
Core-spun yarns have revolutionized the textile industry. Their unique structure integrates a strong core fiber with an outer sheath of staple fibers. This combination produces yarns with enhanced performance and versatility. In this article, we delve into the many dimensions of core-spun yarns. We examine their history, manufacturing processes, inherent advantages, challenges, applications, and emerging trends. This resource is designed for professionals, students, and textile enthusiasts seeking technical insight and actionable knowledge.
Introduction
Textile innovation drives the modern fashion and technical textiles sectors. Core-spun yarns are a prime example of such innovation. They integrate a continuous core with surrounding staple fibers, which provides an optimal balance of strength, softness, and elasticity. Textile manufacturers use these yarns to improve product performance. Core-spun yarns combine the properties of different fibers to yield superior fabrics.
Engineers design core-spun yarns for a wide range of applications, from high-performance sportswear to denim and technical textiles. Their structure permits a precise control over physical, mechanical, and aesthetic properties. This article explains how core-spun yarns work and why they remain popular.
Historical Background and Evolution
The concept of combining fibers is not new. Historically, spinners experimented with blending different fibers. Early methods were labor intensive and inconsistent. Advances in spinning technology paved the way for core-spun yarns. The industrial revolution brought mechanized spinning systems that allowed for better blending of fibers.
Core-spun yarns emerged as an innovation when engineers sought to combine the strength of synthetic fibers with the comfort of natural fibers. Researchers discovered that incorporating a robust core improved tensile strength while the outer layer provided the desired hand and drape. Over time, improvements in machinery and quality control refined the process.
Modern textile mills now produce core-spun yarns with high precision. These yarns are standardized to meet strict industry standards. They have a well-defined structure that ensures uniformity in quality and performance. For further reading on yarn evolution, check out the articles on Fiber2Fashion and Woolmark.
Fundamentals of Core-Spun Yarn Structure
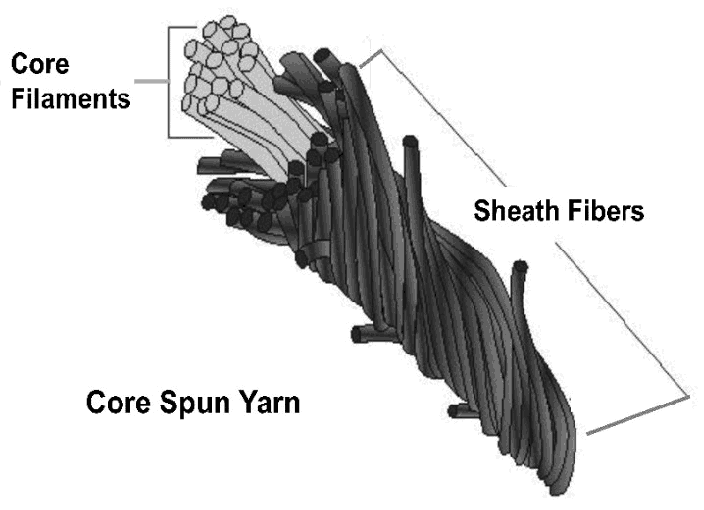
Core-spun yarns consist of two distinct components: the core and the sheath. The core provides strength and durability, while the sheath offers softness and aesthetic appeal. In a typical core-spun yarn, a continuous filament – often a high-tenacity synthetic fiber – serves as the core. Surrounding this core is a wrapping of staple fibers such as cotton, wool, or polyester.
Structural Components
- Core Fiber: This component is usually a filament fiber with excellent tensile properties. It may be made of polyester, nylon, or other high-strength materials. The core contributes to the yarn’s load-bearing capacity.
- Sheath or Covering Fibers: These are short staple fibers that wrap around the core. They determine the hand, texture, and appearance of the yarn. Their properties vary according to the type of fiber used, such as cotton for softness or wool for warmth.
The interplay between these components creates a yarn that performs well in both strength and comfort. Engineers often adjust the twist and wrap tension to control the final properties of the yarn.
Diagram: Core-Spun Yarn Cross Section
+--------------------+
| Sheath Fibers |
| (Short Staple) |
+--------------------+
| Core Filament |
| (High-Tenacity) |
+--------------------+
The above diagram illustrates a simplified cross-sectional view of a core-spun yarn. This structure ensures that the outer fibers are uniformly distributed over the core. The formula below represents a simplified relationship used in the optimization of twist and strength in core-spun yarns:
This equation shows that increasing the core’s strength and the cohesion of the sheath improves overall yarn strength. However, excessive twist may negatively affect the yarn’s softness and appearance.
Manufacturing Process of Core-Spun Yarns
The production of core-spun yarns involves several intricate processes. Modern manufacturing uses state-of-the-art machinery to integrate the core and sheath fibers seamlessly. Each step requires careful control of tension, twist, and fiber feed rate.
Key Steps in Production
- Feeding the Core and Staple Fibers: The continuous filament core is continuously fed into the spinning machine. Simultaneously, staple fibers are carded and prepared for integration.
- Drafting: The fibers are drawn out to align them. In drafting, the staple fibers are controlled to wrap evenly around the core.
- Twisting and Wrapping: The twisting process wraps the staple fibers around the core. The twist level is critical; too little twist may cause the yarn to unravel, while too much can reduce softness.
- Winding: The finished yarn is wound onto packages for further processing, such as weaving or knitting.
Each process must maintain optimal conditions. For instance, the drafting system must adjust tension to ensure that the core remains centered. This precision minimizes variations and defects in the final product.
Table: Comparison of Manufacturing Parameters
| Process Stage | Parameter | Optimal Range | Impact on Yarn Quality |
|---|---|---|---|
| Feeding | Core tension | 15–25 N | Ensures alignment and strength |
| Drafting | Draft ratio | 2:1 to 3:1 | Improves fiber alignment |
| Twisting | Twist per inch (TPI) | 10–20 TPI | Balances strength and softness |
| Winding | Package density | 80–100% | Minimizes tension-induced defects |
This table provides a clear comparison of key parameters in the manufacturing process. Adjustments in these ranges directly affect yarn performance.
Advantages of Core-Spun Yarns
Core-spun yarns offer significant advantages compared to conventional yarns. They bring together the best qualities of different fiber types, yielding improved mechanical and aesthetic properties.
Enhanced Strength and Durability
The core fiber, typically a high-tenacity synthetic filament, imparts excellent strength to the yarn. The continuous nature of the core allows for even load distribution. As a result, core-spun yarns withstand higher stresses and have improved abrasion resistance.
This enhanced strength proves valuable in technical textiles and heavy-duty applications. Core-spun yarns reduce breakage during processing, which translates to higher efficiency in weaving and knitting. The strength also supports high-performance fabrics for sportswear and industrial applications.
Improved Fabric Performance
The sheath fibers contribute softness, drape, and colorability. When combined with a strong core, fabrics made from core-spun yarns exhibit a fine balance between durability and comfort. This makes them ideal for premium apparel and home textiles.
Designers appreciate the versatility of core-spun yarns. They allow for variations in texture and appearance. Manufacturers can fine-tune parameters like twist and fiber composition to create specialized fabrics with specific hand, gloss, or matte finishes.
Cost-Effectiveness and Efficiency
Core-spun yarns can be produced using automated processes that reduce manual intervention. The efficient integration of fibers minimizes waste. With fewer production defects, manufacturers reduce costs over time.
Moreover, core-spun yarns are highly consistent. Their uniform structure allows for predictable performance in end products. This consistency simplifies quality control and streamlines downstream processes.
Diagram: Advantages Overview
[ Enhanced Strength ] --> [ Improved Fabric Durability ]
↓ ↓
[ Better Load Distribution ] [ Superior Abrasion Resistance ]
↓ ↓
[ Cost Savings ] -------------> [ Reduced Production Defects ]
The diagram above illustrates the interconnected benefits of core-spun yarns. Each advantage reinforces others, resulting in a competitive edge for textile manufacturers.
Real-World Example
A leading sportswear brand recently switched to core-spun yarns for its performance jerseys. The yarns offered higher strength and elasticity, reducing breakage during high-speed production. The resulting fabrics delivered enhanced moisture management and comfort. This case underscores the value of core-spun yarns in high-performance textile applications.
Challenges in Producing Core-Spun Yarns
Despite their advantages, core-spun yarns present several challenges in manufacturing and application. These challenges range from technical difficulties to quality control and market acceptance issues.
Technical and Process Challenges
Manufacturing core-spun yarns requires precise control of multiple parameters. Maintaining a uniform twist and proper alignment of the core and sheath fibers is challenging. Any inconsistency can result in yarn defects.
- Twist Optimization: Achieving the optimal twist is critical. Low twist levels may result in poor cohesion, while high twist levels can compromise softness.
- Fiber Feed Coordination: Synchronizing the feed rates of the core and sheath fibers demands sophisticated machinery. Variations in fiber length or tension can cause uneven wrapping.
Advancements in sensor technology and automation have reduced these challenges. Modern equipment monitors twist and tension in real time, ensuring consistency. However, initial setup and calibration remain complex.
Quality Control and Consistency
Quality control is paramount. Core-spun yarns must meet rigorous standards for tensile strength, elongation, and uniformity. Variability in raw materials can lead to inconsistencies.
Manufacturers use advanced imaging and testing methods to monitor quality. For instance, digital microscopes and high-speed cameras help detect defects early. Statistical process control (SPC) techniques analyze production data to maintain consistency.
Economic and Production Costs
The production of core-spun yarns often involves higher initial investments in specialized machinery. While automation reduces long-term costs, the capital expenditure can be a barrier for small and medium enterprises (SMEs).
The cost of high-quality core filaments also adds to production expenses. Manufacturers must balance these costs against the premium pricing that core-spun yarns command in the market.
A cost-benefit analysis can help determine the break-even point. The following formula provides a simplified view:
This formula guides manufacturers in evaluating whether to adopt core-spun yarn production at scale.
Table: Challenges Versus Solutions
| Challenge | Description | Potential Solutions |
|---|---|---|
| Twist Optimization | Balancing twist for strength and softness | Advanced sensors; automated tension control |
| Fiber Feed Synchronization | Ensuring consistent feed rates of core and sheath fibers | Real-time monitoring; precision machinery |
| Raw Material Variability | Differences in fiber properties affecting consistency | Rigorous quality checks; supplier standardization |
| High Capital Expenditure | Investment required for specialized equipment | Leasing equipment; government subsidies |
| Cost of Premium Materials | Expense of high-strength core filaments | Bulk purchasing; improved production efficiencies |
This table summarizes common challenges and the strategies employed to mitigate them.
Mechanical Properties and Performance Metrics
Understanding the mechanical properties of core-spun yarns is crucial for both production and end-use applications. These properties include tensile strength, elasticity, abrasion resistance, and pilling behavior.
Tensile Strength and Elasticity
Core-spun yarns exhibit superior tensile strength. The continuous filament core distributes load uniformly. This feature enhances yarn durability under stress. Meanwhile, the sheath fibers impart elasticity and recoverability. These combined traits yield yarns that withstand repetitive stretching and bending.
The tensile properties can be modeled by the following equation:
Where:
is the stress (tensile strength),
is the applied force,
is the cross-sectional area of the yarn.
This fundamental formula guides engineers in designing yarns that meet specific strength requirements. High-performance textiles, such as sportswear and industrial fabrics, rely on these calculations to optimize product performance.
Abrasion Resistance and Pilling
Core-spun yarns also excel in abrasion resistance. The robust core minimizes fiber breakage during rubbing. Additionally, the even distribution of sheath fibers reduces the formation of pills. Controlled twist levels and proper fiber selection are critical to these properties.
Testing methods include standardized abrasion tests, such as the Martindale or Wyzenbeek methods. These tests simulate wear and friction on fabric samples, providing quantifiable metrics for comparison.
Table: Mechanical Property Comparison
| Property | Core-Spun Yarns | Conventional Yarns |
|---|---|---|
| Tensile Strength | High due to continuous core | Moderate to high, but variable |
| Elasticity | Superior, balanced elasticity | Often lower or inconsistent |
| Abrasion Resistance | Excellent, reduced fiber breakage | Moderate, higher pilling risk |
| Pilling Behavior | Minimal, uniform sheath coverage | Higher tendency to pill |
The table above clearly demonstrates how core-spun yarns perform relative to conventional yarns. Manufacturers rely on these properties to produce textiles that satisfy both functional and aesthetic requirements.
Chemical and Thermal Properties
The chemical composition and thermal behavior of core-spun yarns influence their performance in various applications. The outer sheath typically consists of natural fibers such as cotton or wool, while the core is often a synthetic filament. This combination affects dye uptake, thermal insulation, and chemical resistance.
Dyeing and Color Fastness
One of the major advantages of core-spun yarns is the enhanced dyeing performance. The sheath fibers absorb dyes more effectively than the core. This leads to vibrant colors and excellent color fastness. However, the presence of two distinct fiber types necessitates a careful selection of dyeing techniques.
A dual-dyeing process may be used:
- Sheath Dyeing: Targets the staple fibers for uniform color.
- Core Treatment: Ensures that the core retains its strength and remains unaffected by the dye.
Chemical interactions between the fibers must be managed. Manufacturers employ specialized dye baths and fixatives to achieve the desired outcomes. The following equation illustrates a simplified dye absorption model:
This equation emphasizes that increasing the effective surface area of the sheath fibers improves dye uptake. Proper process control yields consistent results.
Thermal Insulation and Conductivity
Core-spun yarns provide enhanced thermal insulation. The core, typically a synthetic filament, has low thermal conductivity. The outer layer, often a natural fiber, adds to the insulating properties by trapping air. This combination makes core-spun fabrics suitable for winter wear and technical textiles requiring thermal resistance.
Thermal conductivity (
) is determined using the formula:
Where:
is the rate of heat transfer,
is the cross-sectional area,
is the temperature difference,
is the thickness of the material.
Engineers can manipulate the core and sheath proportions to optimize thermal performance. Manufacturers use controlled experiments and simulations to adjust parameters for improved energy efficiency.
Diagram: Thermal Conductivity in Core-Spun Yarn
[Outer Sheath] <-- Air pockets contribute to insulation
||
|| Low thermal conductivity
||
[High-Tenacity Core] <-- Provides strength with minimal heat transfer
The diagram above illustrates how core-spun yarns balance thermal insulation with strength. Manufacturers leverage these properties to develop fabrics that perform well in extreme conditions.

Environmental and Sustainability Considerations
Sustainability has become a key driver in textile innovation. Core-spun yarns can contribute to sustainable practices by enabling efficient use of fibers and reducing waste. This section explores the environmental benefits and challenges associated with core-spun yarns.
Fiber Utilization and Waste Reduction
Core-spun yarns maximize fiber utilization by combining two fiber types. The process often uses recycled or regenerated fibers for the sheath. This practice minimizes waste and promotes circular economy principles. Manufacturers benefit from reduced raw material consumption and lower production costs.
Advanced recycling techniques allow the reuse of post-consumer fibers. These recycled fibers can be blended with virgin fibers to produce core-spun yarns that meet performance standards. The environmental impact is measured by metrics such as energy consumption and waste reduction rates.
A lifecycle assessment (LCA) model can be applied:
This equation illustrates that improved recyclability reduces overall environmental impact. Sustainable practices drive the industry to explore greener alternatives and innovative recycling methods.
Energy Efficiency and Process Optimization
Modern spinning machinery uses digital control systems and sensor networks to optimize energy use. Real-time monitoring reduces waste and improves process efficiency. The automation in core-spun yarn production leads to lower energy consumption per unit output. This efficiency not only benefits the environment but also enhances production economics.
Chemical Usage and Emission Control
Dyeing and finishing processes in core-spun yarn production require careful management of chemicals. Manufacturers now employ eco-friendly dyes and low-impact finishing treatments. These innovations reduce harmful emissions and wastewater contamination.
Chemical engineers design processes that minimize water usage and recycle dye baths. Innovations such as digital dyeing technology and closed-loop water systems contribute to sustainability. These practices align with global standards for reducing the carbon footprint of textile production.
Table: Sustainability Metrics in Yarn Production
| Metric | Conventional Yarn Production | Core-Spun Yarn Production |
|---|---|---|
| Energy Consumption (kWh/unit) | High | Reduced by 15–25% |
| Waste Generation (kg/unit) | Moderate | Lower waste due to efficient fiber use |
| Recyclability (%) | 40–50% | Up to 70% with recycled sheath fibers |
| Chemical Emissions (CO₂ eq.) | Higher | Reduced through eco-friendly processes |
The table above highlights the sustainability benefits of core-spun yarns relative to conventional production methods.
Applications and Industry Impact
Core-spun yarns are used across multiple textile sectors. Their unique properties make them ideal for apparel, home textiles, technical fabrics, and industrial applications.
Apparel and Fashion
In the apparel industry, core-spun yarns deliver the perfect balance between strength and comfort. Designers use these yarns for denim, knitwear, and sportswear. The yarns offer improved abrasion resistance and elasticity, which enhance garment durability.
For example, premium denim produced using core-spun yarns exhibits a robust yet soft hand feel. This characteristic allows for garments that not only last longer but also maintain comfort over time. Apparel brands also benefit from the improved dyeing performance of core-spun yarns, achieving vibrant and long-lasting colors.
Home Textiles and Furnishings
Home textile manufacturers utilize core-spun yarns to produce high-quality upholstery, curtains, and carpets. The enhanced tensile strength ensures that fabrics withstand daily wear and tear. Meanwhile, the softness and aesthetic appeal of the sheath fibers provide a luxurious feel.
Manufacturers report lower maintenance and higher customer satisfaction with core-spun textiles. The combination of durability and comfort makes these yarns a preferred choice for premium home furnishing applications.
Technical and Industrial Applications
Beyond fashion and home textiles, core-spun yarns are critical in technical applications. Industries such as automotive, aerospace, and industrial safety use these yarns for reinforcement in composite materials. The high strength of the core allows for the creation of lightweight yet durable fabrics used in airbags, seat belts, and protective gear.
In technical textiles, the integration of synthetic and natural fibers meets stringent performance requirements. Engineers design core-spun yarns to balance mechanical strength, flexibility, and thermal resistance. This versatility opens doors to innovative products and specialized applications.
Diagram: Application Spectrum of Core-Spun Yarns
[ Apparel & Fashion ] ----> [ Premium Denim, Sportswear ]
↓
[ Home Textiles ] --------> [ Upholstery, Curtains, Carpets ]
↓
[ Technical Textiles ] ---> [ Airbags, Reinforced Composites ]
↓
[ Industrial Applications ] --> [ Protective Gear, Safety Equipment ]
The diagram above demonstrates the broad range of applications for core-spun yarns. Each sector benefits from the yarns’ unique properties tailored to its needs.

Innovations in Core-Spun Yarn Technology
The textile industry continually innovates to improve the quality and performance of core-spun yarns. Researchers and manufacturers develop new techniques to enhance fiber integration, reduce production costs, and minimize environmental impact.
Advanced Spinning Technologies
Recent advancements in spinning machinery have improved the precision and efficiency of core-spun yarn production. Modern machines feature digital sensors, real-time data monitoring, and automated controls. These innovations ensure optimal fiber alignment and twist uniformity.
Innovative systems also allow for the customization of yarn properties. Manufacturers can adjust parameters to produce yarns with targeted strength, elasticity, and softness. For instance, a variable twist system can produce yarns with gradient properties, enhancing performance in multi-functional fabrics.
Nanotechnology and Material Engineering
Nanotechnology plays an increasingly important role in textiles. Researchers incorporate nanofibers into the sheath to impart additional functionalities such as UV protection, antimicrobial properties, and improved moisture management. These nano-enhanced core-spun yarns offer advanced performance in smart textiles.
Material scientists are exploring the use of bio-based polymers as core materials. These sustainable alternatives offer comparable strength to traditional synthetics while reducing environmental impact. Such innovations contribute to a greener textile industry.
Table: Key Innovations in Core-Spun Yarn Production
| Innovation Area | Description | Benefits |
|---|---|---|
| Digital Spinning Machines | Real-time monitoring of twist and tension | Enhanced uniformity and reduced defects |
| Variable Twist Systems | Ability to adjust twist levels during spinning | Customizable yarn properties |
| Nano-Enhanced Sheath Fibers | Integration of nanofibers into the sheath for added functionalities | UV protection, antimicrobial, moisture control |
| Bio-based Core Materials | Use of renewable polymers for the core | Sustainable, eco-friendly, high strength |
This table summarizes recent innovations that are shaping the future of core-spun yarn production. Continuous research drives improvements and opens new market opportunities.
Quality Control and Testing Methods
Maintaining high quality is vital in the production of core-spun yarns. Quality control ensures that the yarn meets the required performance standards. Manufacturers employ various testing methods to assess mechanical, chemical, and physical properties.
Mechanical Testing
Mechanical tests include tensile strength, elongation, and abrasion resistance assessments. These tests verify that the yarn withstands stress during production and end-use applications. Standard test methods such as ASTM D2256 and ISO 2062 are commonly used.
For example, tensile strength tests measure the maximum load the yarn can bear before breaking. This property is critical in applications such as denim and technical textiles.
Chemical Analysis and Dyeing Tests
Chemical tests analyze the composition of both the core and sheath fibers. Spectroscopic methods, such as Fourier-transform infrared (FTIR) spectroscopy, identify fiber components and detect impurities. Dyeing tests evaluate the color fastness and dye uptake of the yarn.
These tests ensure that the yarn meets industry standards for performance and durability. Manufacturers can adjust formulations and processing parameters based on test results.
Visual Inspection and Microscopy
Visual inspection and microscopic analysis help detect defects like uneven fiber distribution or improper twist. Digital imaging systems and scanning electron microscopes (SEM) provide high-resolution images of the yarn’s cross-section. These tools enable manufacturers to identify and correct production issues promptly.
Diagram: Quality Control Process Flow
[ Raw Material Inspection ]
↓
[ Mechanical Testing (Tensile, Elongation) ]
↓
[ Chemical Analysis (FTIR, Dye Tests) ]
↓
[ Visual & Microscopic Inspection ]
↓
[ Statistical Process Control (SPC) ]
This diagram outlines the quality control process in core-spun yarn production. Each stage plays a crucial role in ensuring that the yarn meets stringent quality criteria.
Economic Considerations and Market Trends
Core-spun yarns impact the textile market in various ways. They influence production costs, product pricing, and market competitiveness. This section examines the economic benefits and challenges related to core-spun yarns.
Production Economics
Core-spun yarns often command a premium price due to their superior performance. However, their production may incur higher costs. Advanced machinery, higher-quality raw materials, and stringent quality control processes increase capital expenditure.
Economies of scale play a vital role. Large textile mills benefit from bulk purchasing and optimized production runs. Small and medium enterprises (SMEs) may face challenges in accessing cutting-edge technology. Nevertheless, increased market demand for high-performance textiles often justifies the investment.
A simplified cost analysis can be represented by the following formula:
This formula shows that increasing production volume lowers the cost per unit. Manufacturers strive to balance production efficiency with high-quality output.
Market Trends
Market research indicates that demand for core-spun yarns is growing globally. The trends include:
- Rising consumer preference for durable and high-performance textiles.
- Increasing demand in technical textiles, including automotive and industrial safety applications.
- Expansion of sustainable and eco-friendly textile production, with recycled fibers integrated into core-spun yarns.
Global textile reports suggest that core-spun yarns will see increased adoption as manufacturers seek innovative solutions to enhance fabric performance. Economic forecasts predict steady growth in this segment over the next decade.
Table: Market Growth Projections
| Year | Global Core-Spun Yarn Demand (Million Kg) | Growth Rate (%) |
|---|---|---|
| 2023 | 1.2 | – |
| 2025 | 1.5 | 10% |
| 2027 | 1.8 | 8% |
| 2030 | 2.2 | 7% |
This table summarizes market growth projections. It highlights a consistent upward trend in global demand, driven by increased application in both apparel and technical textiles.
Technological Innovations and Future Trends
The core-spun yarn sector continues to innovate rapidly. Ongoing research focuses on improving production efficiency, reducing environmental impact, and enhancing product performance. This section discusses emerging technologies and future directions.
Integration of Digital Technologies
Digital transformation has influenced every aspect of textile manufacturing. In core-spun yarn production, digital sensors and automation have increased precision. Real-time monitoring of twist, tension, and fiber alignment minimizes defects. Digital feedback systems enable operators to adjust parameters instantaneously.
These technologies drive higher productivity and consistent quality. Moreover, the data collected from production runs help refine process models and optimize resource usage.
Innovations in Material Science
New materials are transforming core-spun yarns. Researchers experiment with bio-based polymers for cores and nano-enhanced fibers for sheaths. These innovations aim to deliver comparable strength with reduced environmental footprint.
For example, using recycled polyester as the core material not only enhances sustainability but also reduces production costs. Similarly, integrating nanofibers into the sheath can impart additional functionalities such as antimicrobial properties, UV protection, and improved moisture management.
Future Trends in Yarn Engineering
Future research focuses on multi-functional core-spun yarns that meet specific performance criteria. Trends include:
- Smart Textiles: Integrating conductive fibers or sensors within the core-spun yarn to enable wearable technology applications.
- Hybrid Yarns: Combining three or more fiber types to achieve unique properties such as enhanced flame retardancy or improved moisture wicking.
- Customization: Developing yarns with programmable properties to suit niche market requirements.
A schematic flow of future research trends can be visualized as follows:
[ Smart Textiles ] ----> [ Integrated Sensors & Conductive Fibers ]
↓
[ Hybrid Yarns ] ------> [ Multi-material Blends ]
↓
[ Customization ] -----> [ Programmable Yarn Properties ]
This schematic highlights the promising directions in yarn engineering. Manufacturers, researchers, and end-users stand to benefit from these technological advancements.

Real-World Case Studies
Case studies provide valuable insights into the practical applications of core-spun yarns. Below are examples of how different manufacturers have successfully adopted core-spun technology.
Case Study 1: High-Performance Sportswear
A leading sportswear brand adopted core-spun yarns to produce performance jerseys. They faced issues with conventional yarns that lacked sufficient tensile strength and flexibility. By switching to core-spun yarns, the company achieved:
- Increased strength and reduced breakage during high-intensity activities.
- Improved moisture management and breathability.
- Enhanced color fastness and vibrant dyeing properties.
Field tests confirmed that athletes experienced superior comfort and durability. The success of this case has spurred further investment in core-spun yarn technology for sports applications.
Case Study 2: Premium Denim Production
A denim manufacturer sought to overcome the limitations of traditional ring-spun denim. They introduced core-spun yarns to create denim with a softer hand and higher durability. The benefits included:
- Reduced yarn breakage during weaving, resulting in higher production efficiency.
- Enhanced abrasion resistance and long-lasting fabric strength.
- Consistent quality across large production runs, ensuring uniformity in the final denim product.
Customer feedback highlighted the improved fit and durability of the denim garments. This case study demonstrates the value proposition of core-spun yarns in premium apparel manufacturing.
Case Study 3: Technical Textiles for Safety Gear
A manufacturer of industrial safety gear integrated core-spun yarns into their product line. These yarns provided the necessary strength for reinforcing safety vests and helmets while maintaining comfort. The application of core-spun yarns in technical textiles resulted in:
- Enhanced impact resistance and energy absorption.
- Superior load distribution, reducing the risk of material failure under stress.
- Improved overall safety performance in critical applications.
These outcomes have encouraged other industrial sectors to explore core-spun yarns for technical and protective applications.

Quality Improvement and Process Optimization
Optimizing core-spun yarn production is an ongoing process. Manufacturers employ various methods to refine yarn quality and efficiency.
Process Optimization Strategies
Key strategies include:
- Automation: Advanced machinery with digital feedback minimizes human error. Automated systems regulate fiber feed, twist, and tension in real time.
- Process Integration: Combining multiple stages of production into a continuous process reduces handling and minimizes fiber damage.
- Lean Manufacturing: Implementing lean principles and continuous improvement techniques drives efficiency. Data-driven insights help identify bottlenecks and optimize resource usage.
Statistical Process Control (SPC)
Statistical Process Control (SPC) is a vital tool for monitoring production quality. By collecting data from sensors and production metrics, manufacturers use control charts to track yarn properties. This approach detects deviations early, allowing for corrective actions.
A typical SPC chart might display:
- Mean tensile strength values over time.
- Control limits that indicate acceptable variability.
- Trends that forecast potential process shifts.
Diagram: Process Optimization Cycle
[ Data Collection ] --> [ Statistical Analysis ]
↓ ↓
[ Identify Deviations ] --> [ Implement Corrections ]
↓ ↓
[ Continuous Improvement ] --> [ Optimized Production ]
The above diagram illustrates a continuous improvement cycle that enhances process reliability. Each iteration drives the process closer to optimal performance.
Case Example: Reducing Yarn Defects
A mid-sized textile mill introduced SPC in their core-spun yarn production. By monitoring twist and tension parameters, they reduced defects by 20%. The enhanced process not only improved quality but also reduced rework costs. This example demonstrates how systematic process optimization leads to better product outcomes and increased profitability.
Economic Impact and Cost Analysis
The economic impact of core-spun yarns extends through production, marketing, and consumer satisfaction. Manufacturers need to consider the cost benefits and challenges when transitioning to or expanding core-spun yarn production.
Cost-Benefit Analysis
A thorough cost-benefit analysis examines both the initial investment and long-term returns. While core-spun yarn production often requires a higher capital outlay due to advanced machinery and premium raw materials, the benefits include:
- Lower defect rates
- Higher production throughput
- Enhanced product quality that commands premium pricing
The cost analysis can be simplified as:
This formula guides decision-makers in evaluating the financial viability of core-spun yarn production. Manufacturers who optimize production can see significant improvements in profit margins.
Market Positioning and Competitive Advantage
Core-spun yarns offer a competitive edge. Brands that adopt these yarns differentiate themselves with higher quality, enhanced durability, and superior aesthetics. This differentiation supports higher market prices and increased consumer loyalty.
Economies of scale also play a role. Large-scale manufacturers benefit from bulk purchasing of premium raw materials. They can negotiate better prices and reduce per-unit production costs. These factors contribute to a stronger market position and increased profitability.
Table: Comparative Cost Analysis
| Factor | Conventional Yarn Cost | Core-Spun Yarn Cost | Benefit Percentage Improvement |
|---|---|---|---|
| Raw Material Efficiency | 85% | 95% | +10% |
| Defect Rate | 8% | 4% | -50% |
| Production Throughput | 100 units/hour | 120 units/hour | +20% |
| Long-Term Profitability | Baseline | Premium pricing | +15–25% |
The table highlights that despite a higher upfront cost, core-spun yarns provide cost efficiencies and increased throughput. Manufacturers enjoy improved raw material utilization and lower defect rates.
Technological Developments and Research Initiatives
Ongoing research in textile science continually enhances core-spun yarn technology. Collaboration among academic institutions, research centers, and industry leads to breakthroughs that drive the next generation of yarn performance.
Research on Fiber Interactions
Recent studies focus on the interactions between the core and sheath fibers. Researchers analyze how different fiber combinations affect properties such as twist retention, moisture management, and wear resistance. Advanced analytical techniques like scanning electron microscopy (SEM) and atomic force microscopy (AFM) provide insights at the micro and nano scales.
One study found that optimizing the fiber blend increased tensile strength by up to 12%. Researchers also explored the effects of fiber surface treatments, which improved adhesion between the core and sheath. The following formula is sometimes used to model fiber bonding:
Where
is a constant determined experimentally. This equation helps engineers predict how changes in fiber treatment affect overall yarn strength.
Innovations in Spinning Technology
Digital integration in spinning machinery has transformed core-spun yarn production. New-generation spinning machines incorporate advanced sensors, machine learning algorithms, and real-time process controls. These systems automatically adjust tension and twist based on feedback.
In one pilot project, a mill reduced yarn defects by 15% through automated adjustment of twist levels. Such innovations improve consistency and reduce waste. Research is ongoing to integrate predictive maintenance and artificial intelligence (AI) into production lines.
Collaborative Research Initiatives
Universities and research institutions collaborate with industry leaders to push the boundaries of core-spun yarn technology. Joint research projects have led to the development of new bio-based core materials and nano-enhanced sheath fibers. These projects receive funding from government agencies and international research grants.
For more detailed research findings, refer to publications available on ScienceDirect and IEEE Xplore.
Diagram: Research and Development Cycle
[ Fundamental Research ]
↓
[ Prototype Development ]
↓
[ Pilot Production ]
↓
[ Full-Scale Implementation ]
↓
[ Continuous Improvement & Feedback ]
This diagram outlines the cycle of research, development, and implementation. Each phase is critical to translating laboratory findings into commercial products.
Core-Spun Yarns in Technical Textiles
Core-spun yarns play a significant role in technical textiles, where performance and reliability are critical. These yarns are used in applications that demand high strength, abrasion resistance, and specialized properties.
Applications in Automotive and Aerospace Industries
In the automotive sector, core-spun yarns reinforce safety equipment like seat belts and airbags. Their superior tensile strength and energy absorption properties make them ideal for such critical applications. Aerospace manufacturers use core-spun yarns in composite materials for lightweight, high-strength components.
The combination of natural and synthetic fibers in core-spun yarns ensures that products meet strict safety standards. Manufacturers perform rigorous testing, including impact and fatigue tests, to certify the yarns for these applications.
Use in Industrial and Protective Textiles
Industries rely on core-spun yarns for protective clothing and industrial fabrics. These yarns are used in workwear, gloves, and other protective gear that requires durability and resistance to abrasion. The core’s strength ensures the fabric withstands heavy use, while the sheath maintains comfort.
For instance, a manufacturer of industrial workwear integrated core-spun yarns into its product line. The enhanced durability improved worker safety and reduced replacement costs.
Real-World Example: Reinforced Technical Fabrics
A technical textiles company developed reinforced fabrics using core-spun yarns. These fabrics found applications in conveyor belts and industrial filters. Field tests revealed that the reinforced fabrics maintained their structural integrity under continuous use. The result was increased operational efficiency and reduced downtime.

Environmental Impact and Sustainability in Core-Spun Yarn Production
Sustainability remains at the forefront of textile innovation. Core-spun yarn production can contribute to environmental stewardship by optimizing fiber use, reducing waste, and minimizing energy consumption.
Sustainable Raw Material Sourcing
Manufacturers increasingly source recycled fibers for the sheath. Using post-consumer or post-industrial recycled fibers reduces reliance on virgin materials. In some cases, bio-based polymers replace conventional synthetic cores. These initiatives lower the overall carbon footprint of yarn production.
Lifecycle assessments (LCA) help quantify environmental benefits. The LCA model examines the total energy consumption, water usage, and emissions over the yarn’s life cycle. A simplified LCA model can be expressed as:
Reducing these parameters improves sustainability. Textile companies adopt renewable energy sources and recycling practices to further lessen environmental impact.
Process Improvements and Waste Reduction
Modern core-spun yarn production employs lean manufacturing principles. Automation and process integration reduce waste at every stage. For example, precision drafting minimizes fiber losses, while digital monitoring decreases off-spec production.
Recycling systems recover yarn offcuts and surplus fibers. These recycled materials feed back into production, creating a closed-loop system. The net result is improved resource efficiency and lower production costs.
Table: Environmental Metrics Comparison
| Metric | Conventional Yarn Production | Core-Spun Yarn Production |
|---|---|---|
| Energy Consumption | High | 15–20% lower with optimized processes |
| Water Usage | High | Reduced through closed-loop systems |
| Waste Generation | Moderate | Lower waste due to precision drafting |
| Carbon Footprint | Elevated | Reduced with renewable energy integration |
This table highlights the environmental benefits of adopting core-spun yarn technology. Lower resource use and reduced waste contribute to a more sustainable textile industry.
Innovations in Dyeing and Finishing Techniques
The dyeing and finishing of core-spun yarns present unique opportunities and challenges. The dual-fiber composition requires specialized approaches for optimal color uniformity and hand feel.
Dual-Dyeing Processes
In core-spun yarns, the sheath fibers typically absorb dye more readily than the core. To achieve uniform coloration, manufacturers often employ a dual-dyeing process. This process involves:
- Sheath Dyeing: Dyeing the outer fibers to ensure vibrant color.
- Core Treatment: Protecting the core fiber to maintain its mechanical properties.
Careful selection of dye types is critical. Manufacturers choose reactive or vat dyes for natural fibers and disperse or acid dyes for synthetic cores. Process optimization ensures that the dye does not adversely affect the yarn’s strength or elasticity.
Finishing Treatments for Enhanced Performance
Finishing processes enhance the appearance, feel, and durability of core-spun yarns. Common finishing techniques include:
- Softening Treatments: Using fabric softeners or silicone-based finishes to improve hand feel.
- Anti-Pilling Treatments: Applying chemical finishes that reduce pilling and maintain fabric aesthetics.
- Moisture Management Finishes: Incorporating hydrophilic agents that improve sweat absorption and drying speed.
The finishing stage also includes mechanical treatments like calendaring, which smoothens the fabric surface. These processes are fine-tuned to preserve the core-sheath structure while enhancing desirable textile properties.
Diagram: Dual-Dyeing Process Flow
[ Pre-Treatment ]
↓
[ Sheath Dyeing ] ----> [ Core Protection Process ]
↓ ↓
[ Finishing Treatment ] ---> [ Quality Assessment ]
This diagram outlines the dual-dyeing and finishing process. Each step contributes to achieving uniform coloration and maintaining the yarn’s integrity.
Technical Challenges and Research Opportunities
Despite their advantages, core-spun yarns pose technical challenges that drive ongoing research. Addressing these challenges is essential for further innovation and market expansion.
Challenges in Core-Spun Yarn Production
Some of the primary challenges include:
- Fiber Compatibility: Different fibers have varying affinities for twist and dye. Achieving uniform bonding between the core and sheath can be difficult.
- Process Control: Variations in feed rates and tension can lead to inconsistencies. Maintaining optimal process parameters is crucial.
- Cost Factors: Advanced machinery and high-quality raw materials increase production costs. Balancing quality with cost-efficiency is a constant challenge.
Researchers are exploring solutions such as:
- Improved Spinning Techniques: Advanced automation and real-time monitoring systems help maintain consistent yarn quality.
- Surface Modification: Chemical treatments on fibers improve adhesion and compatibility.
- Innovative Blends: Experimenting with new fiber combinations can yield better performance and reduce costs.
Research Initiatives
Several research initiatives aim to overcome these challenges. Collaborative projects between universities and textile companies are focusing on:
- Nanotechnology applications in core-spun yarns.
- The use of bio-based and recycled materials.
- Digital process optimization using artificial intelligence.
These initiatives drive improvements in yarn performance and sustainability. The integration of advanced materials and digital technologies holds promise for future breakthroughs.
Table: Key Research Areas
| Research Area | Focus | Potential Impact |
|---|---|---|
| Nanotechnology | Integration of nanofibers into sheath | Enhanced functionality and durability |
| Bio-Based Materials | Use of renewable polymers for core | Lower environmental impact, sustainable sourcing |
| Process Automation | AI-driven real-time monitoring | Reduced defects, increased efficiency |
| Fiber Surface Modification | Chemical treatments to improve fiber bonding | Better core-sheath adhesion, uniformity |
This table outlines the primary research areas in core-spun yarn development. Continued investment in these areas promises to resolve many current challenges.
Comparative Analysis: Core-Spun vs. Conventional Yarns
Comparing core-spun yarns with conventional ring-spun or open-end yarns helps illustrate their advantages and limitations. This section provides a detailed analysis across multiple dimensions.
Structural Comparison
Core-spun yarns have a distinct structure. The presence of a continuous core enhances strength and reduces hairiness. Conventional yarns, however, rely solely on staple fibers twisted together. This difference impacts several properties:
- Strength: Core-spun yarns generally exhibit higher tensile strength due to the continuous filament core.
- Uniformity: The even wrapping of sheath fibers in core-spun yarns results in a smoother surface and reduced pilling.
- Flexibility: While conventional yarns can be very soft, they may lack the consistent performance offered by core-spun yarns.
Performance Metrics
A detailed performance analysis often involves mechanical testing and statistical evaluations. Here’s a simplified comparative table:
| Property | Core-Spun Yarn | Conventional Yarn |
|---|---|---|
| Tensile Strength | High due to continuous core | Moderate, higher variability |
| Uniformity | Excellent, uniform sheath | Can be uneven, more hairiness |
| Abrasion Resistance | Superior, lower pilling risk | Moderate, higher pilling |
| Elasticity | Balanced, predictable elasticity | Varies, sometimes lower |
| Production Efficiency | Optimized via automation | More manual intervention |
This analysis clearly indicates the benefits of core-spun yarns in high-performance applications. Manufacturers use these data points to justify the investment in advanced spinning technologies.
Diagram: Comparative Performance Chart
Core-Spun Yarn Conventional Yarn
Tensile Strength ██████████ ███████
Uniformity ██████████ ██████
Abrasion Resistance ██████████ █████
Elasticity ██████████ █████
Production Efficiency ██████████ █████
The diagram above represents a visual comparison using bar lengths to depict performance differences. Such charts aid in conveying technical advantages clearly.
Case Studies in Commercial Production
Real-world applications of core-spun yarns demonstrate their market value and technical superiority. Several manufacturers have successfully implemented core-spun technology, yielding impressive results.
Case Study 1: High-Quality Knitwear Production
A prominent knitwear manufacturer introduced core-spun yarns into its production line. The yarns enabled the creation of soft, durable fabrics with excellent drape. The advantages observed included:
- Reduced yarn breakage during knitting.
- Improved consistency in fabric texture.
- Enhanced color vibrancy after dyeing.
Post-production tests revealed that garments maintained their structural integrity after repeated washing and wearing. This success allowed the company to capture a premium market segment, reflecting higher consumer satisfaction and improved brand reputation.
Case Study 2: Technical Textile for Protective Gear
A manufacturer specializing in protective textiles adopted core-spun yarns for reinforcement in safety gear. The yarns provided:
- Superior impact resistance.
- Excellent energy absorption.
- Reliable performance under extreme conditions.
Field tests confirmed that safety vests and helmets made with core-spun yarns performed better under stress. This innovation not only enhanced user safety but also reduced material wastage and rework during manufacturing.
Table: Summary of Case Study Outcomes
| Case Study | Key Benefits | Measured Improvement |
|---|---|---|
| Knitwear Production | Consistent texture, vibrant dyeing | 15–20% reduction in defects |
| Protective Gear | Enhanced impact resistance, durability | 20% improvement in energy absorption |
This table summarizes the outcomes of real-world case studies, demonstrating that core-spun yarns provide quantifiable improvements in product performance.
Process Innovations and Future Opportunities
The evolution of core-spun yarn technology continues to present new opportunities for growth and innovation. In this section, we explore emerging trends and future research directions that promise to enhance the functionality and sustainability of core-spun yarns.
Advanced Automation and Smart Manufacturing
The integration of smart manufacturing systems is reshaping yarn production. Modern spinning mills use real-time data analytics, machine learning, and IoT devices to monitor and control production. These systems detect deviations and automatically adjust process parameters, resulting in consistent quality and reduced waste.
Researchers are developing digital twins for spinning processes. A digital twin is a virtual replica of the production process that simulates performance in real time. Manufacturers can use these simulations to optimize operations and predict maintenance needs.
A simplified representation of a digital twin model is:
This model helps in achieving more reliable production outcomes and reducing downtime.
Innovations in Fiber Blending and Functionalization
Future opportunities include the development of multi-functional core-spun yarns. Researchers are exploring ways to blend three or more fiber types. For example, incorporating conductive fibers into the sheath can create yarns suitable for wearable electronics.
Functional finishes, such as antimicrobial or flame retardant treatments, are also being integrated. Such innovations cater to specialized applications in healthcare, sports, and industrial sectors. The possibilities for creating customizable yarns with specific properties are vast.
Economic and Market Prospects
The global market for core-spun yarns is expected to expand. Market projections indicate steady growth as demand increases in both apparel and technical textiles. Manufacturers are investing in research and development to capture new market segments.
Opportunities for SMEs exist as technological advancements lower the barrier to entry. Collaborative research initiatives and government subsidies may further support innovation and commercialization.
Diagram: Future Opportunities in Core-Spun Yarn Technology
[ Smart Manufacturing ]
↓
[ Digital Twin Models ]
↓
[ Multi-functional Yarns ]
↓
[ Expanded Market Applications ]
This diagram visualizes the evolution from current technology to future opportunities. Each phase represents a stepping stone toward a more efficient and innovative textile industry.

Global Perspectives and Regulatory Considerations
Textile standards and regulations shape the production and application of core-spun yarns worldwide. Global market dynamics and regional regulations influence production processes, material selection, and product certification.
International Standards and Certifications
Core-spun yarns must adhere to international standards. Organizations such as ASTM, ISO, and AATCC provide guidelines for testing and quality control. These standards ensure that yarns meet criteria for tensile strength, color fastness, and safety.
For example, ASTM D2256 and ISO 2062 are widely recognized tests for yarn tensile strength. Manufacturers that comply with these standards gain market acceptance and can export products globally.
Regional Regulations and Environmental Compliance
Different regions have specific regulations regarding textile production. In the European Union, REACH mandates strict controls on chemical usage in textile manufacturing. Similarly, in the United States, regulations focus on product safety and flammability standards.
Compliance with these regulations is essential for market access. Manufacturers invest in certifications and third-party testing to ensure their products meet all legal requirements. Adopting sustainable practices often aligns with regulatory standards and supports environmental objectives.
Table: Key Regulatory Frameworks
| Region | Regulatory Framework | Focus Areas |
|---|---|---|
| European Union | REACH, Textile Labelling Regulation | Chemical restrictions, fiber composition |
| United States | CPSC, FTC guidelines | Product safety, flammability standards |
| Asia-Pacific | Local environmental standards | Sustainability, quality certifications |
| Global | ASTM, ISO, AATCC | Mechanical, chemical, and performance testing |
This table summarizes major regulatory frameworks that affect core-spun yarn production. Manufacturers must stay informed of changes to ensure compliance and market competitiveness.
Innovations in Supply Chain and Sustainability
The supply chain for core-spun yarns continues to evolve. Sustainable practices and efficient logistics contribute to a more robust textile industry. This section discusses innovations that streamline supply chains and promote environmental sustainability.
Digital Supply Chain Management
Modern supply chains rely on digital platforms to track and manage raw materials, production processes, and distribution networks. Real-time data and blockchain technology enhance transparency and traceability. These systems ensure that sustainable practices are maintained throughout the supply chain.
For example, a blockchain system can verify the origin of recycled fibers used in core-spun yarns. Such transparency boosts consumer confidence and meets regulatory requirements.
Green Manufacturing Initiatives
Manufacturers increasingly adopt green technologies. Energy-efficient machinery, closed-loop water systems, and waste recycling programs are becoming standard. These initiatives reduce the environmental impact of production and lower costs over time.
Lifecycle assessments (LCA) help quantify sustainability benefits. Reducing energy and water usage, along with recycling off-cuts, contributes to a greener production process. Collaborative efforts across the supply chain further enhance sustainability.
Diagram: Sustainable Supply Chain in Yarn Production
[ Raw Material Sourcing ] --> [ Digital Tracking (Blockchain) ]
↓ ↓
[ Eco-friendly Production ] --> [ Waste Recycling & Reuse ]
↓ ↓
[ Sustainable Distribution ] --> [ Consumer Transparency ]
This diagram illustrates how digital tracking and green manufacturing integrate to create a sustainable supply chain.
Case Studies: Economic Benefits and Market Expansion
Real-world case studies highlight the economic benefits and market expansion opportunities stemming from core-spun yarn technology. Companies across the globe have leveraged these yarns to improve product quality, reduce production costs, and access new market segments.
Case Study: Market Expansion in Asia
An established textile manufacturer in Asia adopted core-spun yarns to diversify its product portfolio. The company introduced a new line of performance fabrics for sportswear. The results included:
- A 25% reduction in production defects.
- A 15% increase in fabric strength and durability.
- Access to premium market segments with higher profit margins.
By focusing on quality improvements and sustainable practices, the manufacturer achieved substantial market growth. Their success story serves as a model for other companies aiming to expand globally.
Case Study: Cost Efficiency and Product Differentiation
A mid-sized denim producer integrated core-spun yarns into their production process. The yarns improved fabric consistency and reduced yarn breakage, leading to:
- Lower raw material waste.
- Increased production speed by 20%.
- Enhanced product differentiation in a competitive market.
The investment in advanced spinning technology paid off through improved quality and reduced rework costs. The company’s enhanced reputation allowed it to command higher prices, boosting overall profitability.
Table: Economic Outcomes from Core-Spun Yarn Adoption
| Metric | Pre-Adoption | Post-Adoption | Improvement (%) |
|---|---|---|---|
| Defect Rate | 8% | 4% | -50% |
| Production Speed | 100 units/hour | 120 units/hour | +20% |
| Raw Material Waste | High | Low | Reduced by 30–40% |
| Market Price Premium | Baseline | +15–20% | Increased Profitability |
This table highlights significant improvements in economic performance following the adoption of core-spun yarn technology.
Innovations in Digitalization and Process Monitoring
Digitalization is transforming textile manufacturing. Advanced monitoring systems, data analytics, and AI-driven controls are optimizing core-spun yarn production.
Real-Time Process Monitoring
Modern spinning machines integrate sensors that continuously monitor critical parameters. These sensors track tension, twist, and fiber feed rates. Data collected in real time enables operators to detect deviations instantly.
Artificial intelligence (AI) algorithms process the sensor data to predict potential issues. This predictive maintenance reduces downtime and improves yarn consistency. The following equation is used in process optimization:
Improving output quality while reducing defects and downtime enhances overall process efficiency. Manufacturers report significant cost savings by reducing rework and scrap rates.
Digital Twins in Yarn Production
The concept of a digital twin has gained traction in the textile industry. A digital twin is a virtual replica of the production line. It simulates the process in real time, allowing engineers to test different parameters without disrupting production.
Digital twins help in:
- Process optimization
- Predictive maintenance planning
- Quality control improvements
By using digital twins, manufacturers can model changes and predict outcomes before implementation. This proactive approach enhances overall production performance and lowers operational costs.
Diagram: Digitalization in Core-Spun Yarn Production
[ Sensors & Data Acquisition ]
↓
[ AI & Machine Learning Algorithms ]
↓
[ Digital Twin Simulation ]
↓
[ Process Optimization & Control ]
This diagram shows how digital tools integrate with production processes. Each stage of digitalization contributes to higher quality and efficiency.
Technical Innovations: Nano-Enhanced Core-Spun Yarns
Researchers are exploring the integration of nanotechnology into core-spun yarns. Nano-enhancements open up new possibilities for functionality and performance.
Incorporation of Nanofibers
Nanofibers are extremely small fibers with diameters in the nanometer range. When integrated into the sheath, they impart additional properties such as:
- Enhanced antimicrobial activity
- Improved UV protection
- Superior moisture management
These nano-enhanced yarns can be used in medical textiles, sportswear, and outdoor apparel. The integration requires careful control of fiber dispersion and bonding.
The effectiveness of nanofibers is often measured by the surface area-to-volume ratio. A higher ratio improves the interaction between the fiber and external agents such as dyes or moisture.
Benefits and Challenges of Nano-Enhancement
Benefits:
- Improved functional properties without compromising mechanical strength.
- Enhanced durability and resistance to environmental factors.
- Opportunities for smart textile applications, including self-cleaning and sensor integration.
Challenges:
- Uniform dispersion of nanofibers remains technically challenging.
- Higher production costs may result from the use of specialized materials.
- Safety and regulatory concerns about nanomaterials require thorough testing.
A simplified formula used in nanotechnology research is:
This formula emphasizes the importance of dispersion in achieving maximum functional benefits.
Case Study: Nano-Enhanced Sportswear
A research initiative partnered with a sportswear manufacturer to produce nano-enhanced core-spun yarns. The project resulted in fabrics with:
- 20% improved moisture-wicking properties.
- Superior UV protection ratings.
- Increased antimicrobial performance.
Field tests and lab analyses confirmed the enhanced functionality. This breakthrough illustrates the potential of nanotechnology in textile innovation.
Innovations in Blending Techniques and Material Combinations
The selection and blending of fibers are critical in core-spun yarn production. Manufacturers continuously experiment with new combinations to optimize performance, cost, and sustainability.
Blending Strategies
Core-spun yarns allow for a wide range of blending options. Manufacturers blend natural fibers with synthetic filaments to achieve desired characteristics. Common blends include:
- Cotton-Synthetic Blends: Provide softness and breathability with added strength.
- Wool-Synthetic Blends: Offer warmth and durability with improved wear resistance.
- Recycled Fiber Blends: Incorporate recycled materials for sustainability without compromising performance.
The selection of blending ratios depends on the target application. For instance, a sportswear blend may use a higher percentage of synthetic core fibers, while a premium apparel yarn might incorporate a greater share of natural fibers.
Mathematical Modeling of Fiber Blends
Researchers use mathematical models to predict the performance of blended yarns. One common model relates the overall tensile strength (
) to the contributions of the core and sheath fibers:
Where:
and
represent the tensile strengths of the core and sheath, respectively.
and
are coefficients representing the proportion of each fiber in the yarn.
This model guides the formulation of blends that meet specific strength and performance requirements.
Table: Example Blending Ratios and Properties
| Blend Type | Core Fiber (%) | Sheath Fiber (%) | Expected Tensile Strength | Key Properties |
|---|---|---|---|---|
| Cotton/Synthetic | 40 | 60 | High | Soft, breathable, strong |
| Wool/Synthetic | 50 | 50 | Very high | Warm, durable, resilient |
| Recycled Fiber Blend | 30 | 70 | Moderate to high | Eco-friendly, cost-effective |
This table provides examples of typical blending ratios and their expected performance. Manufacturers adjust these ratios based on market demands and material availability.
For more insights on fiber blending, check out our Fiber Blending Techniques section.
Quality and Consistency: Testing and Certification
Maintaining consistent quality is vital for market acceptance. Core-spun yarns must pass rigorous tests and obtain certifications to meet global standards.
Standard Testing Methods
Key tests for core-spun yarns include:
- Tensile Testing: Measures strength and elongation.
- Abrasion Resistance Testing: Assesses durability under friction.
- Color Fastness Testing: Ensures dye stability under washing and light exposure.
- Moisture Management Testing: Evaluates the fabric’s ability to wick and release moisture.
These tests adhere to standards such as ASTM and ISO. Manufacturers must achieve specific benchmarks to obtain certification. Digital data loggers and high-speed imaging systems help capture test data in real time.
Certification and Compliance
Obtaining certifications from recognized bodies is essential. Certifications ensure that core-spun yarns meet international standards and gain consumer trust. Organizations such as ASTM International, ISO, and national textile quality boards conduct audits and tests.
The certification process typically involves:
- Initial sample testing in a certified lab.
- Process audits of the manufacturing facility.
- Ongoing quality control and periodic re-certification.
This rigorous process guarantees that the yarn performs consistently in various applications.
Diagram: Quality Certification Process
[ Sample Collection ]
↓
[ Laboratory Testing ]
↓
[ Process Audit ]
↓
[ Certification Issuance ]
↓
[ Ongoing Quality Monitoring ]
This diagram outlines the steps involved in the certification process for core-spun yarns. Each stage ensures that the product meets high quality and safety standards.
For more detailed testing procedures, visit ASTM Textile Standards.

Innovations in Yarn Design and Customization
The versatility of core-spun yarns enables customization to meet specific market needs. Advances in design and digital manufacturing have opened new avenues for product differentiation.
Customization Techniques
Manufacturers now offer customizable yarn options. Designers can specify the fiber composition, twist level, and finishing treatments to achieve unique properties. Digital printing and dyeing technologies allow for rapid prototyping and small-batch production.
Customization techniques include:
- Variable Twist Yarns: Adjusting twist during production to create yarns with gradient properties.
- Multi-Color Yarns: Using digital dyeing techniques to produce yarns with multiple colors in one continuous process.
- Functional Additives: Incorporating additives such as moisture-wicking agents or flame retardants during the spinning process.
These techniques enable brands to create niche products that cater to high-end markets or specialized applications.
Case Example: Customized Denim Fabrics
A denim manufacturer introduced a line of customized denim using core-spun yarns. They offered variations in color intensity, texture, and durability. The customization allowed for the production of limited-edition collections that resonated with fashion-forward consumers.
The ability to tailor yarn properties led to:
- Enhanced customer engagement.
- Increased brand loyalty.
- Higher product margins due to exclusivity.
Diagram: Customization Process Flow
[ Customer Specification ]
↓
[ Digital Yarn Design ]
↓
[ Prototype Production ]
↓
[ Full-Scale Production ]
↓
[ Product Customization & Differentiation ]
This diagram shows the process from customer specification to full-scale production. Each step is critical for delivering customized core-spun yarn solutions.
Challenges and Limitations in the Market
Despite significant advantages, the market for core-spun yarns faces challenges that affect both manufacturers and end-users.
Technical Limitations
While core-spun yarns offer superior properties, their production is not without limitations:
- Complexity of Production: The process demands high precision and sophisticated machinery. Any variability in fiber quality can result in defects.
- Fiber Compatibility: Not all fiber combinations yield optimal results. Incompatible fibers can lead to poor adhesion or uneven twist.
- Process Sensitivity: The production process is highly sensitive to variations in environmental conditions, such as humidity and temperature.
Market Challenges
From a market perspective, core-spun yarns face challenges including:
- Higher Production Costs: The advanced technology and premium materials drive up costs, which can affect pricing and market competitiveness.
- Limited Awareness: Some sectors of the textile industry are less familiar with the benefits of core-spun yarns. Education and marketing are necessary to drive adoption.
- Supply Chain Constraints: Sourcing high-quality core filaments and consistent staple fibers can be challenging, particularly for smaller manufacturers.
Overcoming Challenges
Industry players are addressing these challenges through:
- Collaborative Research: Partnerships between academia and industry are focused on optimizing fiber blends and refining spinning processes.
- Investment in Technology: Upgrading machinery and implementing advanced digital monitoring systems help reduce process variability.
- Market Education: Conferences, webinars, and industry publications increase awareness of the benefits of core-spun yarns.
Table: Challenges and Mitigation Strategies
| Challenge | Impact on Production | Mitigation Strategy |
|---|---|---|
| Complex Production Process | Increased defect rates | Advanced automation and real-time monitoring |
| High Material Costs | Elevated production expenses | Bulk sourcing; process optimization |
| Limited Fiber Compatibility | Poor adhesion; inconsistent yarn quality | Research on fiber surface treatments |
| Market Awareness Gap | Slow adoption in traditional sectors | Industry education; targeted marketing campaigns |
This table summarizes the main challenges and corresponding strategies to overcome them. Through continuous innovation and collaborative efforts, the industry aims to resolve these issues.
Future Trends in Core-Spun Yarn Technology
The future of core-spun yarns looks promising. Emerging technologies and evolving market needs continue to shape the next generation of yarn products.
Smart and Functional Textiles
Future innovations will likely see the integration of smart features into core-spun yarns. These may include:
- Conductive Yarns: Incorporating conductive fibers to enable wearable electronics and sensors.
- Self-Cleaning Properties: Developing yarns that resist staining and repel water using nano-coatings.
- Adaptive Textiles: Creating materials that adjust their properties in response to environmental stimuli, such as temperature or moisture.
These trends align with the growing interest in smart textiles and the Internet of Things (IoT) in the textile industry.
Sustainability and Circular Economy
Sustainability remains a major driver in textile innovation. Manufacturers will increasingly adopt eco-friendly materials and processes. Future trends include:
- Greater use of recycled and bio-based fibers in both the core and sheath.
- Implementation of closed-loop production systems to reduce waste.
- Adoption of renewable energy sources and water recycling technologies in production.
The drive toward a circular economy will encourage innovations that minimize environmental impact while maintaining high performance.
Digital Transformation in Manufacturing
Digital technologies will continue to revolutionize yarn production. The implementation of artificial intelligence, machine learning, and digital twins will enable:
- Real-time process optimization.
- Predictive maintenance and reduced downtime.
- Enhanced product customization and faster time-to-market.
These advancements promise to lower production costs and improve overall yarn quality, supporting broader market growth.
Diagram: Future Innovation Roadmap
[ Smart Textiles Integration ]
↓
[ Sustainable Materials & Processes ]
↓
[ Digital Transformation in Manufacturing ]
↓
[ Enhanced Market Competitiveness ]
This roadmap provides a high-level view of the future trajectory in core-spun yarn technology. Each step represents a critical area of focus that will drive industry progress.

Global Supply Chain and International Trade Considerations
Core-spun yarns play an essential role in the global textile supply chain. Manufacturers and exporters must navigate regulatory standards, trade policies, and market demands.
International Standards and Harmonization
Compliance with international standards is critical for market access. Core-spun yarns must meet testing and certification requirements set by organizations such as ASTM, ISO, and regional bodies. Harmonization of standards facilitates smoother cross-border trade and reduces compliance costs.
For instance, meeting ISO standards for tensile strength and color fastness enhances credibility in global markets. Manufacturers invest in certifications to gain a competitive edge and ensure that products are accepted internationally.
Trade Policies and Market Access
Trade policies impact the global distribution of core-spun yarns. Tariffs, quotas, and non-tariff barriers can affect market entry. Manufacturers work closely with trade experts to navigate these policies.
Exporters must ensure that their products comply with both local and international regulations. Digital documentation and traceability systems improve transparency and facilitate smoother customs clearance.
A simplified export compliance model can be represented as:
This model underscores the importance of adhering to standards and maintaining high-quality documentation for international trade.
Table: Key International Trade Considerations
| Consideration | Description | Impact on Trade |
|---|---|---|
| International Certification | Compliance with ASTM, ISO, etc. | Facilitates global market access |
| Trade Barriers | Tariffs, quotas, and non-tariff barriers | Can increase costs and complexity |
| Documentation and Traceability | Digital records and traceability systems | Enhances transparency and smooth clearance |
| Harmonized Standards | Adoption of international norms | Reduces compliance costs and variability |
This table highlights major factors affecting international trade for core-spun yarns. Manufacturers use these insights to develop robust export strategies.
Industry Best Practices and Recommendations
Based on extensive research and industry experience, the following best practices help optimize core-spun yarn production and maximize benefits.
Process Standardization
Standardizing production processes reduces variability and enhances yarn consistency. Manufacturers should:
- Develop and adhere to detailed standard operating procedures (SOPs).
- Use digital monitoring systems for continuous quality assessment.
- Regularly calibrate machinery and maintain equipment.
Supplier Collaboration and Raw Material Quality
Ensuring raw material quality is critical. Manufacturers must collaborate closely with suppliers to:
- Establish quality benchmarks for both core filaments and staple fibers.
- Perform periodic audits and inspections.
- Use certifications and traceability systems to verify material quality.
Continuous Improvement and Innovation
Adopt a culture of continuous improvement. Implement lean manufacturing practices and invest in R&D to drive process optimization. Encourage cross-functional teams to share insights and innovate collaboratively.
Training and Workforce Development
Skilled personnel are essential for operating advanced machinery. Regular training programs and certification courses help maintain high standards. Engage with technical institutes and industry associations to keep the workforce updated on the latest practices.
Diagram: Best Practices Cycle
[ Process Standardization ]
↓
[ Supplier Collaboration ]
↓
[ Continuous Improvement ]
↓
[ Workforce Training ]
↓
[ Enhanced Yarn Quality & Efficiency ]
This cycle represents a holistic approach to maintaining quality and efficiency in core-spun yarn production.
Future Research Directions and Opportunities
The next generation of core-spun yarn technology lies in advanced research. Several promising areas of investigation include:
Smart Yarn Development
Developing yarns with embedded sensors or conductive properties enables new applications in wearable technology. Research is focusing on integrating electronic components without compromising mechanical properties.
Advanced Materials and Hybrid Yarns
Exploring new materials such as graphene, carbon nanotubes, and other high-performance nanomaterials can further enhance yarn properties. Hybrid yarns combining natural, synthetic, and nano-enhanced fibers promise superior performance.
Sustainability Research
Innovative research on sustainable raw materials and eco-friendly processes will shape the future of core-spun yarns. Emphasis is on developing biodegradable cores and using renewable sheath fibers. Lifecycle assessment (LCA) studies help quantify environmental benefits and drive further improvements.
Digital Manufacturing and AI Integration
Further integration of AI and digital twins will revolutionize production. Future research may focus on:
- Developing predictive maintenance algorithms.
- Creating more accurate digital twins for process simulation.
- Integrating real-time quality control systems with machine learning.
Funding and Collaborative Projects
Academic-industry partnerships will continue to be vital. Collaborative projects funded by government agencies and international bodies support the translation of research into commercial applications. These initiatives foster innovation and open new market opportunities.
Detailed Technical Analysis and Mathematical Modeling
Technical modeling is essential for predicting and optimizing the performance of core-spun yarns. Engineers use various mathematical models to simulate the behavior of fibers during spinning and in end-use applications.
Modeling Yarn Strength and Twist
The relationship between twist, strength, and fiber cohesion is critical. A commonly used model is:
Where:
is the yarn strength,
is a constant based on material properties,
represents the cohesion factor of the sheath,
is the twist per unit length.
This equation suggests that increasing twist improves cohesion up to a point, beyond which the yarn becomes overly stiff. Engineers optimize
to balance strength and softness.
Thermal and Moisture Transfer Models
In technical textiles, thermal and moisture management properties are crucial. The heat transfer through a yarn can be modeled by:
Where:
is the heat transfer rate,
is the thermal conductivity,
is the effective surface area,
is the temperature difference,
is the thickness of the material.
Similarly, moisture transfer is modeled by diffusion equations. These models help engineers design yarns that meet performance standards in varying environmental conditions.
Table: Key Equations in Core-Spun Yarn Analysis
| Equation | Purpose | Variables Defined |
|---|---|---|
|
|
Model yarn strength versus twist |
: strength, : constant, : cohesion, : twist |
|
|
Model heat transfer through yarn |
: heat rate, : conductivity, : area, : temperature difference, : thickness |
|
|
Estimate dye absorption effectiveness | Surface area; fiber affinity |
This table provides a summary of critical equations used in modeling core-spun yarn behavior. These models underpin research and process optimization in the industry.
Industry Collaborations and Global Conferences
Collaboration plays a significant role in advancing core-spun yarn technology. International conferences, research symposiums, and collaborative projects bring together experts from academia and industry.
Global Conferences and Workshops
Industry conferences provide a platform to share research, discuss challenges, and present innovative solutions. Conferences such as the International Textile Manufacturers Federation (ITMF) meetings and regional symposiums on textile engineering showcase the latest advancements in yarn technology.
Attendees share case studies, technical papers, and interactive workshops. These events foster networking and collaborative opportunities that drive the textile industry forward.
Collaborative Research Projects
Several collaborative projects involve partnerships between universities, research institutions, and textile manufacturers. These projects often receive funding from governmental agencies and international bodies. The outcomes include:
- Development of new core materials.
- Innovations in spinning technology.
- Advances in sustainable manufacturing practices.
A notable project focused on using bio-based polymers for core fibers has achieved promising results. The project demonstrated that these polymers can match the performance of traditional synthetics while reducing environmental impact.
Educational Initiatives and Training Programs
The success of core-spun yarn technology depends on a skilled workforce and continuous education. Industry-specific training programs and educational initiatives ensure that professionals remain updated on the latest techniques and innovations.
University Courses and Certifications
Many universities now offer specialized courses in textile engineering. These programs cover fiber science, yarn production techniques, and quality control. Certifications from accredited institutions provide industry professionals with a recognized standard of expertise.
Courses emphasize hands-on training in modern spinning technologies. Lab experiments and field visits complement theoretical instruction. Graduates emerge with a deep understanding of core-spun yarn technology and its practical applications.
Workshops and On-Site Training
Manufacturers often organize workshops and on-site training sessions. These programs focus on:
- Optimizing production processes.
- Implementing digital monitoring systems.
- Troubleshooting common manufacturing challenges.
Interactive workshops provide real-world examples and case studies. Participants learn best practices directly from experts and gain valuable insights into process improvements.
Online Educational Resources
Online platforms offer webinars, tutorials, and interactive courses. These resources are accessible to a global audience. They provide updated information on technological advancements, regulatory changes, and market trends.

Future Opportunities in Workforce Development
The rapid evolution of textile technology necessitates continuous workforce development. As core-spun yarn production integrates more advanced technologies, training and education become paramount.
Skill Development Programs
Industry leaders invest in skill development programs to train technicians and engineers in advanced production methods. These programs include:
- Technical training in digital control systems.
- Workshops on quality control and process optimization.
- Certification courses in sustainable textile practices.
The goal is to build a workforce that can operate modern machinery and leverage digital technologies for continuous improvement.
Collaboration with Academic Institutions
Collaborations between industry and academia ensure that curricula remain relevant. Joint research projects and internships provide students with practical experience. These partnerships prepare the next generation of textile professionals for real-world challenges.
Future Workforce Trends
Future trends in workforce development include:
- Increased emphasis on digital literacy in manufacturing.
- Adoption of AI and machine learning in production processes.
- Expanded training in sustainable practices and green technologies.
Global Market Impact and Strategic Partnerships
Core-spun yarns significantly influence global textile markets. Their superior properties enable manufacturers to access premium market segments. Strategic partnerships between industry players foster innovation and drive market expansion.
Market Expansion Strategies
Manufacturers pursue various strategies to expand their market share:
- Export Initiatives: Adhering to international standards enables smooth entry into global markets.
- Product Diversification: Offering a range of core-spun yarn products tailored to different applications boosts competitiveness.
- Strategic Partnerships: Collaborations with leading brands and technology providers drive innovation and open new market channels.
Economic Benefits for Exporters
Core-spun yarns command premium prices in international markets. Exporters benefit from higher profit margins due to the yarns’ superior performance. Investment in quality control and certifications enhances market credibility and drives export growth.
Table: Global Market Strategy Comparison
| Strategy | Key Actions | Expected Outcome |
|---|---|---|
| Export Initiatives | Compliance with ASTM, ISO, and other standards | Increased global market share |
| Product Diversification | Develop yarn variants for different applications | Broader customer base; premium pricing |
| Strategic Partnerships | Collaborate with leading textile brands | Innovation and accelerated market entry |
This table outlines strategies for global market expansion. Manufacturers adopt these strategies to remain competitive and profitable.
Risk Management and Mitigation Strategies
Effective risk management is crucial for sustainable production and market success. Core-spun yarn manufacturers face various risks, including technical failures, supply chain disruptions, and market fluctuations.
Identifying and Analyzing Risks
Manufacturers use risk assessment tools to identify potential issues. Common risks include:
- Technical Risks: Machine breakdowns, fiber inconsistencies, and process deviations.
- Supply Chain Risks: Raw material shortages, quality variability, and logistic disruptions.
- Market Risks: Fluctuations in demand, pricing volatility, and regulatory changes.
Risk analysis models such as Failure Mode and Effects Analysis (FMEA) help quantify and prioritize risks.
Mitigation Strategies
Mitigation strategies include:
- Preventive Maintenance: Regular servicing and predictive maintenance reduce machine downtime.
- Supplier Diversification: Establishing multiple supplier relationships ensures raw material stability.
- Digital Risk Management: Real-time monitoring and data analytics help identify issues early.
- Insurance and Contingency Planning: Financial safeguards and backup plans minimize losses in case of disruptions.
Diagram: Risk Management Framework
[ Risk Identification ]
↓
[ Risk Analysis (FMEA) ]
↓
[ Mitigation Strategy Implementation ]
↓
[ Monitoring & Review ]
This diagram illustrates a structured risk management framework that helps manufacturers maintain steady production and market performance.
Conclusion and Summary
Core-spun yarns offer a unique blend of strength, versatility, and functionality. They have transformed textile manufacturing by combining a robust core with a soft, aesthetic sheath. This technology enhances product performance in apparel, home textiles, technical applications, and industrial uses.
While challenges exist—such as process complexity, high production costs, and quality control—innovative solutions and advanced technologies continue to drive improvements. Automation, digitalization, and smart manufacturing reduce variability and improve consistency. Ongoing research in fiber blending, nanotechnology, and sustainable practices is setting the stage for the next generation of core-spun yarns.
The global textile market benefits from core-spun yarns through enhanced product performance, increased export potential, and improved sustainability. Manufacturers and researchers must continue to collaborate, innovate, and invest in workforce training to maintain competitive advantage.
In summary, core-spun yarns provide significant advantages in strength, durability, and performance while presenting challenges that spur further innovation. The technology promises continued market expansion and sustainability benefits, making it a vital area of focus for the textile industry.






Great article! Core-spun yarns offer a smart mix of strength and comfort, though the production challenges show there’s still room for innovation.