
SPINNING
A Yarn is usually of substantial length & of a small cross-section. In the cross-section of yarn, there are usually multiple numbers of Staple fibers (short fibers) or Filaments (long fibers) of unlimited length.
Spinning is the process of creating yarn (or thread, rope, cable) from various raw fiber materials. Several fibers are twisted together to bind them into strong, long yarn. Characteristics of the yarn vary based on the material used, fiber length and alignment, quantity of fiber used, and degree of twist. The earliest spinning probably involved simply twisting the fibers in the hand. Later the use of a stick to help twist the fiber was introduced.
PREPARATORY PROCESS
BLENDING
When various fibers of different or same grades are kept together and mixed in a specific ratio, it is termed blending. Blending is based on the movement of important fiber properties like length, fineness, strength, etc., and quantitatively proportioning and combining under controlled conditions.
- It is done to improve texture, reduce cost, and increase workability.
- In OCM, wool fibers are being mixed with other fibers such as polyester, viscose according to the requirement of order or for the company. Threemachinesareusedone after the other to make a better fiber.

COMBING
This is a process where the yarn will be straightened again so that they are arranged in a parallel manner. While at the same time, the remaining short fiber will be eliminated completely from the longer staple fiber. By doing this, long-staple will produce a stronger and smoother fabric which is highly demanded in the market.
- The machine used in the industry is PV –31NSC
- Only one machine is installed

POST COMBING/AUTO-BAILING
Thecombedfibresarethensenttothegillboxmachine.Itstrengthensthefabricbythoroughly ginning the slivers. it works as an auto leveler also, which means giving it a constant weight to length ratio.
- Machine used –GC143
- Total two machines are installed.

DRAWING
At this stage, it will be pulled the sliver lengthwise direction over each other. Thus, it will cause it to be stronger and thinner in production which is very important in the evenness of the yarn. If there are any faults occur during the process, they will still pass into the yarn.
Most manufacturers will use a blending process where two or more different types of fibers will be blended to form a yarn. The common type of blend used is the Cotton/Polyester combination, doing this will not only reduce the cost but also increase the performance. The machines installed in this process are four with a different number of heads. Two machines are of one head, one machine is of two heads, and the last machine is of three heads.
- Machine used isGC143

ROVING
This is the final stage where the preparatory steps for insertion of the twist. Enough twist is given to hold the fibers together but still has no tensile strength. The roving in bobbins is placed in a spinning frame where it passes several sets of rollers that run at high-speed to convert into yarn forms.
| S.No. | Technical Specification | |
| 1 | Machine used | FM7 NSC |
| 2 | No. of machines installed | 5 |
| 3 | No. of spindles per machine | 20 |

RING FRAME
The yarn produced is processed into a speed frame to attain roving yarn. This is the initial step where a twist is inserted for giving hold to the fibers in a spinning mill. The roving yarn is of a little larger diameter as compared to the final yarn. Similarly, ring frames are used to produce finished yarns from obtained roving yarns. Yarn is resulted in having a good amount of strength through these ring frames.
| S.No. | Technical Specification | |
| 1 | Machine used | 421 |
| 2 | Machine installed | 24 |
| 3 | No. of spindles in on machine | 556 |
| 4 | The output of one machine | 50 kg |
Functions of ring frame:
- Draft the roving until the required fineness is
- Twist the drafted strand to form yarn of required count and strength.
- Winding the twisted yarn onto the bobbin for suitable storage, transportation, and further processing.

AUTOWINDING
After the ring frame section, bobbins are sent to the autoconer section where it is converted from a small package to a big standard package. If there is any fault at any section, only that particular section stops not the whole machine. A blower is used to clean the machine side by side which removes short fibers.
After manufacturing of yarn, from different departments in the preparatory process and ring department, it is ready to make a shape into final cone form so that it can be shipped to the customer for use. During the winding process of yarn, the following objectives are met.

AUTOCLAVE/STEAMING
After winding, cones are taken for the heat-setting process. There is a pressure chamber that is used to sterilize equipment and supplies. When cones are placed inside the autoclave, they are exposed to high-temperature steam. Thisprocessisdoneto avoids the snarling and shrinkage effect which generally comes after giving twists to the yarns which were being wound in cones. It can be done at any stage of winding.
| S.No. | Technical Specification | |
| 1 | The temperature of the steamer | 85 ℃ |
| 2 | The pressure of the steamer | 6kg/sq. cm |
| 3 | Time taken | 2 hours |
| 4 | The capacity of the machine | 300kg – 400kg |


ASSEMBLY WINDING
After the auto winding process, yarns are twisted again in which two cones are being used to make one final cone. The purpose of producing doubled yarns is to improve yarn uniformity and increase strength. This is also an essential process to produce balanced yarn.
It is a two-stage process:
- Doubling–Thisprocessiscalled is doubling.
- Twisting – Z twist is given to the yarn while winding it on the final cone.

| S.No. | Technical Specification | |
| 1 | Total no. of machines installed | 6 |
| 2 | No. of heads in one machine | 120 |
| 3 | Time required for winding a cone of 24 count | 30 mins |
| 4 | Time required for winding a cone of 80-90 count | 7.5 hours |
| 5 | Weight of one all wool cone | 980g |
| 6 | Weight of one terry wool cone | 1kg |
POST SPINNING
Afterthecompletespinningprocess, cones are being again twisted in post spinning section. In this, two cones are being used to wind up one cone with a higher twist. The method of twisting two or more single yarns is called doubling or folding or ply twisting. Such yarns are designated as doubled yarn, folded yarn, or plied yarn and the machines intended for the purpose are called doublers, ply-twisters of two-for-one (TFO) twisters.
TFO machines give a reverse or opposite twist that is being given in the spinning process i.e. Z- the twist is being given in the spinning department but after it is being rewarded in the TFO section, the cones are given S-twist.
The twist in the yarn is the number arrived by the ratio of the spindle speed to the delivery of the yarn. Both the factors are controlled by mechanical means and depend on the speed transmitted by the rotating parts.
| S.No. | Technical Specification | |
| 1 | Machine used | Leewha, Prerna, Italy |
| 2 | Total no. of machines installed | 43 |
| 3 | Total no. of spindles in one machine | 144 spindles |
| 4 | Production | 42kg /shift |
| 5 | Total number of workers | 16/shift |
| 6 | The capacity of yarn twist | 8 ton per day |
| 7 | Speed | 7000rpm |

STEAMER
After cones are reminded in TFO machines, they are put into the steamer. It is done so as to avoid the snarling effect and also a twist of the yarn which is given is being set. The steamer also gives a conditioning effect to the yarn.
| S.No. | Technical Specifications | |
| 1 | Capacity of steamer | 450kg-550kg |
| 2 | Time taken | 2 hours |
| 3 | The temperature required for wool and polyester | 90-95 ℃ |

WEAVING
INTRODUCTION
Weaving is the production of fabric by interlacing two sets of yarns so that they cross each other, normally at right angles, usually accomplished with a hand- or power-operated loom.
In weaving, lengthwise yarns are called warp; crosswise yarns are called weft, or filling. Most woven fabrics are made with their outer edges finished in a manner that avoids raveling; these are called selvages. They run lengthwise, parallel to the warp yarns. The three basic weaves are plain, twill, and satin. Fancy weaves—such as pile, Jacquard, dobby, and leno—require more complicated looms or special loom attachments for their construction.
In OCM Weaving consisted of three major sections in total
- Preparatory section
- Loom shed
- Greasy perch inspection
PROCESS SEQUENCE
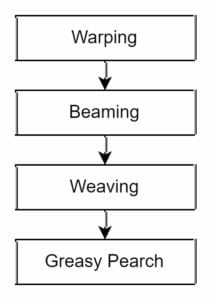
WARPING
- The weaving process starts with warping.
- In this section, the warp ends are wrapped around the beam which is then put onto the machine.
- A warping plan is provided to the weaving department with a master card in which all the instructions regarding the weaving process are given.
- The wrapper makes seating according to this plan on the warping machine and by doing the required calculations.
- While doing setting he considers the parameter of the reed width, warp length and according to that sectional width is decided.
CREELING
- It is a process of mounting a large number of wound packages onto a unit known as a creel. In OCM truck creels are used. In this type of creel, the yarn packages are placed on spindles of truck in a preparation area.
- At the time of a run, the yarn of each end is broken between the package and the guide and the trucks are wheeled out from the center of the creel to be replaced by the preloaded trucks.
- It is then necessary to tie the yarn from each new package to its corresponding end in the creel.
- Each thread is then drawn forward to the front of the creel in a strictly controlled order, which ensures that there is no crossing of the threads.
- At the front of each horizontal row of packages, on one side of the creel, there is a row of guides where each thread passes under a tripwire.
- If a thread breaks during the course of processing, this wire falls to make electrical contact and stop the machine before the broken thread becomes lost under subsequent ends of the yarn on the beam.
- A-light at the end of the relevant guide bar is illuminated in order to direct the operative to the source of the broken thread.
SECTIONAL WARPING
The sectional warping machine is used for the preparation of multicolored warps to be woven as striped or checked design fabrics. It is also used for doubled grey or mono-colored warps that do not require sizing. Unlike the beam or direct warping where a warper’s beam is produced that is sent to the subsequent sizing processes, in the case of sectional warping, the weaver’s beam is produced and hence does not require sizing. In the case of single yarns that are multicolored, the yarns are sized and then wound on the sectional warp beam.
PROCEDURE
- This is a two-stage process. In the first stage yarn end from the creel is taken to the mill via a condensing roller where they coverage into a single sheet, leasing rods for locating the broken ends, adjustable reed to set the width of a warp sheet to the exact distance between the flanges of the beam.
- The sheet of the yarn is placed on a horizontal beam in sections. Each section contains a fraction of the number of ends required in the final sheet.
- The length of yarn wound per section is sufficient for one weaver’s beam only. Each section is inclined to the vertical with the first section resting on an incline at the end of the mill.
- When all the sections have been wound on the drum the second stage of the process can take place.
- This involves the sheet being pulled off the drum and onto a beam during which time the mill transverses in the opposite direction and at the same rate as that moved in the first stage.
- It is the transfer of warp sheet from drum to weaver beam. It requires about half an hour while beaming two pressure rollers, which are spring-loaded remain in contact with the beam to form a compact beam.
- The beam speed is kept between 100 to 150 rpm.

DRAWING
- In weaving the process of threading warp ends through the eyes of the healds and the dents of the reed.
- The warp yarn required passing through the heald eyes in order to form the shed; it is not possible that the loom may be stopped to draw the ends.
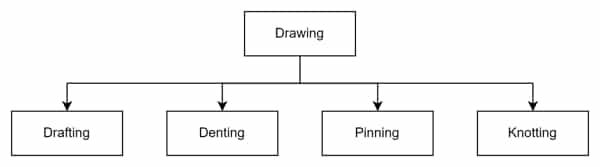
DRAFTING
- The design is constructed on point paper by using the cross (×) and blank. The cross means that the end is passing over the pick. The blank means the end is passing below the pick.
- Drafting determines the allocation of ends to healds i.e. which end will be controlled by which heald.

DENTING
In the woven fabric manufacturing industry, denting means drawing the warp yarn through the dent as required by the reed plan. Denting determines more perfectly the width of the woven fabric and the ends per inch (EPI).

PINNING
It is done to avoid warp defects. Pinning is done separately. Each warp yarn is passed through one pin individually. If any of the warp yarn breaks during the weaving process, the pin will touch the sensor of the serrated bar, then the machine will stop working automatically.

KNOTTING
After the pinning process, when the yarns are passed through the pins to the other side, they remain open due to which they become loose and can come in the backward direction. In order to avoid this knotting of yarns take place.
TYING – IN
In the case of bulk production and the new quality having the same denting and drafting as the previous one to save the time for production, the operation of tying-in is done. If every end is tied to its corresponding end on the old beam, the drawing-in process can be omitted. The tying operation is done with the portable tying machine.
For every warping machine, there is a separate calculation device for doing settings in the machine.
- Total number of ends = reed count x reed width x ends per inch
- Feed ratio = according to gears (set according to the length of roll required)
- After feeding these values, the computer will give the cone height.
- After feeding the yarn length, the computer will give a number of rounds that we need for that length.
- To find the total number of sections that will be on the beam
- The number of sections = total number of ends/ creel.
- Section width = reed width/ number of section.
- To check the section width, there is a V reed.
- After warping is over, beams are taken for drafting. According to the plan, ends are passed through different heald shafts and then the denting is done accordingly.
WEAVING
After denting, the beams with warp ends are taken for weaving whereby movement of heald shafts; the fabric is formed by the interlacement of yarns according to the lifting plan cut on the dobby cards.
WORKING PRINCIPLE
The main working principle of these machines is that their every process of shedding, picking, beat-up is set according to the degree of rotation to the main shaft. If not done then there are much more chances of damages to loom and fabric.
PROCEDURE
- In the loom, the weaver’s beam is placed at the back. Yarn ends from this beam are passed simultaneously through drop wires through the heald eye of the heald frame, dents of the reed to the fall of the cloth.
- The number of heald frames depends upon the weave and the passage of each warp thread through the heald eye depends upon the drafting plan.
- These heald frames move up and down to form a shed through which a weft yarn is passed across.
- Weft insertion is done through different mechanisms like a rapier, projectile, shuttle, etc. the required length of the yarn is wounded onto a weft accumulator.
- The inserted weft yarn is cut from the entry side and pushed to the fell of the cloth by the reed. Then the tucking device in the next shade tucks in both sides.
- All the weft yarns are inserted through the same side of the m/c.
- The temples at the fell hold the woven cloth to prevent any weft-wise contraction.
- The woven cloth is held tight by the tensioner rollers and is wound onto the cloth roll.
POST WEAVING: GREASY PERCH INSPECTION
- After weaving each cloth goes for greasy perch inspection. In this department, various defects are inspected occurring due to faults in machines or improper work practices.
- The defect report is continuously delivered to the weaving department technologist so that immediate action could be taken so as to correct the defects occurring in the grey cloth.
- Greasy stain removal is done during the inspection, by spraying a solvent (e.g. carbon tetrachloride on stain spots).
- After greasy perch inspection, the fabric is forwarded to mending, where they are seen for these defects.
MENDING
Mending is a necessary process where woolens and worsteds fabrics are carefully sought upon generally from naked eyes on an inspection table so that this process can eliminate defects such as holes, tears, broken yarns, and missed warp or weft yarns.
In OCM, the mending capacity of the respective department is up to 12000 meters per day, but if defects are large in number, then the output reduces even up to 5000 meters however these instances are extremely rare as OCM has strict guidelines to keep the quality in check.
Further, the fabric from greasy perch is checked on the mending table and the defects like missing pick, missing end, bunches, and knots are corrected. Float, damage, temple cut, and wrong draft cannot be mended. The usual tools used for mending are-
- Forceps- It is used to pick out and hold threads for mending.
- Erasers- It is used to straighten out pulled or tight threads in the fabric.
- Needles- It is used to repair defects such as missing ends, missing pick where the filling is done according to the design of the fabric.

When the fabric is brought to the mending department it has to be mended and checked for defect and then it has to be sent to the finishing department. Fabric is brought to the department for the weaving department after every shift.
In the mending tables, there are two tube lights overhead the worker and two tube lights underneath the mending table. After mending, perching is done to see whether all the defects in the fabric have been properly checked and mended by the mending department. The perches have two tube lights underneath the glass panel and two tube lights overhead the worker.
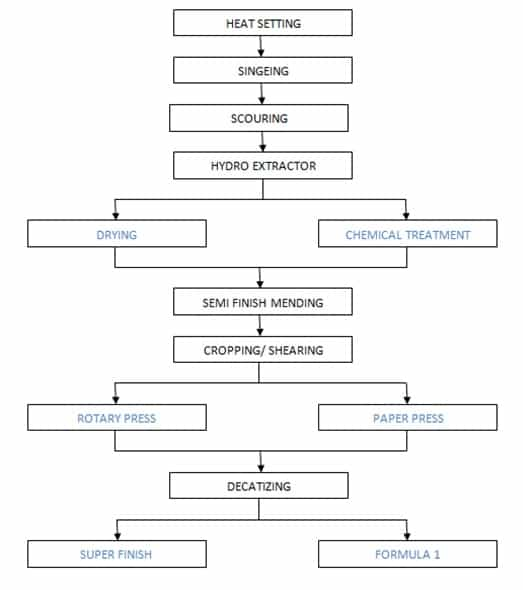
FINISHING
After mending the fabric comes to the finishing department where fabric is treated. Textile finishing is the term for chemical and mechanical processes used on fabric to achieve desired effects and it can have aesthetic or functional benefits. Finishing processes might modify a fabric’s final appearance, make it softer, or improve elements of its performance.
In OCM, the finishing department was divided into two sections
- Wet finishing
- Dry finishing
Machines used in Finishing
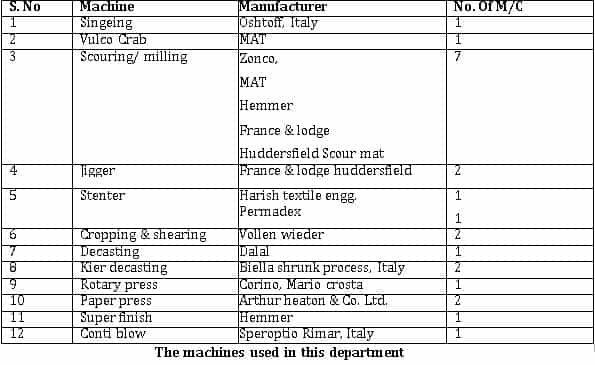
SINGEING
Singeing is a process applied to both yarns and fabrics to produce an even surface by burning off projecting fibers, yarn ends, and fuzz. This is accomplished by passing the fiber or yarn over a gas flame at a speed sufficient to burn away the protruding material without scorching or burning the yarn or fabric.
The singeing machine consists of three sections:
- Brush section – For cleaning of the dust
- Burner – It is attached with LPG for the removal of extra fluff
- Water rollers – It is used to cool down the warm fabric
SPECIFICATIONS
- The singeing machine: Osthoff-senge VPGG
- Model: U9793 and total machines are 1
- Speed of the machine:90-120 RPM
- The intensity of the flame is 12 millibar (all wool)
- The intensity of flame for terry wool is 8 millibar
- The intensity of flame height: 6mm & temperature of flame camber -110℃.
WET SECTION
Here the fabric is washed using detergent. This is done to remove the dirt and oil stains from the fabric
Two types of washing-
ROPE WASHING
This is a process in which fabric is washed in rope form. Only crease-resistant fabric is washed by this process because the fabric is twisted while washing.
- All wool and terry wool fabric is
- Time took – 20 mins to 30mins
- Total no. of machines –12
- Speed of the machine – 50 to 60RPM
- For coarser fabric, soda ash is
- Maximum temperature -55℃
- Softener is used for harsh fabric

OPEN WIDTH WASHING
This is a process in which fabric is washed in open-width form. Hence, the anti-crease-resistant fabric can be washed.
- Fabric blends like poly viscose, poly-wool silk is
- Total no. of machines –1
- Ithas6tubs(1-soaping,4-water washing,1-acetic acid bath to neutralize the fabric)
- Temperature -45℃
- Speed of machine – 12-15RPM
- Highest speed – 20RPM

SCOURING
- Scouring is a process in which we remove the natural impurities, dirt, greasy spots (from loom), etc.
- These impurities interfere with the subsequent finishing process, therefore scouring is a must.
- Therefore a special scouring process is carried out in which the material is first padded with special scouring chemicals on jigger and the batch is left overnight.
- After this process, normal scouring is carried out on the dolly rotary machine.
- The composition of scouring liquor is governed by the nature of oil which has to be removed. Scouring chemicals are generally acetic acid and soda ash.
HEMMER MACHINE
- This machine is used for both scouring and milling the fabric.
- Both length milling and width milling can be done in this machine.
- It consists of two pairs of top rollers and bottom rollers.
- Fabric is passed between these rollers in rope form.
- Plates are provided which can be controlled pneumatically.
- The water inlet and drain valve are also open closed pneumatically. Machine capacity is 200 kg.
MAT MACHINE
- It is also used for both scouring and milling (length and width milling).
- It is also a rope scouring machine and consists of two pairs of rollers and four metallic plates(backside) this machine contains four drain valves and four inlet valves.
- A pump is provided in the machine, which brings the chemicals from the stock tank to the main vessel.


DOLLY MACHINE
This machine is used for scouring and width setting of the fabric.
- The dolly machine is constructed with two heavy squeeze rollers and guide rollers. The bottom-heavy roller is driven by chain pulley drive given from outside.
- The top roller rests on this roller with fabric between them in rope and is frictionally driven.
- A metallic plate is situated under the heavy rollers to catch the expressed liquor. The pieces of cloth are made into endless chains in such a way that they pass through the squeeze rollers, over guide rollers, and under them though.
- The top roller is soft rubber coated and the bottom roller is made of hard ebonite.
- In the metallic plate, a steam pipe is provided which is perforated to heat the water. Four jets of water at the backside of the machine spray water with force onto the fabric.
- Max nos of four ropes can be treated together and the maximum capacity of dolly machine is 150kg.
HYDRO-EXTRACTOR
- After washing, the hydro extractor is used to remove extra water from the fabric.
- Production – 9800mt/shift depends on the weight of the fabric.
- 30 minutes is required for 300-350m of fabric.
- This process follows the principle of centripetal force.

MILLING
PURPOSE
It is done to shrink the material to the maximum possible extent so that it does not shrink during its end-use. This process is based on the principle that the wool gets shrunk when it is rubbed in wet conditions and at a certain temperature.
PROCEDURE
- The lot is loaded into the machine and its ends are stitched together to form an endless rope.
- The machine consists of a fan, which blows air onto the fabric so that it opens before entering the compressing zone with closely placed steel bars followed by squeeze rollers.
- The fabric then slides over the tray in the plaited form before being drawn away by the winch rear and thrown into the milling liquor. During the milling cycle, the milling liquor is also continuously sprayed over the material before entering the compressing zone.
- The liquor is withdrawn from the additional tank, which is continuously replenished by withdrawing the milling liquor from the bottom of the machine.
DRYING AND HEAT SETTING
- The drying and heat setting both are done by a stenter.
- The essential part of the machine, the endless chain called pin plates runs forward each side of the stenter frame.
- The fabric lies stretched in open width across the center frame and between the two chains of the pin plates.
- It then rises upward in front of the operator and is contacted by the first scroll roller, then by a smooth idling roller followed by the main feed roller, rubber-coated to ensure good control.
- As the chains move forward carrying the fabric, it is arranged that they gradually diverge to the required width and the fabric is thus stretched out to the width.
- Once the fabric has been brought to the required width, the two chains of the pin plates run parallel and take the fabric through a long, lightly constructed, heat-insulated chamber where the drying takes place
- It reaches a point when it leaves the pin plates and is folded into laps in the trolley.
- Near the end of the machine, the fabric is lifted off the pins by the driven take-off roller and passes around a pair of draw rollers, which deliver to an overhead plaiting mechanism.
- A large wire mesh screen is fitted in the side to remove fly or lint entering the system.
- Heat setting is done to avoid the formation of creases and shrinkage
DRYING MACHINE
- A drying machine is used for drying the fabric.
- Machine used – Harish Hot Air Stenter (supra 5)
- Speed is about 15-20 RPM.
- For terry wool, the speed is 20 RPM

SHEARING MACHINE
OBJECTIVE
- To clear out the random length fibers and produce a uniform and level pile.
- To reduce the height of the wild fibers and prevent pilling.
- To produce a certain handle.
- To improve the colors and appearance of the fiber.
PROCEDURE
- In a shearing machine, there is a spirally wound shearing blade, which revolves in contact with a ledger blade.
- The fabric passes over a cloth rest in front of the ledger blade and the raised fibers flop against the ledger blade and are cut by the rotary blade.
- Suction units are incorporated for cleaning the working units .an automatic seam unit allows the steam to pass through.
- There are six searing units divided into three sets, each seat working on both faces of the fabric simultaneously.
- In this machine, the speed of the fabric passage through the machine is 20-25 meters/min and the speed of the spiral blades is 1200 rpm.

DECADAZING PAPER PRESS MACHINE
- It is done to give silk shine effect or in other words, it is a sort of shine treatment to the occasional wear fabric.
- The paper press machine consists of electronic cardboard which has a heating element in
- Fabric is sandwiched between these electronic cardboards and heated for an hour then 2 tons of pressure is created using hydraulic power and is applied for 8hours.
- Production – 1100 m in 14hours
- Used for costly wool.
ROTARY MACHINE

- The material after cropping which is not decreased is taken for rotary pressing.
- It is a continuous process i.e. fabric is fed from one side and is pressed in the machine with the help of an iron roller and pressed fabric received from another side of the machine.
- The machine consists of a roller and a metallic plate having the same curvature as that of the roller.
- The material entered is taken over the vertical moving roller, which is hydraulically controlled to properly align fabric at the center of the machine.
- The material is passed over two brushes to remove dust and loose fibers. The material is then taken to the main pressing zones.
- Under this roller is a heated steel plate that can be moved up or down to press the fabric against the roller. The rotary process gives the fabric a crisp handle and increases in luster.

KIER DECADISER PROCESS
- This machine is used to give smoothness, luster, and soft surface to the fabric.
- Also, it provides bulkiness to the fabric and also controls fabric shrinkage both lengthwise and widthwise.
- It is also called final finish as after this, the finished fabric will not shrink after washing, generally in the case of wool fabric, as during spinning and weaving, the fibers get stressed( due to sulfide bonds in wool structure).
- In kier decreasing, the sulfide bonds get relaxed and get rearranged.
- Wool is set at the temperature of 200℃ and pressure2.5kg/sq.cm.

SUPER FINISH
- This machine consists of a large diameter rotating cylinder.
- It is heated internally by steam. An endless thick belt (silicon rubber blanket) is arranged which presses lightly against the greater part of the cylinder to ensure that there is no friction or slip between the two.
- The suitably damped fabric is fed between the blanket and cylinder and is so laid around the cylinder until it arrives at a point where the blanket leaves the cylinder and under the influence of this pressure and the moisture from the steam, the fabric has its surface completely smooth to acquire soft handle.
- The temperature of the roller is kept at 140 degrees. This machine gives a smooth handle and lustrous look to the fabric.


FORMULA No. 1 PRESS MACHINE
- With silicone belt.
- Double time press machine.
- The temperature and pressure for this process are at 135℃ and 90kg/sq.cm.
- Total machines – 2

PERCHING MACHINE
After finishing, the fabric is inspected in the perching machines where slubs, knots, holes, and other such defects are inspected.

INSPECTION
Fabric Inspection is done for fault/defect rate, fabric construction, end-to-end or edge-to-edge shading, color,handorfeel, length/width,printdefectandappearance.Itensurestominimize the rejection of cut panels or rejected garments due to fabric faults.
- Production is 2000m per shift
- Total inspection machines are12.
- The total number of workers for two shifts is 110.
- The 4-Point inspection system is carried out in

PROCESS FLOW OF INSPECTION SYSTEM
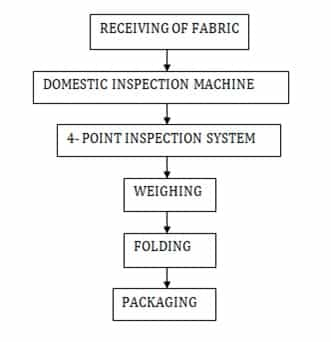
The inspection process is done in 2 stages.
- In the first stage, the fabric is thoroughly inspected for defects such as holes, slubs, knots, etc., and flags are put accordingly.
- Yellow flag – this flag is put for detecting holes and the fabric is cut from that point.
- White flag–this flag is put for detecting small defects which are so small that they cannot be cured and discounts can be provided on such fabrics.

2. In the second stage fags are removed and points are given according to the 4-point system

WEIGHING
Afterthe4-point inspection system, the fabric is being cut in a certain amount according to the buyer’s requirement and is being weighed on the weighing machine. If all the fabric cut is of the same weight then it is then sent for folding and packaging, but if there is a difference in weight then the fabric lot is resent to the inspection system for rechecking process.

FOLDING
After the fabric is weighed, it is then sent for folding. Two types of fabric folding are done in the industry- one is cardboard folding and the other is folded in roll form. The fabric which is used for domestic purposes is folded by a cardboard folding machine and the fabric which is to be sent for export are folded in roll form.

PACKAGING
After folding, the fabric specification tag and barcode are attached to each and every lot, then it is packed and sent to the fabric warehouse.

QUALITY ASSURANCE
TEXTILE TESTING
Textile testing is checking the quality and suitability of raw material and the selection of material. It is an important part of textile production, distribution, and consumption. Though it is an expensive business but essential too. There are some reasons for textile testing; such as, checking raw materials, monitoring production, assessing the Final Product, investigation of faulty material, product development, and research.
TESTING: Testing means checking, examine and verification of some items. On the other way, we can define testing as; it is the process or procedure to determine the quality of a product.
OBJECT OF TESTING
- Research
- Selection of raw material
- Process control
- Process development
- Product testing
- Specification test
- Testing is governed by 5M, which are: Man, Machine, Material, Method, and Measurement.
QUALITY CONTROL
Quality control is the synthetic and regular control of the variable which affects the quality of a product. It is the checking, verification, and regulation of the degree of excellence of an attribute or property of something.
It is the operational techniques and activities that sustain the quality of a product or service in order to satisfy given requirements. It consists of quality planning, data collection, data analysis, and implementation and is applicable to all phases of the product life cycle; design, manufacturing, delivery and installation, operation, and maintenance.
- Objects of Quality Control: To produce a required quality products.
- To fulfill the customer’s demand.
- To reduce the production cost.
- To reduce wastage.
- To earn maximum profit at minimum cost.
IMPORTANCE OF TEXTILE TESTING
The primary objective of textile testing is to assess the product’s properties and predict its performance during use. The information obtained may be used for the following:
- Research and development
- Selection of raw materials/inputs
- Process development
- Process control
- Quality control
- Product testing
- Product failure analysis
- Comparative testing and benchmarking
- Conformity with government regulations and specifications
TYPES OF TESTING
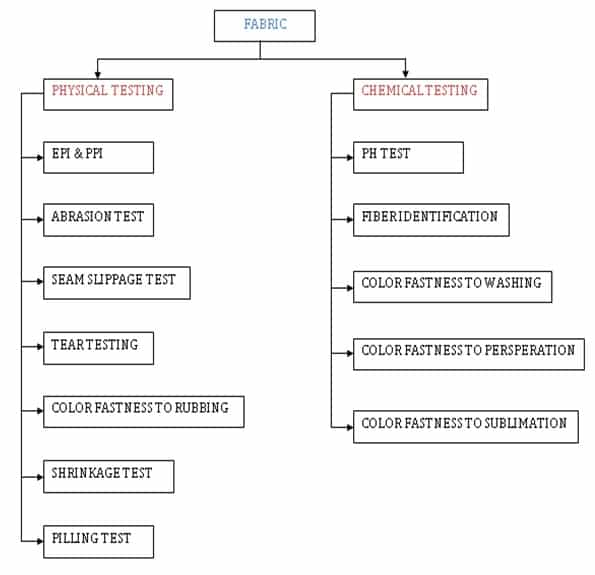
PHYSICAL TESTING
FABRIC CONSTRUCTION TEST
DEFINITION:
EPI: EPI means “Ends per Inch”. A number of yarn in the warp direction is measured by EPI. Normally, ends per Inch are the number of warp threads. It represents a vertical thread of the fabric. It is called warp yarn.
PPI: PPI means “Picks per Inch”. The number of Weft yarn in the fabric is measured by PPI. Picks per inch are the number of weft threads of the fabric. It represents the horizontal threads. It is called weft yarn.
PURPOSE:
To calculate the EPI and PPI of the given sample.
PROCEDURE:
- Collect the fabric swatch.
- Put the fabric swatch on the plain table.
- And also marks the wrap & weft direction of the fabric.
- Mark 1X1 inch on the fabric sample and place pick glass over it
- Count vertical or wrap yarn one by one and find out the number of warp yarns.
- Count horizontal or weft yarn one by one and find out the number of weft yarns.
TESTOMETRIC TENSILE TESTING MACHINE
TENSILE STRENGTH:
- Tensile testing is the most commonly applied test method for analyzing the mechanical properties of fabric materials.
- Tensile strength is the ability of a material to withstand a longitudinal pulling (tensile) force and refers to the breaking strength of a material when applying a force capable of breaking many strands of the material simultaneously, at a constant rate extension/load.
PURPOSE:
- Tensile testing of textiles provides the strength and elongation properties for both natural and manmade materials, such as cotton, carbon, polyester, nylon, glass, and graphite.
- This test method is used as an indication of the tendency of yarns to slip at a seam. Such slippage results in garment failure at a seam, which is not readily repairable by re-seaming.
APPLICATION
Textile Tensile Testing Machine can test tension, bursting, tear, elongation, elastic, thread slip, peeling, and other mechanical properties of textile, this tensile equipment talks directly with a PC running a data analysis software package in English, via a high-speed RS232.
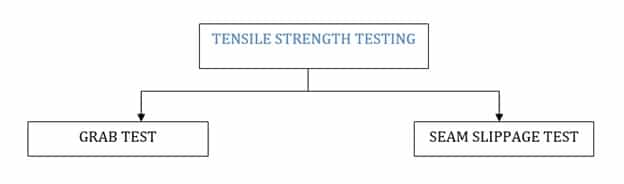
GRAB TEST
- A grab test is a tensile test in which the center part of the specimen width is gripped in the tensile grip jaws.
- Due to the way the sample is gripped, edge effects, which may cause inaccurate data for fabrics, are eliminated.
TESTING METHOD – ASTM D5034
The ASTM D5034 (Grab Test) is a test method of the American Society of Testing and Materials (ASTM).
PREPARATORY PROCESS
To measure a fabric’s ability to resist grab test, fabric is cut to the following specifications:
- Length: 14
- Breadth: 10
PROCEDURE
- To evaluate, the fabric being tested is put into a machine that grips the fabric with two clamps.
- One clamp is stationary and the other moves away applying tension until the fabric breaks or ruptures.
- This test is performed in both the warp and weft directions.
- The number of pounds required causing a fabric to break or rupture determines the rating.
SEAM SLIPPAGE TEST
- This test method is used to determine the resistance to slippage of filling yarns over warp yarns, or warp yarns over filling yarns, using a standard seam.
TESTING METHOD- ASTM D434
The ASTM D434 is a test method of the American Society of Testing and Materials (ASTM).
PREPARATORY PROCESS
To measure a fabric’s ability to resist seam slippage, a seam is constructed to the following specifications:
- Length: 35cm
- Breadth: 10cm
- Seam Type: 301 Lockstitch
- Stitches per Inch: 13 to 14
PROCEDURE
- To evaluate, the fabric being tested is put into a machine that grips the fabric with two clamps.
- One clamp is moved away from the other applying tension at the sewn seam. This test is performed in both the warp and filling directions.
- The tension is increased until the seam separates to a specific distance.
- The number of pounds required to cause separation due to yarn slippage determines the rating.
- A seam slippage of a maximum of 6mm is acceptable for woven fabrics.
ELMENDROF TEAR TESTING
TEAR STRENGTH
Tearing strength is the resistance of a fabric to withstand a tearing force required to propagate a tear after its initiation.
SCOPE
This test method covers the determination of the force required to propagate a single-rip tear starting from a cut in fabric and using a falling-pendulum (Elmendorf-Type) apparatus.
PURPOSE
This test for the determination of tear strength is used extensively throughout the trade and applies to most fabric types. This test is suited for the machine direction of warp knit fabrics and not suited for either direction of other types of knit fabric.
SAMPLE PREPARATION
- Cotton fabric was taken.
- Warp and weft direction of the fabric was identified.
- Two strips were cut from the fabric of the dimensions of the tear tester template.
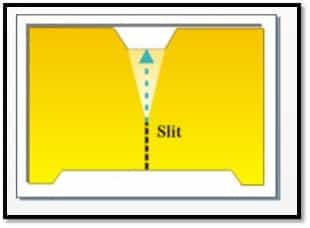
PROCEDURE
- The pendulum is positioned to the starting position.
- The sides of the specimen are placed centrally in the clamps with the bottom edge carefully set against the stops and the upper edge parallel to the top of the clamps.
- The specimen should lie free with its upper area directed toward the pendulum to ensure a shearing action.
- Using the built-in knife blade a 20mm slit is centrally cut in a test specimen held between two clamps and a force is applied which propagates the slit as a tear through the specimen.
- The resistance to tearing is factored into the equipment scale using the pendulum capacity.
- For weft direction, we get the value of warp and for warp direction, we get the value of weft.
- The resistance is recorded as the tearing strength of the specimen.
EQUIPMENT USED
Falling pendulum tester
- Weight of the blade – 6400 gms
- Size of the cut – 2mm

PILLING TEST
Pilling is a fabric surface characterized by little pills of entangled fiber clinging to the cloth surface and giving the garment an unsightly appearance. The pills are formed during wear and washing by the entanglement of loose fibers which protrude from the fabric surface.
TESTING METHOD – ISO12945-1
PURPOSE
This method is used to assess fabric surface pilling and fuzzing by tumbling randomly.
PROCEDURE
- A specimen (12 cm x 12 cm) is cut from fabric (2 for warp 2 for weft).
- Both ends of the fabric sample were fixed on the polyurethane rubber tube.
- All the four samples are then tumbled together in a cork-lined box 9” x 9” x 9” and allowed for the required 360 revolutions per cycle.
- The specimens are taken out and removed from the rubber tube and rated.
- These samples are put into pilling boxes as per the conditions. The conditions or standards involves:
- All wool samples which contain 50% more wool are kept in rotation under the pilling box for 5 hrs.
- Terry wool samples which contain more % of polyester are kept in rotation under pilling box for 10hrs

ABRASION TEST
Abrasion is one aspect of wear and is the rubbing away of the component fibers and yarns of the fabric.
PURPOSE
- Martindale Abrasion & Pilling Tester is to determine the abrasion and pilling resistance of all kinds of textile structures.
- Samples are rubbed against known abrasives at low pressures and in continuously changing directions. The amount of abrasion or pilling is compared against standard parameters.
PROCEDURE
- The sample to be tested is conditioned first.
- Then the test specimen is prepared.
- The abrading cloth is mounted on the machine which is called woven felt having GSM around 600, diameter 140mm.
- Then the sample whose abrasion is to be measured is placed in the sample holder then it is put on the abrading cloth in between plates.
- Before going to start the actual process first the Lissajous of the figure is found which confirms the proper working of the machine.
- Then the 200kg weight of sample holder and 595kg weight of a whole specimen.
- Total 9kpa force is applied and the machine is started after 20000 rotations the testing of the sample is done for thread break, min 2 thread breaks are observed.
- Then it is considered an endpoint. 20min are required for 1000 revolutions.
- Then in terms of the number of rubs the abrasion reading is given.
INSTRUMENT USED
Martindale abrasion cum pilling tester

GSM (GRAM PER SQUARE METER)
GSM is a metric measurement meaning grams per square meter- it is how much 1 square meter of fabric weighs and the higher the GSM number the denser the fabric will be.
PURPOSE: To measure and calculate the GSM accurately.
TEST METHOD – ASTMD3776
PROCEDURE
- The sample is conditioned first with the standard atmospheric conditions.
- The sample is cut accurately of size 30cm by using a template then the weight of the sample is taken and by using the following formula the GSM is calculated.
- GSM=WEIGHT/AREA
INSTRUMENT USED: Paramount template30cm/30cmandWeight Balance
CHEMICAL TESTING
SHRINKAGE TEST
Shrinkage is “width wise or lengthwise contraction of textiles material usually after wetting or drying or to an exposure to evaluated temperature.”
PURPOSE
This test method is intended for the determination of dimensional (length and width) changes of fabrics when subjected to home laundering procedures.
TESTING METHOD – AATCC135
PROCEDURE
- The fabric to be tested is conditioned first.
- Then the shrinkage marking on the sample is done by using a template.
- Then the sample is taken for a normal wash if it is all wool sample. The container is used which is filled with water and a few drops of TFO are added for better shrinkage analysis.
- The samples are dipped into water at 27Degree Celsius kept for 2 hrs.
- Then rinsing & drying is done.
- For another sample except for all wool samples, the process is the samples are kept in a washer at 41degree Celsius and then it is taken out.
- Shrinkage can be measured by using the following formula,
% shrinkage=Initial length –final
Length /Initial length *100
MACHINE USED
Whirlpool washing machine, container, Template 25cm&whirlpool Tumble Dryer


COLORFASTNESS TO WASHING
- Colorfastness is the resistance of a fabric to change in its color characteristics or to transfer its colorant(s) to adjacent materials.
PURPOSE
- This part of ISO 105 specifies methods intended for determining the resistance of the color of textiles of all kinds and in all forms to domestic or commercial laundering procedures used for normal household articles using a reference detergent.
METHOD USED – ISO105C06
PROCEDURE
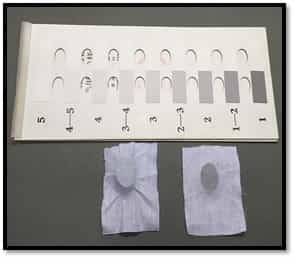
- First, the test specimen is prepared of a standard method of sample size 10/4cm.
- The sample to be tested is sandwiched between the fabric samples as per standards.
- For Top Specimen Adjacent fabric Terry wool = polyester, cotton, wool All wool = cotton, wool.
- For yarn and fabric Terry viscose = polyester, cotton
- For testing first, the sample stitching is done with the help of a stitching machine.
- The specimen is properly stitched. The launderometer temp set at 60 degrees Celsius.
Process of washing
- For Top Samples are washed using ISO 3 Solution of washing involves Standard soap without OBA 5gpl + sodium carbonate 2gpl.
- The above solution is taken in test beaker and then the sample is inserted into the solution and then the pots or beakers are put into launderometer and the switch is turned ON and the process is continued for 30min.
For yarn and Fabric
- This ISO 2 method is followed which contains a Solution of washing AATCC standard reference detergent without OBA
- These samples are kept in launderometer at 50 degrees Celsius for 45min.
- Then the samples are washed and kept in the oven for drying.
- Then after drying the washing fastness is measured by using greyscale for change in color and staining.
INSTRUMENT USED: Launderometer

COLORFASTNESS TO CROCKING
PURPOSE
A crock test is used to determine the amount of color that may be transferred from a sample fabric to another fabric by rubbing.
TEST METHOD –AATCC8
PROCEDURE
- For this testing first, the sample strip is taken whose rubbing fastness is measured. Then the backside of the sample is taken into consideration for testing.
- The sample is mounted in the crock meter properly whose rubbing is tested.
- Then a small sample of polyester is taken for testing.
- Dry rubbing and wet rubbing are two parts of rubbing.
- First, the dry rubbing is carried out by covering the rubbing surface of an instrument having a diameter of 16mm with the help of a sample holder and then turning the switch ON or it is also called resetting the machine.
- Then in 10 seconds. 10 cycles are completed and the machine will automatically stop after the sample is removed.
- For wet rubbing, the polyester sample used is wetted with slight water and rinsed by pressing with paper and the same procedure is followed for wet rubbing by changing the surface of rubbing fabric or by changing the position of rubbing.
- Then after drying of sample the greyscale rating is given which includes rubbing fastness of the sample.
- Colorfastness to crocking/rubbing is categorized from 1-5. The higher the number the better is the fastness.
COLORFASTNESS TO SUBLIMATION
- Sublimation is the process of phase change from solid to gas, without going into the liquid phase.
- Fastness to sublimation is probably the most important requirement of dyed polyester, apart from fastness to light. The migration behavior and wet fastness of dispersed dyes on polyester are closely involved with their response to heat treatments.
PROCEDURE
- The test is only carried out for top &yarns.
- The sample is taken and sandwiched between polyester samples like adjacent fabric and then the test specimen is kept on the plates of sublimation fastness tester at 180 degrees Celsius for 30 seconds then the samples are taken out and by using greyscale the ratings are given to it.
- For all wool samples, this test is not applicable because wool damage at this higher temp
INSTRUMENT USED:
Precision press or sublimation fastness test.

Sample Tests
|
Sr. No. |
Test Name |
Test Method |
Result |
|
1. |
Tear testing |
ASTMD1424 |
Warp = 5312
Weft = 3584 |
|
2. |
GSM |
ASTMD3776 |
253.3 gm |
|
3. |
EPI, PPI |
ASTMD3775 |
EPI = 39
PPI = 33 |
|
4. |
Shrinkage |
AATCC135 |
Wp – 1.2%, Wf – 0.8% |
|
5. |
Pilling |
ISO12945-1 |
Rating = 4
Slightly – fuzzy |
|
6.
|
Rubbing Fastness |
AATCC 8 |
Yarn (Terrywool)
Color change = 4-5 Dry rubbing = 4 Wet rubbing = 4 Staining = 3 (wool) = 3-4 (cotton) = 3-4 (Polyster) Fabric – (Terrywool) Color change = 4-5 Dry rubbing= 3-4 Wet rubbing= 2-3 Staining = 4 (cotton) = 2-3 (wool) = 2 (polyster) |
|
7. |
Seam slippage and tensile strength |
ASTMD 434 |
Warp Tensile
strength=56.5 Kgf Seam slippage= NSS Weft Tensile strength=46 Kgf Seam slippage= NSS |
|
8. |
Washing Fastness |
ISO 105 C06 |
Grey scale rating
Terrywool Change in colour= 3-4 Staining = 4 (polyster) = 4-5 (cotton) = 4-5 (wool) All wool Change in color = 4-5 Staining = 4-5 (cotton) = 4-5 (wool) |
|
9. |
Yarn twist |
2 ply = 70/3
1 ply = 43/3 |
FABRIC WAREHOUSE
Fabrics thus obtained from the inspection department in packaging forms are then sent to the fabric warehouse. In a fabric warehouse, fabrics are stored in an organized manner and all the specifications are stored in the computer system.
- In fabric warehouse, both outsourcing and in-house fabric is
- Fabric stock capacity is nearly 40 lakhs.
- A total number of workers – 30/2shift.
- Tracking and shipments of fabrics are handled.
- Pest control spray is done to prevent infestation.
- Premium storage boxes are sourced from NewDelhi.
- Transportation is mainly done through Safe ExpressCompany.
- Exports fabrics are stored in
- Domestic fabric is double folded


DYEING
INTRODUCTION
Dyeing is the process of adding color to textile products like fibers, yarns, and fabrics. Dyeing is normally done in a special solution containing dyes and particular chemical material. After dyeing, dye molecules have an uncut Chemical bond with fiber molecules. Temperature and time control are two key factors in dyeing. There are mainly two classes of dye, natural and man-made.
The dye house unit is a major operational unit in the company. The product is given its proper and required shade in the dyeing house. The raw wool received as raw material is of white or natural color and the dye house dyes the wool into the required shade according to the market demand and the customer’s order. The product is dyed in dye housekeeping in mind its composition and quality.
For natural fibers such as wool, linen, metal complex and reactive dyes are used at a temperature of about 98℃ whereas for synthetic or man-made fibers such as polyester, disperse dyes are used at 135℃ and for a combination of both wool and polyester fibers in order to make poly-wool fibers blend, both disperse and meta-complex dyes are used at 120℃.
TYPES OF DYEING- In OCM, the following types of dyeing processes are used and dyeing is more concentrated on top dyeing. Approximately 85% of dyeing is top dyeing, 10% is yarn dyeing, and 5% is fabric dyeing.

DYEING PROCESS FLOW CHART

DYEING LABORATORY
FUNCTIONS
The dyeing lab is the heart of any dye house since the process begins from the dye lab only.
- Standardization of incoming materials.
- Recipe selection for lab dips(Small samples of colors which are dyed prior to bulk production)
- Color matching.
- Procedures and different standard operations are initialized through the dyeing lab and in case of problems or failures troubleshooting, analysis is the key job that is controlled through the dye lab.
PROCEDURE
- After receiving an order, the sample sent by the company is sent to the dyeing laboratory.
- The sample is then tested to find out the composition of fabric and dyes used to prepare the sample.
- Testing is done using various machines such as IR machine (infra-red), glycerin bath machine to check the color fastness over washing, rubbing, sublimation, perspiration, and light.
INFRARED MACHINE
The infrared heating machine has no disturbing fumes, gases, and noise in the laboratory. In this, seamless stainless-steel beakers are used for dyeing samples. Beakers are rotated in 360℃ to ensure even dyeing. Temperature is controlled using wireless thermal sensors. The color which is used in dyes can be reused again after using in the infra-red machine.


Total three machines are used in the laboratory.
GLYCERINE BATH MACHINE
Glycerin Bath Beaker Dyeing Machine, which is suitable for developing Dyeing Recipe for Polyester, Wool, Viscose. The Machine is equipped with a Temperature Controller Microprocessor TPR-14 which controls up to 8 programs with battery backup, Electric Gear Motor, Electric Heater, Heating / Cooling Coil, Operator Call & Memory Retention in case of Power Failure.
| S.No. | Technical specification | |
|---|---|---|
| 1 | No. of beakers | 6, 8 and 10 |
| 2 | Capacity | 150 ml. and 250ml |
| 3 | Maximum Design Temperature | 140°C |
Table 1.3: Specification of glycerin bath dyeing machine

BATCHING
The batch section is a preparatory stage of dyeing. It is the receiving section of grey fabric and sending section of grey fabric to the dyeing section which will dye. Batching is the process to get ready the fabrics that should be dyed and processed for a particular lot of a particular order.
TOP AND YARN DYEING
TOP DYEING
The top is the combed wool sliver. In this method, the fiber is dyed on the stage just before the appearance of the finished yarn. It is wound on perforated spools and the dye solution is circulated through it. This method results in very even dyeing.
It is done by putting loosen-spun fibbers into large vats containing the dye bath. The Top delivered from the combs in a rope-like form of about 1.25” the Top is wound on perforated spools and the dye liquor is circulated through it. Very even dyeing is possible with these methods.
YARN DYEING
When dyeing is done after the fiber has been spun into yarn, it is called yarn dyeing. In this method, the dyestuff penetrates the fibers to the core of the yarn.
Yarn dyeing, as its name implies is the dyeing of yarns before they have been woven or knitted into fabrics. The main reason for the dyeing of yarn is for the ultimate production of multi-colored designs such as plaids, stripes, and checks. Some typical yarn-dyed fabrics are multi-colored gingham, madras, brocade, and multi-colored weft knits. Yarn dyeing is also used in special cases for solid-color fabrics. Yarns may be dyed in different forms such as Skeins, Packages, and Beams.
HTHP YARN DYEING
MACHINE PARTS
- The machine comprises of tank, beaker, and gearbox.
- A microprocessor-based programmer is provided which ensures temperature control.
- The HTHP yarn dyeing machines typically have 3 tanks. The main tank is made to take in the carrier while the other two are subsidiary tanks.
- One of them is used to prepare the dye liquor that is dosed gradually as required. The other tank is used to add the remaining auxiliary chemical ingredients required for pre-dyeing and after-dyeing.
- The machine has a pump that forces the liquor movement inside the main tank. This main pump ensures the in-to-out and out-to-in movements of the liquor that happens during the dyeing cycle.
- For the subsidiary tanks, there are the auxiliary pumps working.
- HTHP dyeing machine is used for both yarns as well as top dyeing.
PROCEDURE
- Among the various yarn dyeing methods, the most common one is the high-temperature high pressure (HTHP) dyeing method.
- In this process, yarns are wound from paper cones to perforated plastic cones through which liquor can pass through.
- The process of winding from paper to perforated cones is an added prerequisite.
- The perforated cones are mounted on stainless steel carriers that are built according to the capacity of the machines.
MACHINE CAPACITY
- The machine capacity varies from 1 kg to 1000 kg or even more, with denominations of 3 kg, 10 kg, 20 kg, 50 kg, 100 kg, 220 kg, 350 kg, 400 kg, and 500 kg.
- Talking about OCM, here machines are available from 6kg to 250kg.

HYDRO EXTRACTOR
Hydro-Extractors are also called Centrifuges. Centrifuges are used for water extraction (dewatering, pre-drying) of textile materials. Values of approx. 15% for residual moisture content can be achieved depending on the type of textile fiber.
Centrifuges with perforated drums or baskets which oscillate vertically in ball-and-socket joints suspended on three points are produced in various designs as pendulating, suspension, cage, and vertical centrifuges, also with so-called gliding support bearings as gliding support centrifuges or in horizontal respectively.
Most centrifuges have electric drives for speeds of approx. 750–1200 rpm and are generally provided with automatic control over various ranges. For safety reasons, an interlocking lid is essential on a centrifuge so that the motor cannot be started until the lid is locked, nor does the lid rise until the basket is stationary again after the machine has been stopped.

RF DRYER
The conventional mode of Drying Textiles after they have been dyed is a slow process. Textile industries can increase throughput and fill orders more prominently using Radio Frequency (RF) Dryers. RF system has the capability to accelerate the drying process and shorten production time.
RF drying offers high volume, high speed, and high-quality drying which is what is exactly needed in textile industries. As wet garments of acrylic, cotton, nylon, and polyester blends pass through the drying chamber, the radio waves vibrate the contained water molecules million times per second, vaporizing them. Ventilator fans are used to remove damp air from the drying chamber.
Because the RF waves concentrate in the wettest, densest portion of the garments, RF drying has a leveling effect that practically eliminates any problems of uneven shrinkage and over-drying. The RF drying times depend on the type of fabric; the percentage of moisture in the fabric going into the dryer, and the degree of dryness desired.
ADVANTAGES
- Faster Drying
- Faster production.
- Increased labor production
- Energy saving
- Less downtime
- Lower maintenance
- Space savings


FABRIC DYEING
The dyeing of cloth after it is being woven or knitted is known as fabric dyeing. It is the most common method of dyeing used. The most dyed fabric is piece-dyed since this method gives the manufacturer maximum inventory flexibility to meet color demands as fashion changes. The various methods used for this type of dyeing include jet dyeing. Jig dyeing, pad dyeing, and beam dyeing.
PROCESS FLOW OF FABRIC DYEING
- Fabric received- Fabric comes from the weaving section to the dyeing section.
- Sewing-Before dyeing the ends of fabric rolls are stitched together to make it one and obtain the required length of fabric.
- Loading- Now fabric is loaded in the machine for the dyeing process.
- Take water in the machine bath at the required level. (1800 liter)
- Then add Detergent, Sequestering agent, Anti-creasing agent, dispersing agent. –Circulate the fabric for 10 minutes at 50oC.
- Add acetic acid and circulate for 5 mints at 50oC.
- Add Glauber’s salt and circulate for 5 mints at 50oC.
- Check the PH of the dye bath. (4-5)
- Add Polyester dye solution by linear dosing and circulate the fabrics for 10 mints at 50oC.
- Add Cotton dye solution by linear dosing and circulate the fabrics for 10 mints at 50oC.
- Circulate the fabric and raise the temperature at 130oC.
- Continuing Circulate the fabric for 30 – 40 mints at a constant temperature at 130oC.
- Circulate the fabric and decrease the temperature to 70oC.
- Then Check the shade of the Polyester Part with the approved shade.
- Circulate the fabric and raise the temperature at 82oC.
- Continuing Circulate the fabric for 30 – 40 mints at a constant temperature at 82oC.
- Add Soda ash by Curve dosing and continue circulating the fabric for 30 – 40 mints at 82oC.
- Circulate the fabric and decrease the temperature to 70oC.
- Then Check the shade of cotton with the approved part.
- Rinse and Drain.
- Add acetic acid and circulate for 10 minutes at 60oC.
- Add Soaping Chemical and circulate for 10 mints at 95oC.
- Circulate the fabric for 10 mints at 70oC.
- Drain
JET DYEING
Jet dyeing is a process that can be used for batch dyeing operations such as dyeing, bleaching, washing, and rinsing. In this process, dyeing is accomplished in a closed tubular system, basically composed of an impeller pump and the shadow bath.
The fabric to be dyed is loosely collapsed, in a form of a rope and tied into a loop. Jet dyeing machines can be operated even at high temperatures and pressure. The dyeing process depends on dye concentration; the lower liquor ratio increases the dyeing rate and dye fixation. The frequent movement of fabric around the jet through the machine reduces the tendency of crease formation. The jet dyeing system is fitted with a cooling system with the potential for reuse of the warm water on the next dyeing cycle.
The solution is filled up in the dyed tank and it reaches the heat exchanger where the solution will be heated which is then passed on to the centrifugal pump and then to the filter chamber. The operation is repeated for 20 to 30 minutes at 135℃. Then the dye bath is cooled down after the material is taken out.
| S.No. | Technical specification | |
|---|---|---|
| 1 | No. of beakers | 6, 8 and 10 |
| 2 | Capacity | 150 ml. and 250ml |
| 3 | Maximum Design Temperature | 140°C |

SOFT FLOW DYEING MACHINE
- In the soft flow dyeing, machine water is used for keeping the fabric in
- The conceptional difference of this equipment from a conventional jet that operates with a hydraulic system is that the fabric rope is kept circulating during the whole processing cycle (right from loading to unloading).
- There is no stopping of liquor or fabric circulation for the usual drain and fill steps.
- The principle working behind the technique is
- There is a system for freshwater to enter the vessel via a heat exchanger to a special interchange zone.
- At the same time, the contaminated liquor is allowed to channel out through had to rain without any sort of contact with the fabric or for that matter the new bath in the machine. The capacity of the machine is


JIGDYEING
The Jig Dyeing process involved treating fabric in open width. Fabric is not immersed in a dye bath but rather is passed through a stationery dye bath. Upon completion of the first pass, the fabric reverses and is passed again through the dye bath. To produce darker colors, the fabric must pass through the dye bath more times than when a lighter shade is desired. Indirect steam is given to maintain the temperature of the bath.
Workers required to handle a machine
| S.No. | Technical specification | |
|---|---|---|
| 2 | Fabric used | cotton-viscose |
| 3 | Workers are involved in fabric dyeing | 5 – 6 |
| 4 | Time required by the machine in the dyeing process | 3 – 4 hrs |
| 5 | Revolutions according to shade | 4 – 6 |
| 6 | Temperature required. | 60 – 80 ℃ |
| 7 | The temperature required for Sulphur dye | 85 ℃ |

Specification of jig dyeing machine
DESIGN STUDIO
Designing plays a major role in the whole process of fabric making. This department first receives feedback from the market and after analyzing various factors, the designs are developed and then further processed. The designs are developed keeping in mind the two seasons, i.e. Spring/Summer & Autumn/Winter. They produce about 300 designs per season. New designs are developed according to the market trends along with improving some of the designs of the old designs.
Therearetwotypesofdesigning,oneiscustomerorientedinwhichCADsoftwareisusedand the other is forecasted. Mostly designing is done for three types of clients:-
- Domestic–Designersmaketheirownsamplesandclientsselectwhattheywantfromthosesamples and give the quantity they need. In domestic, design trends are forecasted using the WGSM website.
- Export–Samples are made according to the client’s requirement and then clients finalize what they want. In export, a one-year prior booking is done before shipment.
- Quota/Monopoly–Clients give their own design to the designers and they have to just replicate it to their desired quantity.
The design studio has two main components:
- Master card – A card that has all the information of a specific design like design number, weave pattern, peg plan, draft number NOW software is used for feeding in MasterCard.
- Blanket card – It consists of samples of different weave designs.
CASE STUDY COMPANY PROFILE
Oriental carpet manufacturers abbreviated as OCM, situated at Chheharta, Amritsar is a world-class mill with a growing international presence. OCM has become a synonym for quality suiting. It is the first worsted mill in India to get the prestigious ISO-9001 certifications. It was established in Amritsar in 1924 by a British company for manufacturing of hand-knotted carpets for the supply to its subsidiary company, the East India carpet ltd. OCM carpets have enjoyed the highest goodwill for their fine quality and vibrant designs both in the home and foreign market and that is from where it got its name OCM.
All departments of OCM, ranging from designing to finishing, work congenial for producing the right kind of fabric which has the right feel, fall, and drape and maintains its ironed look throughout the day. OCM has the facility to execute all stages of spinning, weaving, processing, dyeing, and finishing except changing raw wool into workable for spinning, so they buy tops of fibers.
Since its inception in 1924 as a manufacturer of hand-knotted carpets, OCM has come a long way to become one of the largest worsted suiting producers, the first one to implement a customized textile ERP solution. A completely vertically integrated plant, OCM has in-house production facilities to convert tops to finished fabrics through dyeing, spinning, weaving, and finishing using state-of-the-art machinery. All the materials and processes pass through stringent checks at every stage and help in delivering outstanding quality.
About the Case Study
Being a student of the Department of Fashion Technology, who specializes in the field of apparel manufacturing, it was truly a new and enriching experience to understand the various processes carried out in the textile industry. The knowledge of textiles has broadened my understanding of various subjects taught to us in our college.
Interacting with the high-level managers was an experience in itself. It gave me a better understanding of managerial skills and how to maintain professional as well as personal relations with subordinates and superiors. With the guidance of our HOD’s, we were able to create a congenial environment for working with them.
During my stay in the industry, I had the splendid opportunity to schedule our lives according to the hectic routine of the industry. The professional outlook and approach of the people around us helped us inculcate these qualities in ourselves too.
In the end, I would like to say that this project has greatly improved my managerial skills. It has exponentially improved my abilities to communicate with people, my documenting and presentation skills and it has also enhanced my imaginative and observational power. I learned how to explore new dimensions and formulate them according to my needs.






