


Practical Garment Production Process – A Case Study
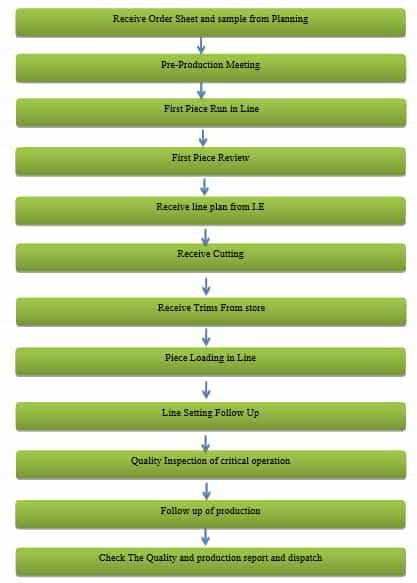
End-to-End detailed garment production process
This project work deals with the productivity and quality enhancement in a garment manufacturing unit through a practical study conducted in the stitching department.
Production Department
The sewing department is the most crucial department of any apparel industry. This is the place where the cut components of a garment, are shaped and styled into a new form with proper seams and stitches as required.
Role of People in Sewing
- IED: This department works online balancing. They ensure optimum WIP to keep the production smooth. The heads inline setting according to style, number of operations, number of machines, number of operators. Line setting is done so that no operator should sit idle while working.
- FLOOR INCHARGE: This makes the operator understand the process well and make it easier for him to operate the machine and the operation. He also provides them with the working aids in the critical points, to make the operation easy. All the supervisors work under the floor in charge. He takes the charge of all the lines on the floor. He is constantly on a check all over the floor and manages the operator’s problems.
- QA: He handles all the checkers of the checking table of all lines. He ensures that no problem occurs related to quality in garments. He should always be present in PP meetings. He checks all the operations of the first piece that comes to the production line and takes the measurement of garments of all sizes.
- INLINE ROAMING QC: He keeps the quality manager updated about all the inline quality reports. He takes the measurement of the first piece of every order that comes from production. He checks for the critical operation in the line. He also keeps the information about jumping operations.
- SUPERVISOR: His work is manpower handling. He keeps an account of the operator skills and allots them for operation. He deals with absenteeism and decides the substitutes. He checks whether proper input is coming to their line or not and always works for better output. He clears alterations from floaters (jolly operators). His main work is to give a report of order closing.
- PRODUCTION WRITER: His main work is to make attendance of all operators. He makes an hourly report of operators and the number of pieces that they made during that hour. He cross-checks the attendance of operators every 15 days.
Sewing lines of Trouser
- Pearl
- Emerald
- Topaz
- Diamond
- Gold
- Ruby
- Turkish
- Opal
- Coral
Preparatory Sections of trouser
- Waistband
- Front pocket
- Back pocket
- Fly section
- Panels
1. Waistband
| Serial no | Operation Name | No. of machines required |
|---|---|---|
| 1 | Attach the strip to the belt | 1 |
| 2 | Attach gripper to belt | 1 |
2. Front Pocket
| Serial no | Operation Name | No of machines required |
|---|---|---|
| 1 | Attach 4 front facing+Taki | 1 |
| 2 | Close front pocket bagTurn front pocket bag | 1 |
| 3 | Turn the front pocket bag | 1 |
| 4 | Topstitch front pocket bag | 1 |
| 5 | Hem coin pocket+Attach | 1 |
| 6 | Tack front pocket | 1 |
| 7 | Tack extension with pocket | 1 |
| 8 | Remove embroidery fusing | 1 |
3. Back pocket
| Serial no | Operation Name | No of machines required |
|---|---|---|
| 1 | Attach facing to back pocket | 1 |
| 2 | Long bone press | 1 |
| 3 | Sew bone at back pocket | 1 |
4. Fly
| Serial no | Operation Name | No of machines required |
|---|---|---|
| 1 | Serge Small parts | 1 |
| 2 | Attach lining to the right fly | 1 |
| 3 | Bind at left fly | 1 |
| 4 | Attach fork line to fly | 1 |
5. Panels
| Serial no | Operation Name | No of machines required |
|---|---|---|
| 1 | Serge Small parts | 1 |
| 2 | Attach lining to the right fly | 1 |
| 3 | Bind at left fly | 1 |
| 4 | Attach fork line to fly | 1 |
Table 9.2- Preparatory Section
Front
| Serial no | Operation Name | No of machines required |
|---|---|---|
| 1 | Serge front and back panel | 2 |
| 2 | Sew back dart | 1 |
| 3 | Press back dart fusing | 1 |
Table 9.2 Preparatory Section
Back
| Serial no | Operation Name | No machines required |
|---|---|---|
| 1 | Fly, Pocket, panels | 1 |
| 2 | Attach front pocket of ply | 2 |
| 3 | Zipper | 1 |
| 4 | Pressing of pocket | 1 |
| 5 | Front checking | 1 |
Table 9.3 Front section
Assembly
| Serial no | Operation Name | No of machines required |
|---|---|---|
| 1 | Bone tacking | 2 |
| 2 | Bone Pressing | 1 |
| 3 | Back rise piping | 1 |
| 4 | Back pocket stitching Close and turn | 2 |
| 5 | Topstitch Tailor-made facing close | 1 |
| 6 | Attach label | 1 |
| 7 | Back checking | 1 |
Table 9.4 Back section
| Serial no | Operation Name | No of operators required |
|---|---|---|
| 1 | Matching and Sorting | 1 |
| 2 | Side seam Attach and inseam attach | 2 |
| 3 | Hanger loading | 1 |
| 4 | Sidelock inseam lock | 1 |
| 5 | Sew pocket bag with pocket | 1 |
| 6 | Front rise joining(Crotch joining) | 1 |
| 7 | Belt loop attach | 1 |
| 8 | Matching waistband | 2 |
| 9 | Waistband closing | 1 |
| 10 | Hook and eye | 1 |
| 11 | Wash care label | 1 |
| 12 | J stitch | 1 |
| 13 | Back rise | 1 |
| 14 | Pressing | 1 |
| 15 | Waistband checking | 1 |
| 16 | Cur Fel filling | 1 |
| 17 | Eyelet attach | 1 |
| 18 | Side pocket tacking | 1 |
| 19 | Bottom tacking | 1 |
| 20 | Bottom Overlock | 1 |
| 21 | Fit label | 1 |
| 22 | Bar tack | 2 |
| 23 | Waistband tacking | 1 |
| 24 | Thread Cutting | 1 |
| 25 | Thread removal by Suction | 1 |
| 26 | Final Checking | 1 |
Table 9.5 Assembly Section
Need of a Sizing System for Indian Apparel Industry
Research study on the requirement of a Sizing System exclusive to Indian Apparel Industry
Different Technological Methodologies Used in Garment Industry
Apparel Manufacutring technological advancements adopted by different countries
| Checking no | Process Name | What checking is done |
|---|---|---|
| 1 | Cutting Audit | Checking of notches Checking of panels with actual pattern sizes It is done by line QC |
| 2 | Front panels Check | The front pocket opening is marked. Panel measurement is checked. |
| 3 | Back panels check | Mark back pocket position from the waist. Panel measurement is checked. |
| 4 | Assembly | Waistband Measurement is checked. All other important things are checked. |
| 5 | Final Checking | Final Checking. Done by the final checker. |
Table 9.6 Quality Checking in Lines


| Serial No | Machine Name | Used in operations | Feed System |
|---|---|---|---|
| 1 | 3 thread overlock | Panel serving, small parts serging | Drop feed |
| 2 | 5 thread overlock | Drop feed | |
| 3 | SNNF | J stitch, Waistband, Gripper, Waistband closing | Needle feed |
| 4 | Edge Cutter | Drop feed | |
| 5 | SNCM(Contains roller and folder) | Side Seam | Needle feed |
| 6 | DNCM(Tandem M/C) | Back rise | Needle feed |
| 7 | Buttonhole machine | To create hole | Drop feed |
| 8 | Button attach machine | Attaching buttons | Drop feed |
| 9 | Bar tack machine | Drop feed | |
| 10 | Tacking Machine | Tacking | Drop feed |
| 11 | Blind stitch machine | Bottom Hem | Drop feed |
| 12 | APW | Back pocket | Drop feed |
Table 9.7 Machines Details
Jacket
There are two lines in the jacket that are
- Jade
- Jasper
- Five sections in each line:-
- Sleeve-line 1
- Lining- line 2
- Body- line 3
- Assembly 1- line 4
- Assembly 2- line 5
- One floor in charge for each line
- One QA for each line
- One inline QC for each line
- 10 supervisors are there- one supervisor for each subline
- One production writer for each line
- One quality writer for both line
- One store writer for each line
- One dispatch writer for each line
- 3 helpers are there in each line
- Manpower in jacket line (for one line):-
- Sleeve- 14 (piece rate), 3 (fix rate)
- Lining- 28 (piece rate), 3 (fix rate)
- Body- 34 (piece rate), 3 (fix rate)
- Assembly 1- 30 (piece rate), 3 (fix rate)
- Assembly 2- 21 (piece rate), 2 (fix rate)
- Checkpoints in each section:-
- Sleeve- there is one checkpoint in the sleeve section and the points which should be checked are as follows:
- Sleeve out seam and inseam
- Sleeve vent
- Sleeve hem
- Sleeve lining
- Lining tacking
- Shade variation
- Balancing for both sleeves
- Lining- there is one checkpoint in the lining section and the points which should be checked are as follows:
- Collar shape and points
- Collar attaching with lining
- Collar band shape
- Collar felt attaching
- Facing attaching
- Inside velt pockets (both sides)
- Labeling- the main label, wash care label, size label, fit label
- Side panel attaching
- Centre back seam
- Shoulder seam
- Shade variation
- Sleeve- there is one checkpoint in the sleeve section and the points which should be checked are as follows:
- Five sections in each line:-
Machines in jacket Line
- SLEEVE LINE
- SNLS-9
- Fake Eyelet-1
- Pressing Table-3
- Button Attach-2
- Sorting Table-1
- Checking Table-1
- LINING
- SNLS-28
- SNCS-1
- DNCS-2
- APW-1
- Button Hole-1
- Pressing Table-4
- Over Lock-1
- Bartack-1
- Gixer Machine-1
- Zig-zag-1
- Sorting Table-2
- Buck Press-1
- Checking Table-1
- BODY
- SNLS-15
- SNCS-1
- Pressing Table-5
- Buck Press-1
- Armhole tape attach machine-1
- Micro zigzag machine-1
- APW-1
- Sorting Table-1
- Checking Table-2
- ASSEMBLY 1
- SNLS-14
- SNCS-2
- Shoulder Basting-1
- Shoulder Pad Pressing-1
- Pressing Table-7
- Zig-zag-1
- Edge Cutter-3
- Basting-1
- Buck press-1
- Sorting Table-1
- Checking Table-2
- ASSEMBLY 2
- SNLS-2
- Sleeve Attach-3
- Basting-4
- Sleeve Head Roll Attach-1
- Lining Attach-2
- Button Hole-2
- Pick Stitch-3
- Pressing Table-1
- Sorting table-1
- Thread Cutting Table-1
- Checking Table-2
- Chest Piece & Sleeve Head Roll
- SNLS-3
- Zig-Zag-2
- Basting-1
| MACHINE AND ITS NEEDLE TYPES | ||
|---|---|---|
| S.NO | MACHINE TYPE | NEEDLE TYPE |
| 1 | Single needle, Needle feed, Edge cutter | DBx1 |
| 2 | Bar tack, Zigzag, D/A-275, LBH-781 | DPx5 |
| 3 | Button Machine | DPx17 |
| 4 | Overlock | DCx1, DCx27 |
| 5 | Button Hole Machine | DOx558 |
| 6 | APW, Sleeve Machine, Basting Machine | DPx85, 2134 |
| 7 | Zigzag | 134EL |
| 8 | PinPoint | CPx12 |
| 9 | Imitation Button Hole | EBx750 |
| 10 | Head Roll Machine | MTx190 |
| 11 | Arm Hole Tape Attach Machine | 933 |
Table 9.8 Machine & Needle Type
Pressing and Finishing Department

| Serial no | Operation name | Machine name,Brandname | Quantity |
|---|---|---|---|
| 1 | Side seam bust press | Steam iron, Tata train | 4 |
| 2 | Leg press | Buck Press, Tata train | 4 |
| 3 | Top press | Buck Press,Roton D | 16 |
Table 10.2 Pressing Details



Packing Department

| Serial No | Process name | Details |
|---|---|---|
| 1 | Stapling | Size tag and fit tag are attached |
| 2 | Barcoding | All the tags are attached 3 persons are required. 1 for Barcode attaching and 2 for attaching other tags. |
| 3 | Folding | Folding Techniques: Single fold 2 fold Hanger |
| 4 | Final Pack | Ratio pack, Solid pack |
| 5 | Final inspection | Done by buyer. |
Table 11.2 Packing Details
Maintenance Department
Apart from having a quality system and the best practices, machine maintenance’ is also a very important area to get ‘quality’ products. Unacceptable quality of products often results from ill-maintained machines. Breakdown and preventive maintenance are primarily aimed toward reducing downtime and increasing life respectively proper machine maintenance are also necessary to avoid casualties on the floor. The function of preventive maintenance includes;
- Care of the fitting
- Adjusting status report
- Machine status report.
- Machine configuration charts
- Needle movement chart
- Needle log cards
Machine maintenance also carries the purchase and receiving activities. Its purchase has a track of every inventory including a needle present in the factory stock and procures new inventory whenever possible. The stock register is maintained with discipline.
Maintenance schedule
The maintenance schedule is carried out floor-wise. Every production floor is provided with a team of two mechanics, one assistant, and one helper, which takes care of the day-to-day maintenance, breakdown, and settings of the machine. Whenever there is a breakdown of the machine on the floor it is immediately shifted to the maintenance department and the same is replaced with a new machine from stock so that production is not disrupted. Oil checking is done on a weekly basis and changing of the oil and servicing of the machines is done every three months.
| Before Trial | ||||
|---|---|---|---|---|
| Serial No | Date | Total No of Defects | Total Check Pieces | Total DHU% |
| Day 1 | 13/06/19 | 1796 | 6130 | 29.30 |
| Day 2 | 15/06/19 | 1227 | 4143 | 29.62 |
| Day 3 | 16/06/19 | 1500 | 4561 | 32.89 |
| Day 4 | 17/06/19 | 1197 | 4440 | 26.96 |
| Day 5 | 18/06/19 | 1963 | 4910 | 39.98 |
| Day 6 | 19/06/19 | 1335 | 4335 | 30.80 |
| Day 7 | 20/06/19 | 1260 | 3572 | 35.27 |
| Day 8 | 22/6/19 | 1486 | 4708 | 31.56 |
| Day 9 | 23/6/19 | 1822 | 5745 | 31.71 |
| Day 10 | 24/6/19 | 2493 | 8935 | 27.90 |
| Day 11 | 25/6/19 | 1898 | 6496 | 29.22 |
| Day 12 | 26/6/19 | 1705 | 6398 | 26.65 |
| Day 13 | 27/6/19 | 2062 | 6245 | 33.02 |
| Day 14 | 29/6/19 | 2335 | 7298 | 32.00 |
| Day 15 | 30/6/19 | 1878 | 6808 | 27.59 |
| Total | 25957 | 84724 | ||
| Average | 1730.46 | 5648.26 | 30.63 |