turn it into yarn that can be woven into fabric. Cotton is fed into a machine that pulls and twists the fibres into yarn. The tighter the twist, the stronger the yarn will be, although tighter yarns take longer to manufacture making them more costly to produce.
Cotton yarn comes in a variety of sizes ranging from quite fine yarn, suited to chambray and lighter denim weaves, to heavier, thicker yarns ideal for jeans and jackets. When choosing a yarn size, the higher the number, the finer it is.
Usually, the fabric mill will weave yarns of the same size but can combine different sizes to create a fabric with a rougher texture. However, it’s not recommended to weave vastly different sized yarns, as this can create a surface that is too uneven and compromise the integrity of the fabric.
Contemporary denim yarns may also include spandex to create a cotton/spandex blend. This creates more stretch in the raw denim fabric and is popular with stretch denim jeans. Just like 100% cotton yarn, the cotton/spandex yarn is numbered, with higher numbers indicating greater stretch. This step is where the denim fabric is woven to the specifications of the customer. Appropriate size and colour of warp yarn is loaded onto the weaving machine, known as a loom. The smaller rolls of weft thread are loaded to the side of the loom, where they run across the warp threads to create a twill weave.
Drawing-In & Warp Tying
When a new denim style is put on a weaving machine, it is necessary to draw or insert the warp yarns through various elements, including the stop motion devices, weave design control devices, and a filling beat-up device.

Each end of yarn must have its own individual drop wire and heddle and be inserted into the correct dent in the reed. This procedure can be done manually or automatically on drawing-in machines. Of course, manual drawing-in is much more time-consuming. When the same end count and the draw are to follow on a loom with a depleted warp, then a full beam of yarn can be tied to the yarns of the old beam. This can be done by a tying-in machine, which automatically selects an end of yarn from the old beam and ties it to the appropriate end on the new beam.
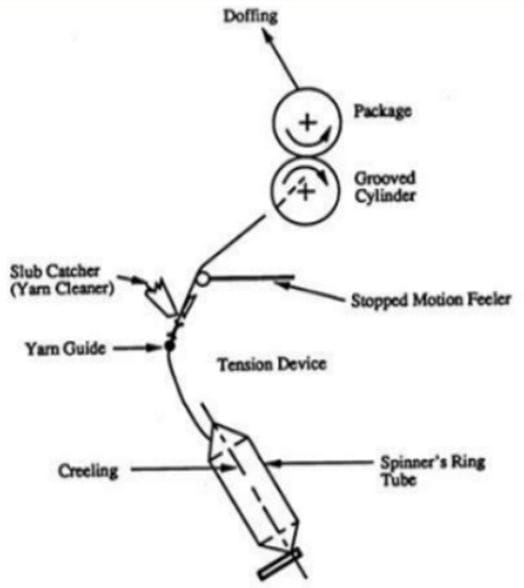
Yarn Flow
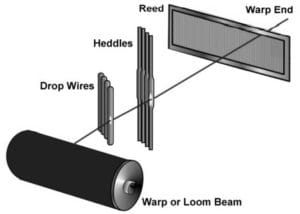
Warp yarns are fed from the loom beam and pass over a whip roll or rollers, which help to control variation in yarn tension during weaving. The yarns are then directed through drop wires, heddles, and a comb-like device called a reed. The spaces between the reed wires across the width of the reed are called dents. Each reed will have a specific number of dents per inch — 12 to 18 for most denim and denim-type fabrics. The reed number and the number of warp ends to determine the woven width of the fabric.
The weft yarn is left undyed in its natural off-white colour. Once it’s woven across the coloured warp threads, it can mostly be seen on the underneath of the denim, giving blue jeans that signature “white” appearance on the inside, while the outside is indigo blue.
Modern looms produce standard denim around 57”-58” (145cm) wide, while stretch denim is a little narrower at 52”-54” (135cm) to help minimize shrinkage. Older machines were narrower again at 28”-30” (71cm-76cm) wide, but could create selvedge denim with edges that would not fray, resulting in less wastage off the roll.
During the weaving process, factory staff inspect the yarn and fabric to make sure there are no obvious knots or defects in the denim.
Weaving

The way toward delivering a texture by intertwining twist and weft strings is known as weaving. The machine utilized for weaving is known as a weaving machine or loom. Weaving is craftsmanship that has been for a huge number of years. The soonest utilization of weaving goes back to Egyptian human advancement. Throughout the years, both the procedure just as the machine has experienced exceptional changes. Starting today, there is a wide scope of weavers utilized, directly from the easiest handloom to the most complex loom.

Basic Weave Designs
- Plain weave
- Twill weave
- Zig zag twill
- Herringbone twill
- Broken twill
Classification of Modern Weaving Machines
Modern Weaving machines are used to weave Denim fabric are classified according to their filling insertion mechanism. The classification is as follows:
- Rapier
- Projectile
- Air-Jet
- Shuttle looms
Basic Weaving Motions
Beam gaiting of DRAWING-IN AND TYING-IN OF WARP YARNS When a new denim style is put on a weaving machine, it is necessary to draw (thread or insert) the warp yarns through various elements, including stop motion devices (drop wires), weave design control devices (harnesses and heddles), and filling “beat-up” devices (reed). Each end of yarn must have its own individual element. This procedure can be done manually or automatically on drawing-in machines.
When producing the same style and when the current loom beam is nearly empty of yarn, an identical full beam of yarn can be tied to the yarns of the old beam. This is done by a tying-in machine, which automatically selects an end of yarn from the old beam and ties it to the appropriate end on the new beam. The knots are then pulled through the weaving machine before the fabric is put into production. It is well documented that many loom stops are caused by improper tying-in of the warp yarns.
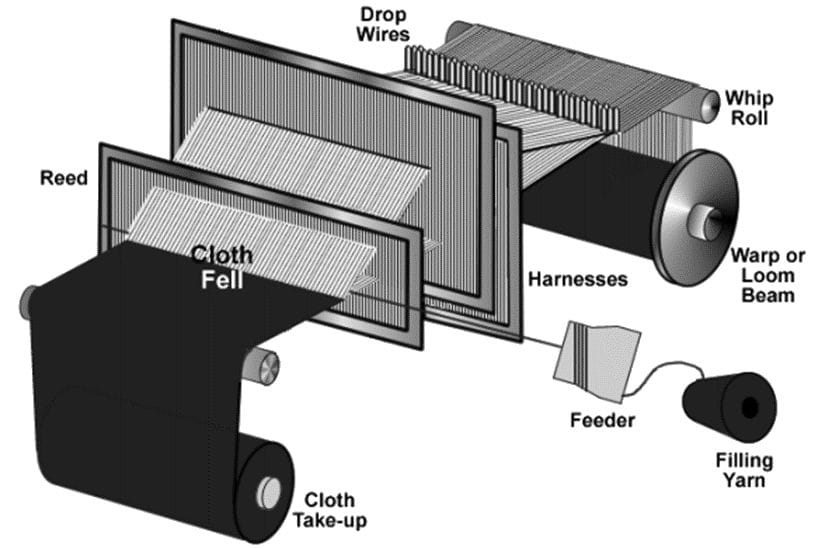
Yarn Flow in Weaving Warp yarns as seen in the figure below are fed from the loom beam and pass over a whip roll or rollers, which control yarn tension variations during weaving motions. The yarns are then directed through drop wires, heddles, and a comb-like device called a reed. The spaces between the reed wires across the width of the reed are called dents. Each reed has a certain number of dents per inch with 12 to 18 being the most common for denim and denim-type fabrics.

There are normally four warp yarns drawn per dent in standard 3/1 twill denim fabrics. The heddles, through which the yarn is threaded, are located in harness frames with a designed number of warp yarns drawn through each harness. All warp yarns weaving alike in a design repeat occupy a given harness. The reed establishes the width of the warp yarn sheet and equal spacing of the yarns before weaving. It also is the mechanism used for pushing (beating-up) each inserted filling yarn (pick) into the body of the fabric at the “fell of the cloth.” The fell is the point where yarns become fabric. At this point, the warp yarn is in fabric form and ready to be collected on a cloth roll.
Some machines have inspection stands that are backlighted for easy inspection of the fabric as it is woven before cloth roll take-up. The flow of the filling yarn is somewhat simpler. The filling yarn is fed from large packages located outside of the actual weaving machine. The yarn comes off the package or packages and is wound onto a storage feeder that allows the yarn to be under consistent tension for each pick 15 insertions. The yarn is then introduced to the filling insertion mechanism and inserted across the separated warp yarns, which have formed a tunnel or path called a weave shed.
Weaving machine elements
Basic Weaving Motions The five basic motions, are required on a weaving machine to weave fabric such as denim and are detailed as follows: The warp control and filling insertion determine the rate the fabric will be made at what machine speed. Shedding determines the design and separation of the warp yarn sheet created by some harnesses lifting yarns upward and the remaining harnesses staying in a down position. Therefore, an opening (weave shed) is formed, providing a path for the filling yarns to follow.
Cam shredding methods (also known as tappet) are used for simple fabric designs, while dobbies can weave small patterns into the fabric and jacquard systems with their ability to control each warp end are used to weave complex designs. Generally, the more harnesses that are employed on a given machine, the more complex the design.
Most denim fabrics are woven on machines using cam shedding. Weaving machines running 3/1 and 2/2 denim fabrics will use four or eight harnesses for the ground weave, and in some cases, two additional harnesses for the selvedge, if needed. Machines running 2/1 denim fabrics use three or six harnesses for the ground weave and can use two additional harnesses for the selvedge if required. The shape and profile of the cam determine the lifting motion of the connected harness.
There is an individual cam controlling each harness on the weaving machine, while dobby looms use lifting jacks to control each harness and jacquard looms use a jacquard head and cord to control each warp end separately. Beat-up motion “beats” each inserted pick into the fabric body at the fell-of-the-cloth. Warp Let-off ices signal the let-off when more yarn is needed to maintain consistent warp yarn tension. The Fabric Take-up relationship between the let-off and take-up speeds determines the picks per inch in the fabric.
Filling insertion
The filling yarn is inserted through the weaving shed by various methods. The oldest method, shuttle weaving, has been replaced to a large degree by methods using projectiles, rapiers, air, water jet and needle. Most denim fabrics are woven using projectile filling insertion or air-jet filling insertion. The fastest method, projectile and air-jet, can insert the yarn at a rate of 1400-2400 meters per minute. Most air-jet machines weaving denim run at speeds of 600 to 900 picks per minute.
Many machines today have the pick-and-pick capability, meaning two filling yarn packages are available. Alternating the picks from different yarn packages helps to break up any repeating yarn pattern. As mentioned previously, the warp yarns pass through a comb-like device called the reed. The reed recedes away from the newly formed fabric during filling insertion and moves forward towards the fabric after pick insertion.
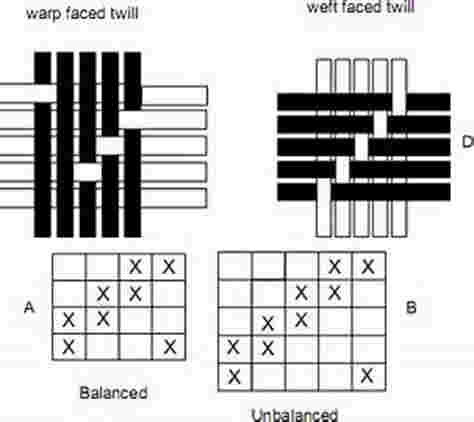
Typical Denim Constructions, Weaves, and Weights The classical construction of a bottom weight 14.5-ounce denim is 60-64 warp yarns per inch and 38-42 filling yarns per inch. The number of warp yarns per inch is sometimes referred to as the fabric sley. The weight is influenced by the size of the yarn used, the fabric weave design, and the fabric tightness. Also influencing the fabric weight is the amount of size left on the finished fabric. Other denim fabrics and denim “look-a-likes” may vary in construction from 52 to 70 warp yarns per inch and from 36 to 52 picks per inch. As a rule, denim is woven as 3/1 twill, 2/1 twill, 3/1 broken twill, or 2/2 broken twill. The weights of these finished fabrics can vary between 3.5 and 16.5 ounces per square yard. The weight of the fabric usually determines what the final garment application will be:
3.5-8.0 ounces per square yard – blouses, tops, shirts, and top of bed fabrics, 8.0-16.5 ounces per square yard – trousers, jeans, jackets, and upholstery Numerical notations for different denim designs, such as 3/1, denote what each warp yarn is doing relative to the filling yarns that it is interlacing with. In this case, each warp yarn is going “over” three picks and then “under” one pick. This would be verbally stated as “3 by 1” twill or “3 by 1” denim. At the next end, moving to the right, the same sequence is repeated but advanced up one pick. This advancing upward sequence continues, giving the characteristic twill line. In this case, the twill line is rising to the right, and the fabric is classified as a righthand twill weave. If the twill line is made to rise to the left, then the design is left-hand twill. Broken twills are designed by breaking up the twill line at different intervals thus keeping it from being in a straight line.
Yarn Twist Direction and Twill Line Direction For a more pronounced twill line in a denim fabric, the direction of twist in the warp yarn should be opposite to the twill direction in the fabric. For example, if “Z” twisted yarn is woven into a right-hand twill, the twill line is less pronounced. If “S” twisted yarn is woven into the same fabric, then the twill line is more pronounced. It must be remembered that only Z-twist yarns are formed in open-end yarns, while ring-spun yarns have either Z or S. For that reason, open-end yarn can be used in left-hand twills when a more pronounced twill line is desirable. Having the twist direction opposite from the twill line direction also tends to make the fabric hand a little softer.
Non-conventional Denim Fabric Constructions Indigo-dyed yarns have been woven in plain weaves known as chambray, oxfords, baskets, herringbones, Bedford cords, and combinations of 3/1 and 1/3 twills. Jacquard designs and dobby weaves have also been incorporated into denim designs to produce new looks and textures. As fashion designers create new ideas, fabric manufacturers have to follow the demands of marketing teams and market leaders.










Good