
INTRODUCTION
Method study is a systematic method of analysing the method of doing a job including human movements involved in it. So, it is the process of analysing the methods involved in a workflow to increase productivity. It deals with doing the work in a better way, with less time and effort. That is why it is also termed work simplification.
A procedure for examining the various activities associated with the problem which ensures a systematic, objective and critical evaluation of the existing factors and in addition an imaginative approach while developing improvements
Method study proper is concerned with broad investigation and improvement of a shop/section, the layout of equipment and machines and the movement of men and materials.
The main purpose of the method study is to eliminate unnecessary operations and to achieve the best method of performing the operation.
Important objectives of method study are
- The improvement of processes and procedures.
- Factory and workplace layout improvement.
- Improvement in the design of plant and equipment.
- Reduction in unnecessary fatigue and movements.
- Use of improved materials, machines and manpower.
- Better Working conditions.
The Function of Method Study
Method study does not replace the ability to make the best use of available information, the inventive genius or the organizing ability necessary to develop new methods. What the analytical approach of method study does, by its carefully planned sequence of analysis, is to show where change is likely to be most effective by highlighting unnecessary activities and showing where improvements are possible.
In this way, thoughts are directed into channels likely to be profitable, and any inherent flair for improvements the members of the work-study team may possess stands the best chance of finding full expression. Thus, method study enables the ordinary man to improve methods and at the same time avoid the dangers of taking shortcuts.
Scope of Method Study
The scope of the method study is not restricted to only manufacturing industries. Method study techniques can be applied effectively in-service sector as well. It can be applied in offices, hospitals, banks and other service organizations. The areas to which method study can be applied successfully in manufacturing are:
- To improve work methods and procedures.
- To determine the best sequence of doing work.
- To smoothen material flow with a minimum of backtracking and to improve the layout.
- To improve the working conditions and hence to improve labour efficiency.
- To reduce monotony in the work.
- To improve plant utilization and material utilization.
- Elimination of waste and unproductive operations.
- To reduce the manufacturing costs through reducing the cycle time of operations.
The task of work simplification and compatible work system design concerns the following
- The layout of shop floor and working areas or work stations.
- Working conditions i.e. ergonomics etc.
- Handling distances (material movement)
- Tooling and equipment used.
- Quality standards to be achieved.
- Operators and operations in achieving the production targets.
- Materials to be used.
- Power required and available.
- Work cycle time.
Procedure Involved in Methods Study
The basic approach to method study consists of the following eight steps. The detailed procedure for conducting the method study is shown in Fig.

Method Study Symbols for Recording the Facts
The graphical method of recording was originated by Gilbert, in order to make the presentation of the facts clearly without any ambiguity and enable them to grasp them quickly and clearly. It is useful to use symbols instead of written descriptions.

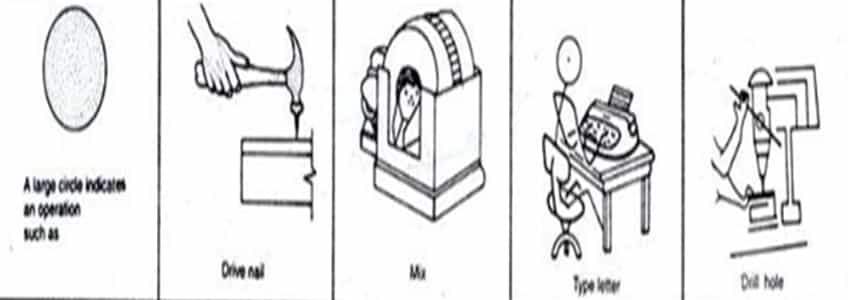
Operation
An operation takes place when there is a change in the physical or chemical characteristics of an object. An assembly or disassembly is also an operation. This symbol is used for the activities of grasp, position, use, release, etc. of a tool, component or material.
Transport
This refers to the movement of an object or operator or equipment from one place to another. When the movement takes place during an operation, it is not called transport.
Example: Moving the material by a trolley Operator going to the stores to get some tools.
![]()
Inspection
Inspection is checking an object for its quality, quantity or identifications. Example: Checking the diameter of a rod. Counting the number of products produced etc. The symbol for inspection is not much used because the hand movements when inspecting an article (holding it and examining it visually or gauging it) may be classified as “operations” on the two-handed chart. It may, however, sometimes be useful to employ the “inspection” symbol to draw attention to the examination of a piece.

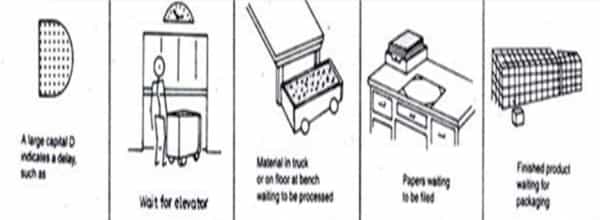
Delay
Delay occurs when an object or operator is waiting for the next activity. Example: An operator waiting to get a tool in the stores. Workpieces stocked near the machine before the next operation
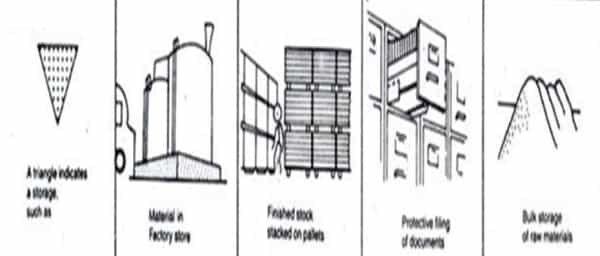
Permanent Storage
Storage takes place when an object is stored and protected against unauthorized removal.
Example: Raw material in the storeroom.
Step 1: SELECT
Select the work worth studying and define the objectives to be achieved. An objective may be to reduce the manufacturing cost, or to reduce bottlenecks or to reduce fatigue incurred by the workers in order to increase their efficiency.
There are three factors that should be kept in mind when selecting a job.
- Economic or cost-effective considerations
- Technical considerations
- Human considerations
- Cost is the usual basis for the selection of operations, sections or departments likely to benefit from method study. The following defects in an organization indicate where method study is likely to bring worthwhile savings:
-
- Poor use of materials, labour or machine capacity, resulting in high scrap and reprocessing costs.
- Bad layout or operation planning, resulting in unnecessary movement of materials.
- Existence of bottlenecks. Work begins to pile up.
- Inconsistencies in quality.
- Highly fatiguing work.
- Employees complain about their work without logical reasons. Labour discontent.
- The workload is unevenly distributed. Some workers are over-burdened and get excessive overtime and some are under-loaded with a lot of spare time.
- Areas of the high accident rate.
- Bad quality of work.
The question is whether a change is likely to achieve the following results sufficiently to make the cost of the study worthwhile:
- Increase production and reduce costs.
- Maintain it with less labour, materials or equipment.
- Improve quality without additional labour or equipment.
- Improve safety conditions.
- Improve standards of cleanliness and house-keeping
- Reduce scrap.
Economic Aspects
The method study involves cost and time. If sufficient returns are not attained, the whole exercise will go to waste. Thus, the money spent should be justified by the savings from it. The following guidelines can be used for selecting a job:
- Bottleneck operations are holding up other production operations.
- Operations involving excessive labour.
- Operations producing a lot of scrap or defectives.
- Operations having poor utilization of resources.
- Backtracking of materials and excessive movement of materials.
Technical Aspects
The method study man should be careful enough to select a job in which he has the technical knowledge and expertise. A person selecting a job in his area of expertise is going to do full justice.
Other factors which favour selection in technical aspect are:
- Job having inconsistent quality.
- Operations generating a lot of scraps.
- Frequent complaints from workers regarding the job.
Human Considerations
Method study means a change as it is going to affect the way in which the job is done presently and is not fully accepted by the workman and the union. Human considerations play a vital role in method study. These are some of the situations where the human aspect should be given due importance:
- Workers complaining about unnecessary and tiring work.
- More frequency of accidents.
- Inconsistent earning.
Step 2: RECORD
Record all the relevant information pertaining to the existing method (if any) in detail and in the form of a chart to obtain a clearer picture about the same.
Recording can be done with the help of the following aids:
- Process Charts
- Diagrams
- Motion and Film Analysis (Micromotion and Memo motion Studies)
PROCESS CHARTS
Process charts are one of the finest recording techniques that are used in work-study. The various types of process charts are as follows:
- Operation Process Chart (Outline Process Chart)
- Flow Process Chart
- Travel Charts
- Two-Handed Process Chart
- Multiple Activity Chart
OPERATIONAL PROCESS CHARTS (OUTLINE PROCESS CHARTS):
- An operation process chart/outline process chart is a process chart that gives an overall view of a process by recording only the main operations and sequences in proper order.
- As such, such a chart requires only the symbols for “Operations” and “inspection”.
- Actually, an outline process chart is the beginning of a detailed analysis.
- In this chart, a brief note of the nature of each inspection and operation is written beside the symbol.
- The allowed time if known is added as well.
ADVANTAGES
- Improved plant layout.
- For specifying the basic manufacturing system.
- For determining the sequence of assembly.
- To introduce a manufacturing system to new technical personnel.

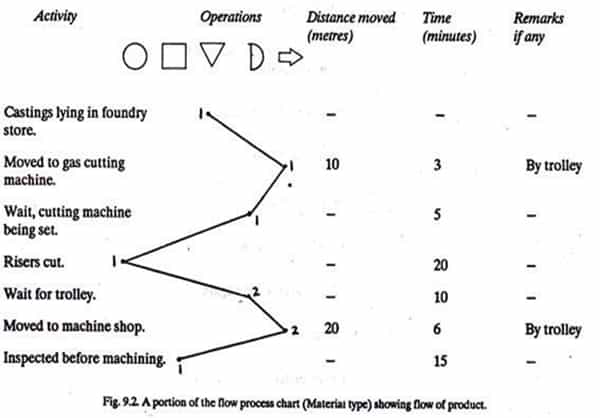
FLOW PROCESS CHARTS
- A flow process chart is a graphical representation of the sequence of steps or tasks (workflow) constituting a process, right from raw materials to the final finished product.
- It serves as an important tool for examining the process in detail and identifying areas of possible improvement.
- It is also called a process map.
- It is basically an extension of the operation process chart in which operations, inspection, storage, delay and transportation are represented.
Flow process chart can be of three types
- Man type flow process chart – This type of flow process chart records the activities by man.
- Material type flow process chart – This type of flow process chart deals with the events of materials and records what happens to the material.
- Equipment type flow process chart – This type of flow process chart records the events of equipment used in all stages of product development.
EXAMPLES
Material type flow process chart

Equipment type flow process chart

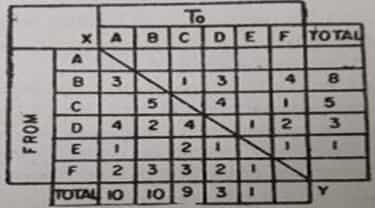
TRAVEL CHARTS
- A chart that represents the quantitative data regarding the movement of workers, materials or equipment between different stations in a tabular form during a given period of time is called a travel chart.
- It can be used instead of string diagrams, as it’s much easier to construct and takes less time as compared.
- It becomes very easy to record complex movements with the help of travel charts.
- Travel charts usually consist of a square, which further consists of a number of smaller squares. Each small sequence in the square represents a workstation. A diagonal line is drawn from top left to bottom right.
ADVANTAGES
- It is helpful in planning mutes and materials handling systems so as to reduce manufacturing cycles.
- It is useful in speeding up the flow of materials so as to reduce work-in-process and inventory control problems.
- A travel chart assists in planning the location of production departments so as to make the best use of available floor space.
- It is a device for reducing material handling and labour costs.
- It is a useful tool for comparing alternative layouts so as to plan the best layout for the plant.
EXAMPLE
For example, in the travel chart given below BF and CD departments having maximum weights (4 each) require the highest proximity to each other. Next in priority of proximity are BD and DF combinations in layout. A travel chart is very useful in highlighting the distance, the volume that materials have to be moved among the different work stations.
TWO-HANDED PROCESS CHARTS
The Left- and Right-Hand Chart is a process chart in which the activities of a worker’s hands (or limbs) are recorded in their relationship to one another.
It is a specialized form of process chart because it shows the two hands (and sometimes the feet) of the operative moving or static in relation to one another, usually in relation to a time scale.
One advantage of incorporating a time scale in the chart form is that the symbols for what the two hands are doing at any given moment are brought opposite each other.
The two-handed process chart is generally used for repetitive operations when one complete cycle of the work is to be recorded.
The recording is carried out in more detail than is normal on flow process charts. What may be shown as a single operation on a flow process chart may be broken down into a number of elemental activities which together make up the operation.
EXAMPLE
Given below is an example of cutting glass tubes:

MULTIPLE ACTIVITY CHARTS
Where a number of workers work in a group or an individual operator handles two or more machines, their activities have to be coordinated for achieving proper results. A multiple activity charts records simultaneously the activities of all the workers and machines on a common time scale and thus shows inter-relations between them.
Purpose of Multiple Activity Chart
- To detect idle times being enforced on machines and workers.
- To optimise work distribution between workers and machines.
- To decide the number of workers in a group.
- To balance the work teams.
- To examine the interdependence of activities.
- Ultimately, to develop an improved method of accomplishing a task and to have an effective labour cost control.
Construction of Multiple Activity Chart
- A separate vertical bar or column is there to represent each subject (which may be a machine or an operator).
- A common time scale is provided for all the subjects.
- Activities of each subject in relation to those of the others are marked in the respective columns.
- Previously conducted time studies provide the time values for each activity.
- A brief description of each activity is marked on the chart.
- Working and idle times are marked differently on the chart.
EXAMPLE
This figure shows a Multiple Activity Chart:

Analysis of Multiple Activity Chart
- Rearrange the work cycle to minimize men or machine idle times.
- Simplify the operations.
- Combine or eliminate some of the elements etc.
Applications of Multiple Activity Chart
- Plant repair and maintenance.
- Construction jobs.
- Planning teamwork.
Gang Process Chart
A gang process chart is another type of multiple activity chart which portrays the relationship of the activities carried out by different members of a group (or gang) with respect to one another while doing a job such as riveting. The aim (of the chart) is to reduce idle and ineffective time and to improve the efficiency of the gang operations.
A gang process chart looks like a man-machine chart with the difference that instead of one operator, there are a number of operators or workers.
Analysis of Multiple Activity Chart:
- Rearrange the work cycle to minimize men or machine idle times.
- Simplify the operations.
- Combine or eliminate some of the elements etc.
Applications of Multiple Activity Chart:
- Plant repair and maintenance.
- Construction jobs.
- Planning teamwork.
Gang Process Chart:
A gang process chart is another type of multiple activity chart which portrays the relationship of the activities carried out by different members of a group (or gang) with respect to one another while doing a job such as riveting. The aim (of the chart) is to reduce idle and ineffective time and to improve the efficiency of the gang operations.
A gang process chart looks like a man-machine chart with the difference that instead of one operator, there are a number of operators or workers.

STRING DIAGRAM:
- When the paths are many and repetitive, a flow diagram becomes congested and it is neither easy to trace it nor to understand. Under such conditions, a string diagram is preferred.
- String Diagram is a model or a scale plan of the shop, in which every machine or equipment is marked and a peg or pin is struck by or in the area representing a facility. A continuous coloured thread or string traces the path taken up by the materials or workers while performing a particular operation.
Construction of String Diagram:
- Draw the scale layout of the shop (working) area and mark various features, such as machinery, workbenches, store, etc.
- Mount this scaled drawing on a soft board and strike pins or pegs at all the places which form the path of the workers and materials. More pegs may be stuck in between the facilities to trace more or less, the actual path of men and materials.
- A continuous coloured stretchable string, taken from the first to the last peg, is wound to mark the path followed by workers or materials.
- As many as 15 times, a thread can be taken around each peg easily and yet it will not be difficult to comprehend the various movements. The thread when measured gives approximately the total distance travelled by a worker or the material.

Uses of String Diagram:
A string diagram picturises the movements:
- Is very useful in dealing with complex movements and plant layout and design problem.
- Indicates clearly, backtracking, congestion, bottlenecks, and over and underutilised paths on the shop floor,
- Measures the distances involved and points out whether a work station is suitably located,
- Traces existing path of movements for necessary modifications if any,
- Is preferred when movements are not regular as regards their frequency and distance travelled
- Shows the pattern of movements and thus helps in deciding the most economical routes to do a particular operation,
(Vii) Is advantageous in studying the movements of:
- An individual operator handling a number of machines,
- A group or gang moving from one machine or workbench to another, and
- Workers/materials in an assembly or repair shop.
Drawbacks of String Diagram:
If the workers or materials move in some irregular or curvilinear path, it is not possible to trace exactly the same on the string diagram and thus 1.0 estimate can be made regarding the total distance travelled by the workers or the materials.
Uses of String Diagram:
A string diagram picturises the movements:
- Is very useful in dealing with complex movements and plant layout and design problem.
- Indicates clearly, backtracking, congestion, bottlenecks, and over and underutilised paths on the shop floor,
- Measures the distances involved and points out whether a work station is suitably located,
- Traces existing path of movements for necessary modifications if any,
- Is preferred when movements are not regular as regards their frequency and distance travelled
- Shows the pattern of movements and thus helps in deciding the most economical routes to do a particular operation,
(Vii) Is advantageous in studying the movements of:
- An individual operator handling a number of machines,
- A group or gang moving from one machine or workbench to another, and
- Workers/materials in an assembly or repair shop.
Drawbacks of String Diagram:
If the workers or materials move in some irregular or curvilinear path, it is not possible to trace exactly the same on the string diagram and thus 1.0 estimate can be made regarding the total distance travelled by the workers or the materials.
CYCLE GRAPHS AND CHRONO CYCLE GRAPHS: –
- Both these techniques were developed by Gilbreth and both these techniques are used to record the motion path of an operator.
- These techniques require filming equipment, as the movement of the operator are to be filmed in these methods.
- Rapid movements which are very difficult for the human eye to trace are traced by these techniques.
Drafting a cycle graph:
- A small electric bulb or any small light source is attached to the hand, finger or any other part of the body whose motion is to be analysed.
- The path of the light from the bulb would therefore be the same as that of the body member. As the bulb moves through space for a complete cycle, the path of the bulb is photographed by various filming equipment.
- The direction of the operator however cannot be traced out in cycle graphs, as it shows a continuous line of light of the path through which the operator moves.
Why is chrono cycle graph used?
- The direction of the operator however cannot be traced out in cycle graphs. For this purpose, a Chrono Cycle Graph is used.
- Chrono Cycle Graph also indicates the direction of the body movements of the operator. It incorporates a system of interrupting the light source from about 10 to 30 times per second.
- As such, instead of getting a continuous line of the path, a path consisting of numerous pear-shaped spots is attained on the photographic plate.
- The sharp end of the pear-shaped path shows the direction of movement and the shape of the pear indicates the shape.
- Higher speed would correspond to more elongated spots with longer gaps between them and vice versa for lower speeds.

MOTION AND FILM ANALYSIS (MICRO MOTION AND MEMO MOTION STUDIES):
- Micromotion study is a technique that is most desirable for those operations or activities that are of short duration and which are repeated several numbers times.
- These include the operations or motions needing very small time and as such, it becomes difficult to measure time for these motions accurately, and the time required by these motions cannot be neglected due to repetitive operations.
- As a result, to analyse such movements, a much precise and detailed method is essential.
- Thus, the micro-motion study is the technique of recording and analysing the time of basic elements of an operation with the aim of achieving the optimum method of performing the operation.

S.I.M.O. (Simultaneous-Motion-Cycle) Chart
It is an extremely detailed left-and right-hand operation chart. It shows on a common time scale the simultaneous minute movements (therbligs) performed by the two hands of an operator. Besides hands, the movements of other limbs of an operator may also be recorded. The time scale is represented in winks (1/2000 of a minute).
S.I.M.O. chart is generally used for micromotion analysis of:
- Short cycle repetitive jobs, high order skill jobs, and finds applications in jobs like component assembly, packaging, repetitive use of jigs and fixtures, inspection, etc.
- A simo chart shows the relationship between the different limbs of an operator; for example, at any instant, it can be found what the one hand is doing with respect to the other, in terms of therbligs. In addition to these relationships, a simo chart also records the duration of micromotions.
Construction of S.I.M.O:
- Using a 16-mm movie camera a number of short and repetitive work cycles are filmed (at 16 frames per second) as the worker performs the job. For recording time, a timing device (wink counter) is placed in the field of view.
- The film thus obtained is viewed and the most efficiently performed one whole cycle is selected for analysis. (A cycle involves complete series of motions from beginning to the end for completing a unit of work).
- A special projector is employed to study the work cycle recorded on the film. The work-study Engineer analyses the film, frame by frame, studying one frame at a time, and concentrating first on the left-hand and then on right-hand movements.
- The data noted in step-3 is recorded in the form of a therblig chart. The durations of actual movements are also read from the wink counter.
- A simo chart is then drawn for further study and analysis.

- This simo chart of the existing method is subjected to a questioning procedure based on the principles of motion economy; the purpose is to develop a better and improved procedure for doing a job.
- A new Simo chart is then prepared for the new method.
- The new method is then checked as regards the advantages claimed for the same.
- A simo chart is advantageous because it permits very accurate and detailed analysis. The work cycle from the film can be studied at ease, peacefully and away from the disturbing surroundings of the actual workplace. However, the technique is limited because of the high cost of filming and analysis.
Step 3: EXAMINE
This is an important stage of Method Study; the information that is being collected is scrutinized, and each part of the job is critically examined to determine whether any part may be:
- Eliminated altogether
- Combined with another part of the job
- Changed in sequence
- Simplified to reduce the content of work involved
For effective examination of the facts, the following questions are generally asked:
- What is done and why?
- Who does it and why that person?
- Where is it done and why there?
- When is it done and why then?
- How is it done and why this way?
Rearranging, simplifying, combining, eliminating or modifying the facts or records obtains a base for an improved method.
Step 4: DEVELOP
- The alternatives selected are used to reshape and develop the new method, layout or procedure.
- These may require test runs to determine their feasibility.
- It is preferable that tests of this nature are carried out at a place away from the worksite, if possible.
- It is good to involve the departmental officers to ease the problems of acceptance for the new method in the department.
- The end result must be an improved method.
- It must be acceptable to the departmental staff and workers.
- It must meet all their practical requirements and technical specifications.
Step 5: EVALUATE
- The DEVELOP stage of the method study procedure should result in proposed changes to existing ways of carrying out the work under review.
- Sometimes the changes to be made are clear-cut and a revised method can be clearly defined.
- Reports are submitted in which very broad costs and benefits are associated with each potential change.
- A relative weighting is assigned to each factor to indicate its relative importance to the organization. This weighting must be achieved by discussion with the managers or supervisors involved in the work area.
- Each potential method is then “scored” against each factor (normally on a simple 1 to 5 or 1 to 10 scale). This scoring can be based on quantitative data, where this is available, or on subjective judgement.
- Finally, the score of each factor is multiplied by the weighting for that factor and the resultant sum gives an overall score for that particular potential method.
Step 6: DEFINE
Once a decision has been taken on the changes in method to be adopted, it is important that the new method should be strictly defined.
It is desirable to prepare a written standard practice, also known as an “operative instruction sheet”.
- It records the improved method for future reference, in as much detail as may be necessary.
- It can be used to explain the new method to management, supervisors and operatives. It also advises all concerned, including the works engineers, of any new equipment required or of changes needed in the layout of machines or workplaces.
- It is an aid to training or retraining operators and can be used by them for reference until they are fully conversant with the new method.
- It forms the basis on which time studies may be taken for setting standards.
Step 7: INSTALL
Prior to installing the new method, decisions must be taken on:
- Ordering of new plants or materials (if any)
- Phasing in changes in the production process
- Deciding the extent of redeployment
- Introducing new documentation procedures
- Setting new quality standards and test procedures
- A detailed timetable for effecting these changes
The end product of the installation stage is that the new method is in operation at the work site; there is complete control of line management; and finally, all members of the department are fully conversant with the method.
Step 8: MAINTAIN
- When a method has been installed, it tends to change slowly as a result of minor alterations made by the operators or supervisors.
- To detect any alterations, a reference standard (job instruction sheet) is needed against which the job can be compared.
- Likewise, a corresponding document for an incentive scheme, which also contains details of the standard time for each job, called a job specification, is prepared.
With this data, changes in the method can be detected. If changes are considered to be useful, the instruction sheet can be amended to incorporate them. If they are thought undesirable, they can be removed through line management.
USE OF METHOD STUDY IN GARMENT INDUSTRY
Method study is essentially concerned with finding better ways of doing things, and it contributes to improved efficiency by getting rid of unnecessary work, avoidable delays and other forms of waste. It can be used in any kind of industry. In this section, few examples are given which shown how method study is used in the garment industry.
CASE STUDIES
CASE STUDY 1: Dead Stock in Factory
- It was observed that approximately 10,000 metres of fabric were collected in the fabric store in the last 2 months of which 50% was liability fabric and the rest was surplus from the production.
- The monthly fabric consumption of the factory was 50,000 metres.
- Deadstock was collected in one month owing to a production surplus was 2,500 metres.
- This is 5% of the monthly fabric consumption of the company. In the “Average Factory” this loss amounts to Rs. 16,50,000 per annum.
CASE STUDY 2: Fabric Purchasing in Factory
The fabric purchasing in factory XYZ is being done as follows:
- A 2 or 4 body single size marker is made and an average consumption figure is established.
- A further 10% is added and the cost of the garment is established.
- After alterations, required by the buyer, a new 4 body single or double size marker is made, this is compared to the original costing.
- An additional 4% is added to the final consumption marker.
- Another 6-7% is added to the fabric consumption this is to cover the following: a. Additional garments that could be sent to the buyer. b. Rejects.
- A further 6% shrinkage factor is added.
This amounts to 16.5% extra fabric ordered.
Recommendation for case 1 and case 2
- Dead Stock must be eliminated.
- Stock cards must be used and updated after each transaction.
- Fabric widths must be segregated and information given to the CAD department to make most efficient markers.
- Fabric must be issued by width.
- Storage and material handling equipment must be improved.
- Random Stock Audits and Stock Checks must be part of the regular schedule.
- Fabric reconciliations must be done for each order.
- Stock holding of greige fabric should be reduced.
CASE STUDY 3: M/A Ratio Study in Factory
This is a study to establish what the operators are capable of:
M = Measured (Timed)
The research team timed each operation for 3-5 cycles to get the time taken by the operator.
The measured time = 23.3 minutes + 20% allowances = 28 minutes
An allowance of 20% was added to the measured time for all contingencies.
A = Achieved. This is the average time taken to produce the garment.
Total no. of people working on the style: 39, working 8 hours a day, the production output per hour=50 pieces.
Therefore, the actual time taken to make a garment is 47 minutes.
The M/A ratio is 28 / 47 x 100 =59.5%
40.5% of the operator time is lost, some of the reasons being:
- Poor line balancing resulting in waiting time,
- Poor workflow, and
- Poor supervisory control.
Recommendation for case 3
- Bundle control systems with adequate bundle disciplines to be introduced.
- Proper standard times and operator monitoring procedures to be established.
- The supervisors need the training to manage WIP levels.
- The supervisors need the training to do proper production monitoring and control.
- Method Improvement procedures should be introduced.
- Production monitoring systems should be introduced.
- Production studies must be completed wherever poor performance is observed.
- Lost Time information must be collected analysed and acted upon.
- Repair handling procedures must be revised.
- Large inappropriate scissors must be eliminated.
- Operators should not be allowed to trim garment parts.
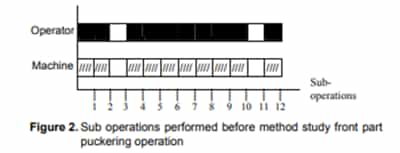
CASE STUDY 4: Front part puckering
When the operation performing process is analysed, sub-operations which are performed by operators are put in order as below:
- Getting front part-1 with two hands and place under the pressure foot.
- Place the transparent elastic band under the pressure foot.
- Sewing transparent elastic band to bottom of front part1 for 1 cm.
- Getting ruler.
- To measure 10 cm distance with the ruler on a transparent elastic band.
- Marking.
- Leaving ruler.
- Getting scissors.
- Cutting transparent elastic band from the marked point with the scissors.
- Leaving scissors.
- Sewing transparent elastic band to bottom of front part1 completely.
- Getting the piece with one hand and leaving it aside.
When the process of the operation is analysed after method study; the sub-operations performed by the operator are put in order as below:
- Getting front part-1 with two hands and place under the pressure foot.
- Place the transparent elastic band under the pressure foot.
- Sewing transparent elastic band to bottom of front part-1 for 1 cm.
- Marking according to ten centimetres distance which is pointed on the machine table before.
- Getting scissors.
- Cutting transparent elastic band from the marked point with the scissors.
- Leaving scissors.
- Sewing transparent elastic band to bottom of front part-1 completely.
- Getting the piece with one hand and leaving it aside.
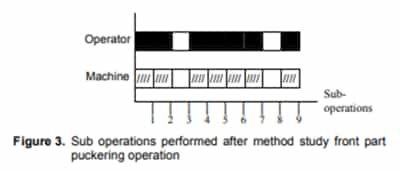
As it can be seen from the activity charts which are given above, the new method is performed in shorter time than the previous method is performed. By changing the operation of transparent elastic band measurement, the sub-operations numbered 4, 5, and 7 are removed. As a result of this, operation duration decreases from 0. 571 minutes to 0.462 minutes.
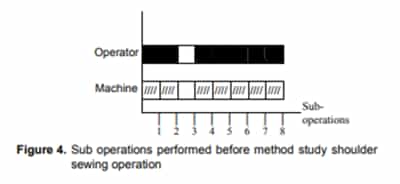
CASE STUDY 5: Sewing shoulder
When the operation performing process is analysed, sub-operations which are performed by operators are put in order as below:
- Getting the front part with two hands and place it under the pressure foot.
- Getting back part with two hands and place under the pressure foot.
- Sewing the front and back parts from the shoulder.
- Getting the sewn parts with one hand.
- Getting scissors with one hand.
- Making regulate (cut off the excess fabric)
- Leaving scissors.
- Getting the piece with two hands and leaving aside.
When the process of the operation is analysed after method study; the sub-operations performed by the operator are put in order as below:
- Getting the front part with two hands and place it under the pressure foot.
- Getting back part with two hands and place under the pressure foot.
- Sewing the front and back parts from the shoulder.
- Getting the piece with two hands and leaving aside.
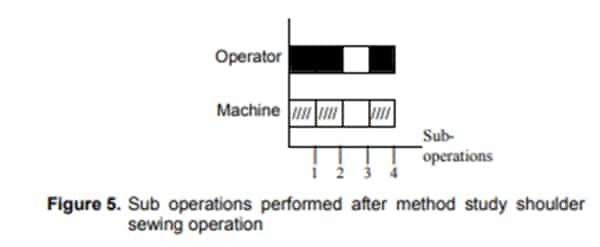
As it can be interpreted from the activity charts above, the recommended method is applied in a shorter time than the method applied before. The sub-operations numbered 4, 5, 6 and 7 are removed and the machine usage rate is increased by means of making another operator perform for regulating operation which is an operation performed after shoulder sewing. The operation time is decreased from 0.590 minutes to 0.383 minutes by means of eliminating the sub-operations that are mentioned above. The operation time being performed regulate the process by another operator is calculated as 0.193 minutes. In the frame of the recommended method, the total duration decreased 0.383+0.193=0.576 minutes. While the machine is kept occupied for 0.590 minutes by using the previous method, it is kept occupied for 0.383 minutes by using the recommended method.
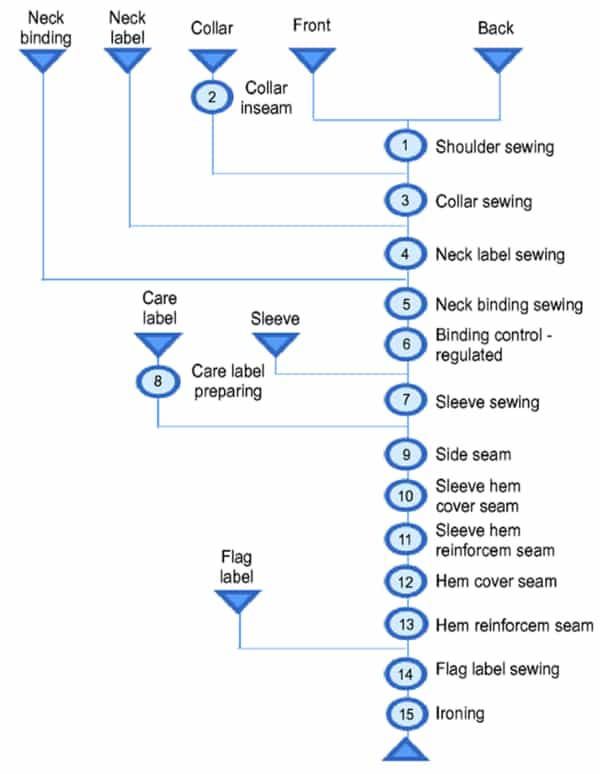
PROCESS FLOWCHARTS
The garment manufacturing process involved a number of processes from order receiving to dispatching shipment of the finished garments. A process flow chart helps to understand how raw materials are moved from one process to another process until raw materials are transformed into the desired product (garments).
It is noted that a process flow chart made for the garment manufacturing processes will vary based on manufacturing facility and product types. As some companies do the whole process in a single plant when others do production jobs and other auxiliary processes are outsourced.
Based on the present apparel industry, garment manufacturing processes are categorized as
- Pre-Production Processes – The pre-production process includes sampling, sourcing of raw materials, Approvals, PP meetings etc.
- Production processes – Production processes are cutting, sewing etc.
- Post-production processes – thread trimming, pressing, checking, folding and packing, shipment inspection etc.
EXAMPLE
Given below are some examples of process flow charts from the garment industry:
Garment manufacturing process flow chart (major processes)

Cutting Room Flow Chart

Process Flowchart of Shirt
TECHNIQUES TO REDUCE FATIGUE AND INCREASE PRODUCTIVITY
Use of the human body:
- Both hands same time.
- Both hands are not idle.
- The motion of arms is symmetrical &simultaneous.
- Eye & hand coordination.
- Order of movement – natural rhythmical.
- Hand and body motion lowest Classification.
Classification of body movement:
- Knuckle – Finger.
- Wrist – Hand & Finger.
- Elbow – Forearm, Hand & Finger.
- Shoulder – Upper arm, Forearm, Hand & Finger
- Trunk – Torso, Upper arm, Forearm, Hand& Finger.
Motion Economy – How?
- Reduce the number of motions.
- Reduce the distance moved.
- Reduce the precession.
- Reduce the eye shift.
- Simplify grasps.
- Toss dispose of rather than place dispose of.
- Best use of both hands.
- Encourage rhythm.
- Promote natural posture and movement.
Arrangement of the workplace:
- Definite & Fixed location.
- Pre-position reduces searching.
- Gravity feed.
- Tools & material -close to the workers as possible.
- Tools & materials -best sequences of motion.
- Drop delivers – where ever possible.
- Chair – the height of the workplace and comfort.
- Colour – contrasts with that of the work & reduce eye fatigue.
METHOD STUDY IN SEWING ROOM
Specific Sewing Room Methods -1:
- Table cut-offs or extensions.
- Raising of the machine.
- Special work aids.
- Mobile carts.
- Table cutouts.
- Close location of parts to the needle.
- Pick up & position without searching.
- Easiest grasps of parts from the bundle.
Specific Sewing Room Methods -2:
- Get parts without looking.
- Get parts during the sewing period.
- No re-position.
- Insert parts in a folder with a single push.
- Retain original alignment of parts while sewing.
- Resume sewing after start without pause.
- Quick turns while sewing.
- Continuous & full speed sewing.
- Dispose of by throwing & without looking.
Design of Tools & types of equipment:
- Relived holding by hand – jig, fixture, device.
- Combined tools.
- Inherent Capabilities of the finger.
- Placement of levers, crossbars hands, wheels least change in the body position.
FEW METHODS TO REDUCE THE TIME TAKEN IN THE GARMENT INDUSTRY
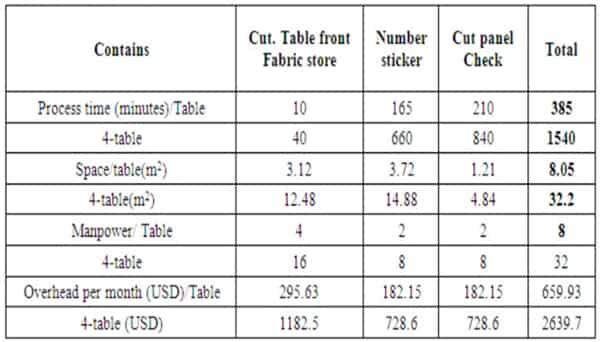
Non-Valuated Process
It is identifiable that the non-valuated processes (table front fabric store, number sticker and cut-panel check) require to be removed to increase productivity. It is preferable that the store loader bear fabric from the fabric store to the cutting table front place. Number sticker is needed for size and shade wise to assemble the parts and also maintain country-wise packing ratio and cut panel check used for faulty parts sort out and replacement.
The chart shows the non-valuated process details. There is a lot of money saved to complete the whole process of making garments to remove the non-valuated process. Not only money but also time, men power, space for front fabrics store etc. The factory can use these savings in other operations. From the chart, 1540 minutes are totally non-valuated. To use this time in other processes, we have to improve our productivity. In a garment factory, space is very important to ensure an effective layout. By taking away the non-valued process we can save 8.05m2 for one table and 32.2m2 for four tables. The proposed process is able to save USD 2639.7 by reducing those three processes.
Calculation of Non-Valuated
Way to manage without non valuated Process
We don’t want to use a numbering system. Using loose thread, fabric, paper differentiate role to role shade variation then role wise maintain bundle, otherwise hole check is one bundle. It should be strongly monitored bundle wise production. We don’t want to cut fabric checks. We use an error sticker in the fabric spreading preparation stage. Error is counting in fabric spreading process cause of needed replacement. But we sort out faulty fabric from the sewing, printing, or embroidery section.
METHODS TO INCREASE PRODUCTIVITY IN THE GARMENT INDUSTRY
-
Conducting motion study and correcting faulty motions
There is a saying “Even best can be improved”. So, go to Gemba (sewing floor) and look for the operator’s working method and movements. Prepare a checklist for good methods and movements. At the time of motion study, observe the operator’s movement and compare it with your checklist. If you found wrong movements is used by the operator or unnecessarily extra movement is present in the operation cycle correct it. If needed deskill operator. By doing this you can reduce operation cycle time and can improve labour productivity up to 100%* in individual operations (*in 20% of the total operations as per Pareto’s 80-20 Principle).
-
Hourly operator capacity checks
Employ work-study personnel (if you don’t have them) and start checking operator capacity hourly or bi-hourly. Compare actual operator’s hourly production with their capacity. If production is less then question them why? It helps in two ways – first, when the operator’s capacity is checked at the regular interval they will be under pressure. Secondly, work-study personnel start thinking about methods of how cycle time can be reduced. Using the capacity data, you can move ahead in balancing the line.
-
Conduct R&D for the garment:
A non-value-added (NVA) process but having a strong Research and Development (R&D) team in the factory brings a lot of benefits. R&D can be taken as a preparation stage for bulk production. This department does sample production and looks into potentially critical operations, plan for the requirement of special equipment, advises changes in terms of construction without changing styling. E.g. if an operation contains some raw stitches, which doesn’t affect the final look of the garment, then that operation can be avoided if possible, to save time. They plan for skill requirements for the operations. As a result, production runs without any break or with less no. of breaks. As it reduces the chance of the product breaks in production for unnecessary reasons, line productivity doesn’t come down.
-
Use best possible line layout:
Line layout means placing of machines and centre table (trolley with wheel) as per style requirement. The main purpose of choosing a better layout is to reduce transportation time in the line as much as possible. A stable line is not a good idea if you produce multiple products in the same line. A straight assembly line with a centre table at the left side is good for a product that has no preparatory work and individual operation SAM is nearby the pitch time. When a style includes a lot of preparatory work (for garment parts), it is better to make garment parts in sections and assemble them later. If possible, use an overhead transportation system.
-
Scientific workstation layout:
The workstation layout defines where an operator will pick up work (garment components) and where she will dispose of stitched garments. A scientific layout is defined as minimum reach for picking up and dispose of components. Every components and tool (trimmer) must be kept within operator reach. During workstation designing, engineering must follow key principles.
- Components to be worked on should be positioned as near to the needle as possible.
- The direction of the components where it is positioned on the table or track should be such a way that during moving component to the needlepoint does not need to turn it.
- Placing of work at the same plane of the machine table so that operator can easily slide it to needlepoint.
The purpose of designing a good workstation layout is to minimize the material handling time as much as possible. Thus, you can reduce operation cycle time. The secondary benefit of a good workstation is operators can work at the same pace without fatigue. When designing a workstation layout don’t forget to consider ergonomics.
-
Improve line balancing:
The purpose of balancing a line is to reduce the operator’s idle time or maximize operator utilization. In a balanced line work will flow smoothly and no time will be lost in waiting for work. At the time of line setting select operators for the operation matching operator skill history and skill required. Following this method, you will select highly skilled operators for higher work content operations. Once the line is set, conduct the capacity study at a regular interval.
-
Use work aids, attachments, guides, correct pressure feet and folders:
These are some kinds of time-saving devices that facilitate the operator to perform their work effectively with less effort. If work aids are used effectively operation cycle time can be reduced more time than the existing cycle time. In new and small factories where there is no experienced technical person (maintenance, IE personnel or production manager) generally not aware of the usage and availability of work aids. So their operators sew garment free hand.
-
Continuous feeding to the sewing line:
It is not the fault of the production department if they did not get cuttings to sew. All plans and efforts towards productivity will fail if the line is not been fed continuously. “No feeding or irregular feeding” is one of the top reasons for lower productivity in a poorly managed factory. Poor production plan, wrong selection product mix in seasons and ineffective cutting department are the reasons that stop continuous feeding. Once operators get the rhythm, they should be given non-stop feeding until style changeover to keep up the productivity. If you know there is the unavailability of cutting in near future then plan accordingly and don’t call all operators for that duration.
-
Feed fault free and precise cutting to the line:
Stop cutting and trimming of extra fabric from cut components by operators. If your cutter is not able to provide precise cutting, he should be trained. But faulty cutting doesn’t be fed into the line.
When operators cut fabric, he performs the additional task in the operation cycle time. If in some cases trimming is intended then that task must be included in total work content. Otherwise, you will get the wrong (less) efficiency for the operator. Secondly, cuttings with fabric defects, pattern problems are issued to the sewing lines. As a result, the line produces defective garments. Alteration and repair work for defective garments reduces labour productivity.
-
Using an auto trimmer sewing machine (UBT):
Just think how many pieces an operator is producing in a day? Each time an operator trims thread using a trimmer or scissors consume a time minimum of 50 TMU or 2 Seconds (approx.). A rough estimate, in a day an operator will lose about 20 minutes just in thread cutting. In the operation of 0.5 SAM, an operator can make 40 extra pieces. Even a machine without an auto trimmer consumes more sewing thread. Those who use heavy (half kilogram weight) scissors may start using hand trimmers.
-
Installing better equipment:
A low performing machine is not acceptable where some of your good machines are idle in the same building. Use the best of your resources. If machines or equipment don’t perform well operator motivation goes down. Repetitive breakdown of machines increases the loss of time and bring down overall line efficiency and labour productivity. I have seen lines where the UBT machine is used in long seam operations and comparably lower work content. On the other hand, where shorter seams are being stitched, most of the time spent in thread trimming for taking out work from the needle, a normal lock stitch sewing machine is used.
-
Inline quality inspection at regular intervals:
A traffic light system is the most effective inspection tool to reduce defect generation at the source. Less number of defective seam is made less the time will be lost in repairing it. An inline checking system will alert operators in concentrating on their job. It also helps in another way. At the start of the style, an operator may not understand the specification, interaction with the quality inspector will make an operator clear about the quality requirement. Poorly managed factory loses productivity up to 10% due to repair and rejects.
ADVANTAGES OF METHOD STUDY
- Better design of plant equipment and buildings.
- Less fatigue or workers by avoiding unnecessary movements of manpower.
- Better working conditions and environment for workers/employees.
- To have more effective utilization of materials, machines and manpower and money.
- It is defined as the systematic recording and critical examination of existing and proposed methods of doing work.
- Efficient and fast material handling equipment.
- Leads to standardization, rationalization, simplification and specialization.
- Efficient planning of the section.
- Streamlined working procedures.
- Greater job satisfaction.
- Higher earning.
- Improve layout of factory and office.
- A higher standard of safety and health.
- To improve the flow of work.
- Effective materials handling.
- Efficient process and procedure.
- To improve the proper utilization of resources.
- To get maximum output.
- To improve administration.
- Reduced material consumption and wastages.
- Standardization and rationalization
- Reduced manufacturing cost and higher productivity.
DISADVANTAGES OF METHOD STUDY
- Many organizations fail to achieve savings and improvements by Method Improvement due to a lack of sustainability of the efforts.
- It requires continuous, full time and dedicated efforts for real improvements. Merely systematic and scientific work-study is not sufficient, but it has to be applied continuously to be fruitful in the real sense.
- Many times, it has been observed that management and IE practitioners stop putting efforts after seeing the initial positive results of work improvement, failing to anticipate long-term effects. This causes loss to the organizations not only in value terms but also wastage of time, efforts and morale of the work-study practitioners.
- It has also been observed that the work-study practitioners stop following up and monitoring the suggested method, overjoyed by initial improved results. However, they fail to realize that operators tend to go back to the old method, if not monitored regularly. This makes all the efforts a waste and even questions the usefulness of an IE.
LATEST TECHNOLOGY OF METHOD STUDY IN GARMENT INDUSTRY
- Delivery with quality and quantity is important for any garment manufacturing industry. At present, lead time is decreasing day by day and customer requirements also continuously changing. To complete customer demand whole production system should be more capable and efficient. For this reason, productivity is important for manufacturing industries and hence method needs to keep improving.
- Garment industries are always having lots of production processes for desired products. Out of these processes, some are not essential and do not add any value to the product. Most of the time, management is not quite aware of the nonvalue-adding processes. If we observe a garments production line, we will see that there were lots of In-process inventories and waiting time between almost every sequential operation.
- “Generally, in any industry, more focus is given on profit. Though there are different issues involved in cost reduction internally spent by industry through finding wastages, preventing and correcting defective work would result in huge savings”. The garments industries in Bangladesh do have an organizational structure but do not have the proper job description of the employees so the problem arises from the mid-level management. Description of rules and responsibilities along with power and authority is essential for smooth production running of any organization.
- The present situation of the RMG sector is not a satisfying one and in the last year, there was a massive worker agitation because of salary structure, working environment, compliance issues and other human rights. In order to face the challenges garment manufacturers, have to apply new methods, tools and techniques in different areas of production and operation management and in other business areas. The method of working addresses the application of Lean manufacturing concepts to the mass production sector (RMG) with a focus on the value chain of the garment industry including cutting, sewing, finishing.
LEAN MANUFACTURING
- Lean production is also called lean manufacturing. It is an integrated set of activities designed to achieve high-volume production using minimal inventories of raw materials, work-in-process, and finished goods.
- Lean is also based on the logic that nothing will be produced until it is needed. Production need is created by actual demand for the product.
- The objective of the study is to investigate the present status of the industry, the scope of improvement and the benefits gain by the implementation of new tools of lean manufacturing.
- “Lean enterprise is mainly focused on eliminating waste. In manufacturing, lean principles include zero waiting time, pull instead of push scheduling, smaller batch sizes, line balancing on shorter process time.”
- The use of lean production is now being practised by organizations that aim to increase productivity, improve product quality and manufacturing cycle time, reduce inventory, reduce lead time and eliminate manufacturing waste.
- So, there is important to study the chance of implementation and the areas of improvement and the step by step methodology to do it in positive and learned thinking.
Principle of Lean Manufacturing
- Key principles behind Lean Manufacturing can be summarized as follows:
- Recognition of waste.
- Standard processes.
- Continuous flow.
- Pull-production- Also called Just-in-Time (JIT).
- Quality at the Source.
- Continuous improvement.
- Customer focus.
Best & Reliable Method of Workplace Organization in Industry:
The Five S’s are some rules for the method of workplace organization that aims to organize each worker’s work area for maximum efficiency.
1) First pillar: Sort (Seiri)
Sort what is needed and what is not needed so that the things that are frequently needed are available nearby and as easy to find as possible. Things that are less often used or not needed should be relocated or discarded.
2) Second Pillar: Seiton (Orderliness)
Arrange essential things in order for easy access. The objective is to minimize the amount of motion required in order for workers to do their jobs. For example, a toolbox can be used by an operator or a maintenance staff who must use various tools. In the toolbox, every tool is placed at a fixed spot that the user can quickly pick it up without spending time looking for it. This way of arrangement can also help the user be immediately aware of any missing tools.
3) Third Pillar: Shine (Seiso)
Shine means to keep machines and work areas clean so as to eliminate problems associated with in-cleanliness. In some industries, airborne dust is among the causes of poor product surface or colour contamination. To be more aware of dust, some companies paint their working places in light colours and use a high level of lighting.
4) Fourth Pillar: Standardize (Seiketsu)
Standardize is make the first 3S’s a routine practice by implementing clear procedures for sorting, straightening and scrubbing.
5) Fifth pillar: Sustain (Shitsuke)
Sustain – Promote, communicate and train in the 5 S’s to ensure that it is part of the company’s corporate culture. This might include assigning a team to be responsible for supervising compliance with the 5 S’s.
The Benefits of 5S (improves all the aspects by 3/4th)
- Improves safety
- Better working environment
- Improve space utilization
- Easy retrieval of material, information, tools etc.
- Reduce quality problems
- Lower costs
- Increased customer satisfaction and
- Discipline in the workplace etc.
Kanban:
Kanban is one of the most popular tools in lean manufacturing. This is a simple concept, but very effective. Kanban mainly focuses on the reduction of overproduction. There are mainly two types of Kanbans. A Kanban uses a designated workspace between operations to balance supply with demand. It means a visible record. Kanban triggers a mechanism to make or move material.
Kaizen:
It is a Japanese term for “continuous improvement”, with an emphasis on small incremental improvements. A main theme of Kaizen is to create a culture of continuous improvement, largely by assigning responsibility to workers and encouraging them, to identify opportunities for improvement.
Two main opportunities for improvement are:
- The elimination of Muda (waste) from processes
- The correction of any issues/problems within processes in addition to Muda
Method Organized workplace provides:
- Lower space/facility requirements.
- Improved use of floor space.
- Allows more strategic management focus.
- Improved knowledge retention.
- New employees fit in more quickly with less training.
- Cross-trained employees, flexible work cells with flexible people.
- Small batch operations are more cost-effective.
- Productivity/capacity increase, improved customer relations.
- Inventory reduction, cost reduction, improved profit margins.
- Improved efficiency, improved communication.
- Quality improvement, improved vendor support and quality.
- Higher labour efficiency and quality.
- Reduced scrap and waste, reduced cycle time, reduced obsolescence.
- High quality and reliability, lower overall costs, self-directed work team.
- Lead time reduction, fast market response, longer machine life.
- Improved flexibility in reacting to changes, increased shipping and billing frequencies.
Method of Cutting Implementation
“The cutting section of apparel manufacturing industry supplies the cut panels required in the sewing section for the production modules” For doing a good chain, Team building is important to achieve a goal. It is quite impossible for one or two people to overcome and follow up a lot of processes perfectly and nicely. As a result, many people are engaged here to accomplish the task properly. So, teamwork needs training and team building sessions that will help the people work together. Training is important to make the people knowledgeable about their tasks and responsibilities. By training, we can easily adopt a new concept and implement it.
-
Starting ten pieces bundling system
The traditional bundling system is more than twenty to thirty pieces in one bundle. But in our new concept, the bundle is no more than ten pieces for tee-shirt, polo shirt and five pieces for jacket product. If the bundle is small, it will be easy to handling and can easily arrange it.
-
Maintaining serial in all ten pieces bundle to eliminate front with back and body with sleeve matching
In the traditional system, we can see that all time one or two-person is engaged to match the front with back and body with sleeve. Now to reduce the helper we have to maintain serial in one bundle that we can easily match the front, back and sleeve without any problem.
-
Start all parts in one bundle together such as front, back, and sleeve cut panel
In the traditional system, all parts are delivered as a separate bundle. As a result, the operator cannot find it easily and not interest to match it. So, our new concept is we will deliver all parts suppose front, back and sleeve together also maintain serial from cutting.
-
Utilization of band knife machine for small parts cutting to keep dimensional accuracy
In current conditions, people are not using band knife machines for small parts cutting. As a result, the shape of the cut panel is not good. So, in our new concept for small piece cutting, we cannot use a normal straight knife cutter. We will use a band knife machine to keep small parts shape accuracy.
-
Start without numbering bundling system by implementing roll wise cutting system
Our new idea is from now we will not use stickers attach to the cut panel we will cut the fabrics according to role wise and cannot amalgamate one role to another role if there are no shading issues that may come. Because the sticker is used only for shading purposes.
-
Maintain on-time input of all parts:
To reduce changeover and through time also the non-production time we will ensure that all parts are provided together and at a time.
-
Use the same table for laying, cutting, checking and bundling to reduce transportation:
To reduce transportation time on the cutting section we will use the same table for cutting numbering also check and bundling.
-
Elimination of bundle card writing helper by bundle card automation
Previously six to seven helpers are engaged for bundle card writing and sometimes they cannot supply it quickly as an urgent requirement. Now new concept, may use automation of paper printing as a result, no need extra four to five helpers.
-
Method of Sewing Implementation
Different types of improvement activities have been done in the sewing section which is divided into Operation Reduction & Helper Reduction
-
Operator Reduction
Two machines operating by one operator
Normally one operator operates one machine but now one operator will operate two machines at a time. So, we can easily reduce one operator from one machine, by process scanning.
Multi-tasking by one operator:
Previously one person doing one task suppose operator is only operating machine but not thread cutting. Now our new concept is all workers will do two or three tasks at a time. For example, each operator will be thread trimming after sewing and some operators will be marking and sewing at a time.
Job sharing
Previously operator cannot share the job. But now our target is one operator will share two processes each hour, suppose half-hour will do collar joint and another half-hour will do another process collar topstitch.
Helper Reduction:
The helper can be reduced in different ways following are some procedures.
Marking and thread trimming by the operator
The new concept is made that every operator will be trimming their extra thread end after sewing if we do need to use an extra helper for thread trimmings.
-
Elimination of matching through nicely arrange cut panel and all parts keep together in the bundle:
-
To reduce helper for the front with back and body with sleeve, the bundle is arranged serially and together and flow them together so, for this reason, we have no need extra two helpers for front-back match and body with sleeve match.
CONCLUSION
Many times, it is observed that whenever there is a problem (it may be related to low productivity or bottleneck, etc.) organizations focus on reducing the time without an inclination to know the root cause of the problem. IE is allotted to perform Time Study directly and many times, as a solution an increase in machine or operator is suggested. This practice may give temporary relief but in a real sense, this is not a solution to the problem. In fact, by doing this, we are adding cost to the manufacturing.
Here the right approach should be to first see the method, analyse it carefully and then put efforts to simplify the things. One must remember that the IEs job is to make things simple and easy for the operator because if the method is simple and easy it will lead to increased productivity and save critical time. It is suggested that, after the Method Improvement, Time Study should be done again to measure the improvements.
Method Study plays an important and decisive role in identifying and eliminating bottlenecks in the system, which cause long delivery time or unbalanced workflow. These techniques are also capable of highlighting the level of idle plant labour and unutilized/under-utilized resources.
At the same time, the findings of these studies are useful guides for further improvements in terms of work and wage standardization based on the skill of the operators. As Method Study techniques are capable of making the tasks simple, increasing the motion economy in human effort and reducing unnecessary efforts, results in the development of a better working environment and profitability for the organization.
REFERENCES
- https://www.businessmanagementideas.com/production-management/procedure-for-method-study-6-steps-production-management/9719
- http://www.yourarticlelibrary.com/ergonomics/method-study/method-study-concept-definition-and-scope/34501
- https://www.wisdomjobs.com/e-university/production-and-operations-management-tutorial-295/method-study-9658.html
- http://www.yourarticlelibrary.com/ergonomics/method-study/objectives-procedure-and-selection-of-work-for-method-study/34500
- https://www.citeman.com/939-method-study-objectives.html
- https://textilelearner.blogspot.com/2013/12/working-flow-chart-of-method-study.html







A great blog, it has a lot of useful information to me
Best 3D, 2D animation studio in Dubai, UAE and top corporate video production company in Bangalore and explainer video company in Chennai, India, Texas, Baltimore, USA & Abu Dhabi, Sharjah.